Способ сборки судовой объемной секции
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 0 1084176 А 19 З(Я) В 63 В АНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННОЙ КОМИТЕТ СССРПо ДЕЛАМ ИЗОЬРЕТЕНИЙ И ОТНРЫТИЙ(54)(57) 1. СПОСОБ СБОРКИ СУДОВОЙОБЪЕМНОЙ СЕКЦИИ путем приваркиглавного и высокого набора к нижнему и верхнему полотнйщам, о т л ич а ю щ и й с я тем, что, с цельюсокращения объема сварки в закрытомпомещении и исключения потолочнойсварки, высокий набор выполняют разъемным в горизонтальном направлении и приварку его ведут к полотнищам раздельно, располагая набором: вверх верхнее полотнище, которое за-тем устанавливают по линии разъемаодноименного высокого набора на ниж-,нее полотнище и сваривают по линииразъема,2. Способ по п. 1, о т л и ч аю щ и й с я тем, что,к части высокого набора, устанавливаемой на.нижнее полотнище, предварительноприваривают переходной поясок.3. Способ по п. 1. о т ли ч а ющ и й с я тем, что часть высокогонабора,. устанавливаемая на нижнееполотнище, выполняют из тавровогоили полособульбового профиля.1 , 1084Изобретение относится к технологии судостроения и может быть использовано для изготовления судовыхобъемных секций, ограниченных с двухсторон плоскими полотнищами, либо, Известен способ сборки судовойобъемной секции путем приварки главного и высокого набора к нижнемуи верхнему полотнищам Щ .Недостатком известного способасборки судовой объемной секции является:выполнение большого объема сварочных работ при сборке секции взакрытых помещениях, значительныйобъем потолочной сварки, что увеличивает трудоемкость изготовлениясекций.Целью изобретения является сокращение объема сварки в закрытых помещениях и исключение потолочнойсварки.Поставленная цель достигаетсятем, что согласно способусудовойобъемной секции путем приварки главного и высокого набора к нижнемуи верхнему плотнищам, высокий наборвыполняют разъемным в горизонтальном направлении и приварку его ведут к полотнищам раздельно.располаЗОгая набором вверх верхнее полотнище,которое затем устанавливают по линии разъема одноименного высокогонабора на нижнее полотнище и сваривают по линии разъема. 35Кроме того, к части высокого набора, устанавливаемой на нижнее по"лотнище, предварительно привариваютпереходной поясок,При этом часть высокого набора,устанавливаемую на нижнее полотнище,выполняют из таврового или полособульбового профиля.На фиг, 1 показано нижнее полотнище со стороны главного и высокого 45набора, на фиг. 2 -верхнее полотниЖ у 176 2ще со стороны главного и высокогонабора на фиг. 3 -, разрез А-А нафиг, 1; на фиг, 4 - разрез Б-Б нафиг 1; на фиг, 5 - разрез В-В нафиг. 2, на фиг. 6 - разрез Г-Г на .фиг, 2; на фиг. 7 - разрез нижнегои верхнего полотнищ по поперечномувысокому набору после стыковки ихпо линии разъема; на фиг. 8 - то же,по продольному высокому набору послестыковки их по линии разъема. Способ сборки судовой объемнойсекции выполняется следующим образом.Предварительно изготавливаютчасти судовой объемной секции, каждая из которых состоит из нижнего 1и верхнего 2 полотнищ, главного набора 3,4 и частей высокого набора 5, 6, образованных линией разъема О , проходящей в районе вырезоввысокого набора, К высокому набору 5нижнего полотнища 1 перед его уста"новкой приваривают переходные пояски 7. Установку и приварку главно"го 3,4 и высокого 5,6 набора к полотнищам 1,2 и между собой, а такжеустановку и приварку заделок 8 в мес.тах прохода главного набора 3,4 через высокий набор 5, 6 выполняютв открытом помещении, располагаяполотнища 1, 2 набором вверх. Затемверхнее полотнище 2 с набором 4, 6устанавливают на переходные пояски 7 одноименного высокого набора 5нижнего полотнища 1 и образовавшиеся по линии разъема О угловые швызаваривают в закрытом помещении,Часть высокого набора 5, устанавливаемая на нижнее полотнище 1, можетбыть выполнена иэ профильного материала симметричного полособульба,тавра),Использование данного способапозволяет обеспечить сокращение трудоемкости сварочных работ, а такжерост производительности труда.1084176 Р-У Га Составитель Н.ГорчаковРедактор Н.Швыдкая Техред О.Неце Корректор Ю.Макаренко Заказ 19 Филиал ППП "Патент", г.ужгородул.Проектная, 4 00(13 Ти ВНИИПИ Государственно по делам изобретен 113035, Москва, Ж, аж 456Подписно комитета СССР и открытий аушская наб., д 4/5
СмотретьЗаявка
3403745, 03.03.1982
ПРЕДПРИЯТИЕ ПЯ Р-6285
АБРАМОВ ОЛЕГ НИКОЛАЕВИЧ, СОЛОМЕВИЧ ВАЛЕНТИН ВИКТОРОВИЧ, ИВАНИЦКИЙ ИГОРЬ КОНСТАНТИНОВИЧ
МПК / Метки
МПК: B63B 9/06
Метки: объемной, сборки, секции, судовой
Опубликовано: 07.04.1984
Код ссылки
<a href="https://patents.su/4-1084176-sposob-sborki-sudovojj-obemnojj-sekcii.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки судовой объемной секции</a>
Стенд для соединения балок набора с полотнищем секции
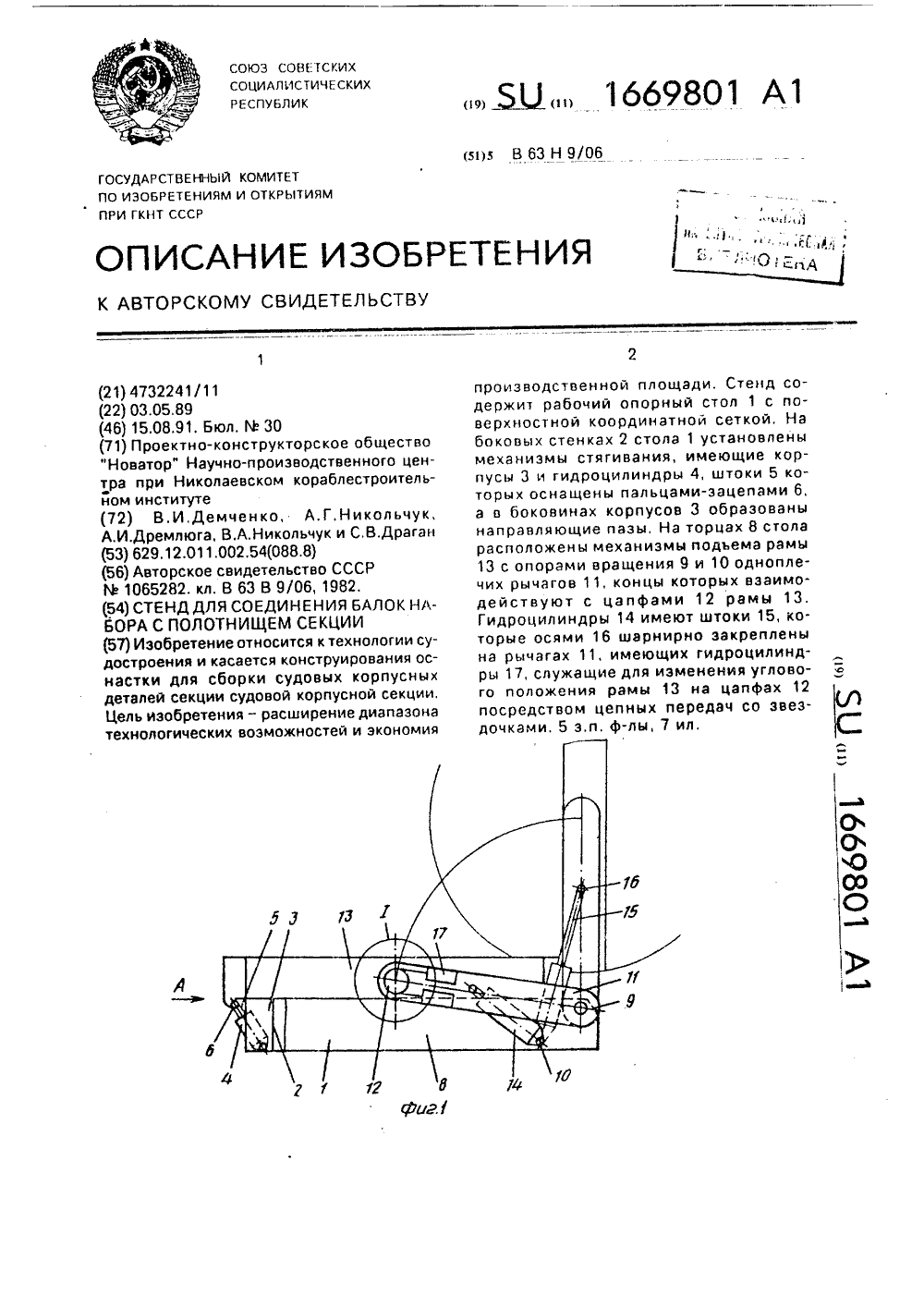
Номер патента: 1669801
Опубликовано: 15.08.1991
Авторы: Демченко, Драган, Дремлюга, Никольчук
МПК: B63H 9/06
Метки: балок, набора, полотнищем, секции, соединения, стенд
...фиксируются в держателях 28 одним из известных способов, например механизмами или магнитными зажимами. На фиг.5 фиксирование балки набора выполнено, в частности посредством клинового зажима 35.Включением первого тумблера на пульте приводится в действие привод гидростанции, Включением второго тумблера приводится в действие механизм подьема штока 15 гидроцилиндров 14, соединенные осями 16 с рычагами 11. вращают их и совокупно с ними раму 13 относительно оси 9 наугол около 90, переводя раму 13 в нерабочее положение, Противоположные концы рычагов 11 соединены с цапфами 12, зафиксированными от свободного проворота установленными на рычагах 11 гидроцилиндрами 17, связанными цепными передачами 18 со звездочками 19, образующими дно целое с...
Самоходный полупортал для установки, приварки и набора на полотнище судовой секции
Номер патента: 1165549
Опубликовано: 07.07.1985
Авторы: Родионов, Фавстов, Шишкин
МПК: B23K 37/04
Метки: набора, полотнище, полупортал, приварки, самоходный, секции, судовой, установки
...талрепом 26. На нижней плоскости траверсы 9, в середине ее установлен горизонтальный силовой цилиндр 27, ось которого перпендикулярна продольной оси траверсы 9.На тележке 6 размещены привод 28 подьема и опускания штанги 7, приводы 29 подьема и опускания вертикальных стрел 30 и привод 31 передвижения тележки б. Привод 31 оснащен тормозом 32 и соединен с ходовыми колесами ЗЗ, а каждое ходовое колесо 33 соединено с шестерней 34, входящей в зацепление с рейкой 35, закрепленной на мосту 1.На нижних концах стрел 30 закреплены площадки 36 для размещения сварщиков и сварочной аппаратуры.На тележке б размещена также насосная станция 37 для питания гидроприводов механизмов полупортала.Привариваемый высокий набор 38 размещен в кассетах (не...
Самоходный портал для установки набора на полотнище судовой секции

Номер патента: 203179
Опубликовано: 01.01.1967
Авторы: Алексеенко, Базалий, Баландин, Батракова, Дембский, Ротов, Хаит
МПК: B66C 17/24, B66C 19/00
Метки: набора, полотнище, портал, самоходный, секции, судовой, установки
...13 с захватным устройством 14 для балки набора. Захватное устройство 14 с губками 15 смонтировано под суппортом 1 б, расположенным в нижней части вертикальной стрелы 13 и снабгкенным двумя взаимно перпендикуляряыми винтами 17. Для подъема и опускания вертикальной стрелы 13 в верхней ее части смонтирован червячный редуктор 18 с электродвигателем 19. Ниже его размещен червячный реду 1 ктор 20 с электродвигателем 21, предназна ченный для разворота балюи набора в гори. зонтальной плоскости, при этом балка зажата в губках 15 захватного устройства 14. Тележ203179 А ка 2 может быть зафиксирована в необходимом положении электромапнитными фиисаторами 22.При вспоаьзоварщ портала 1 балка набора захватываетея губками 1 б, после чего самоходный...
Способ разметки теоретических линий набора и контурных линий секций корпуса судна

Номер патента: 1123929
Опубликовано: 15.11.1984
Авторы: Гильбурт, Майгур, Нахмурин, Рыбаченко, Фалеев
МПК: B63B 9/06
Метки: контурных, корпуса, линий, набора, разметки, секций, судна, теоретических
...которыхиспользуются три базовые опорные точнад соответствующей парой базовых опорных точек. Пара теодолитов, от центрированных над двумя данными ба;,эовыми точками (А и В), образует первую позицию разметки. При переходе50 еки и лишь для особо сложных (криволинейных) секций может возникнуть необходимость в еще одной - третьей пози -ции разметки. При этом число базовыхопорных точек равно четырем.При центрировании пары теодолитовнад двумя базогяи точками осуществляют разметку комплекса контрольныхточек,.при этом должно удовлетворяться условие (фиг.З).ЗооЬ с 120,где ц - угол между вертикальными плоскостями, проектируемыми теодолитами (или их следами наполотне секции - линиями АЕ, и ВЕ).Для разметки контрольных точек,расположенных в той...
Механизированная поточная линия для изготовления секций из листов и ребер жесткости

Номер патента: 975335
Опубликовано: 23.11.1982
Авторы: Букин, Голубинский, Дацкий, Малышев, Махмутов, Милицин, Стаховский, Чашкин
МПК: B23Q 41/00
Метки: жесткости, линия, листов, механизированная, поточная, ребер, секций
...под станком 1 установлены опускающаяся опорная балка 43 и откидные упоры 44, опорные поверхности которых образуют прямую линию, параллельную линии резания станка. Сбоку позиции установлены захваты 45 с возможностью перемещения поперек линии и опускания ниже уровня катания секции, а также поворотный механизм 5. Поворотный механизм состоит из криволинейного направляющего желоба 46, имеющего форму дуги окружности, по которому посредством привода 47 и роликовой цепи 48 на четырех опорных роликах 49 перемещается каретка 50.При перемещении каретки четыре направляющих ролика 51 заставляют ее одновременно поворачиваться вместе с захваченным изделием вокруг центра кривизны желоба 46. Для захвата изделия на каретке 50 имеются три зажима...
Предыдущий патент: Способ монтажа патрубка сборника газохода главного двигателя судна
Следующий патент: Способ постройки корпуса судна
Случайный патент: Устройство для управления скоростью подвижного состава