Способ формирования бочкообразных зубьев
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
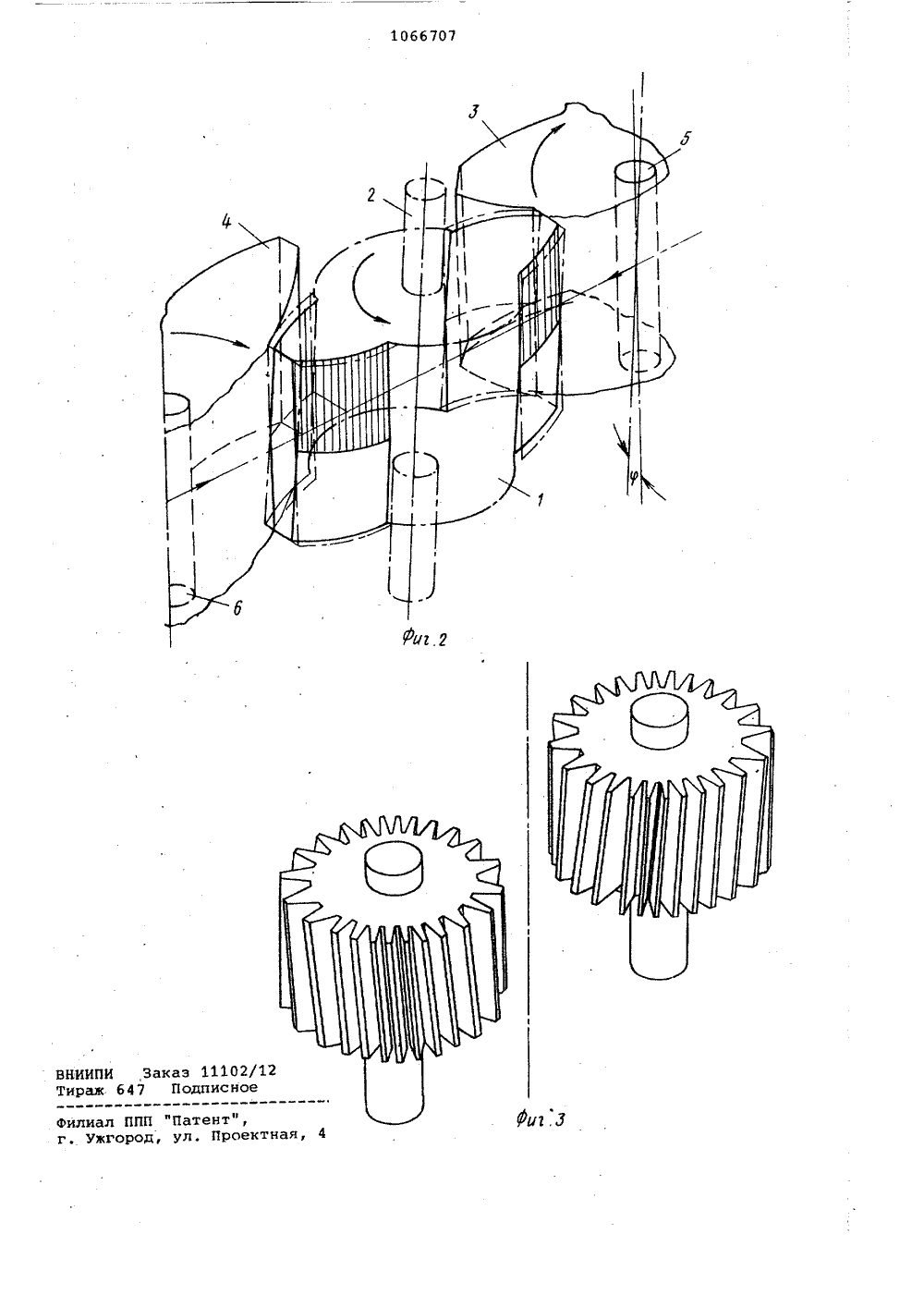
(19) О 1) 51) В 21 Н 5 0 ПИСАНИЕ ИЗОБРЕТЕНИ ТОРСК СВИДЕТЕЛЬСТВУ(54 ) СПОСОБ ФО НЫХ ЗУБЬЕВЕГ ( 57 ) 1, Способ разных зубьев котором дефор осуществляют р ем к ней накат осями, о тли что, с целью и ности обработк оси накатников лом к оси заго ников вокруг м куляра накатник дящего через се и а свидетельство СССР 21 Н 5/02, 01.02,7 ОСУДАРСТВЕННЫЙ НОМИТЕТ ССС О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫ(прототип ). РМИРОВАНИЯ БОЧКООБРАЗО ВАРИАН 1 Ы).формирования бочкообзубчатых колес, при мирование заготовки адиальным перемещениников с параллельнымич а ю щ и й с я тем,вышения проиэводительи качества зубьев,располагают под уговки поворотом накатжосного перпендиов и заготовки, прохоредину их высот.1066707 5 10 15 20 25 30 35 40 45 50 2. Способ формирования бочкообразных зубьев зубчатых колес, при котором деформирование заготовки осуществляют радиальным перемещением к ней накатников с параллельными осями, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности обработки и качества зубьев,Изобретение относится к обработке металлов давлением и может быть использовано для формирования зубчатых колес с бочкообразной продольной формой зубьев.Известен способ изготовления зубчатых колес с бочкообразным зубом шевингованием, при котором в процессе обработки производят неравномерный съем металла по длине зуба 113 .Однако в "данном способе получение бочкообразности зуба является дополнительной операцией, что повышает трудоемкость процесса.Известен способ получения зубчатых колес с бочкообразным зубом, осуществленный в устройстве.для ,продольной модификации зубьев зубчатых колес методом пластической деформации, заключающийся в том, что при пластической деформации инструмент, рабочая ширина которого меньше ширины накатываемого колеса, перемещается вдоль образующей обрабатЫваемого колеса с помощью установленного соосно с обрабатываемым колесом копира с криволинейной образующей таким образом, что межцентровое расстояние между осью вращения инструмента и осью накатываемого колеса максимально при прохождении инструментом центральной части венца колеса 121.Недостатком известного способа является то, что формирование зуба колеса по ширине венца производится последовательно, а не сразу, что снижает трудоемкостью способа. Бочкообразность продольная модификация) за счет изменения межцентрового расстояния в процессе обкатки, что снижает жесткость кинематической связи между инструментом и накатником и приводит к ошибкам в шаге зацепления. 1 роме того, для получения различной бочкообразности требуется производить смену копира что повышает трудоемкость способа,Цель изобретения - повышение производительности обработки и качества зубьев. зубья по меньшей мере двух накатников выполняют под углом ксредней линии зуба, при этомнакатники устанавливают так, чтобы направление наклона зуба одного иэ накатников было противоположно направлению зубьев другого. Указанная цель достигается тем, что по первому варианту, согласно способу Формирования бочкообразных зубьев зубчатых колес, при котором деформирование заготовки осуществляют радиальным перемещением к ней накатников с параллельными осями, оси накатников располагают под углом к оси заготовки поворотом накатников вокруг межосного перпендикуляра накатников и заготовки проходящего через середину их высот.По второму варианту для повышения производительности обработки и качества зубьев, зубья по меньшей мере двух накатников выполняют под углом к средней линии зуба йри этом накатники устанавливают так, что,ы направление наклона зуба одного из накатников было противоположно направлению зубьев другого.Первый вариант способа обладает большей универсальностью, так как позволяет одним и тем же инструментом получать различную бочкообразностьПреимуществом второго по сравнению с первым вариантом способа является простота эксплуатации. На Фиг.1 изображена принципиальная схема способа, на фиг.2 - схема образования бочкообразного зуба; на фиг.3 - схема второго варианта способа.Заготовку 1 закрепляют на оси 2 между двумя накатниками 3 и 4, оси 5 и 6 которых наклонены к оси 2 под углом Р . При Формировании зубьев накатники 3 и 4 приближаются к оси заготовки, либо материал заготовки подается под накатники, Из-за того, что оси накатников 5 и 6 движутся к оси заготовки под углом , каждый накатник накатывает зуб заготовки с углом наклона и образующей заготовки, отличным от заданного на угол У . При этом каждый накатник деформирует свои участки образуемого зуба на фиг.2 заштрихованы , в результате чего эуб получает бочкообразную форму, 1066707 4утоненную у торцов, На фиг.2 заштрихованы участки, деформируемые каждымнакатником, Видно, что степень деформации зуба по длине каждым накатником не одинакова, и если с однойстороны зуба (например передней по 5движению она наибольшая у одноготорца и постепенно уменьшается кдругому, то с другой стороны зуба онанаибольшая у другого торца и наименьшая у первого. Распределение дефор Омаций по длине зуба другим накатником противополжное первому. Так какокончательна обкатка зубьев - калибровка - производится как обычно принеизменном межцентровом расстояниии с постоянными относительными скоростями вращения, полученные зубьяобладают профилями, обеспечивающимипостоянатво передаточного отношения,а изменение угла у , под которым осинонакатников перемещаются к оси заготовки, позволяет получить заданную бочкообразность зубьев, Одновременноеформирование зубьев по всей ширинезубчатого колеса повышает производительность способа,П р и м е р. На стане СНЗМ производится перенос оси накатываемогоколеса относительно осей накатниковона величину 0 15 и горячая накатказубчатого колеса с параметрами:модуль гп = 3,5, угол наклона зубаР = 0 , ширина 8 = 25 мм, числозубьев 2 = 42 из стали 20 Х.Заготовка зубчатого колеса устанавливается в шпиндель изделия и 35нагревается секторным индуктором до1050 С по ободу, затем нагрев отключается, и производится сведение накатников до образования зубчатоговенца на колесе. Полученное зубчатое 40колесо имеет толщину зубьев у торцовменьшую, чем в середине венца, навеличину 0,08 мм. Степень точностиполученного колеса соответствует 10по ГОСТ 1643 в , чистота рабочих 45поверхностей зубьев 25, зажимов изакатов не обнаружено. Колесо годно к эксплуатации без доработок,Данный способ может быть осуществлен накатниками и с наклоннымизубьями путем выбора и установкидиаметрально расположенных накатников с разным направлением зубьев.При этом угол ч выбирается с учетаугла наклона зубьев накатников. Кроме того, способ формирования бочкообразных зубьев может быть осуществлен, если зубья по меньшей мере двух накатников выполняют под, углом к средней линии зуба, при этом накатники устанавливают таким обрйзом, чтобы направление наката зуба одного иэ накатников было противоположно направлению зубьев другого.Инструмент работает следующим образом.Заготовка устанавливается на своей оси между накатными валками инструмента, которые вместе с ней приводятся в согласованное вращение, после чего накатные валки сближаются и формируют на заготовке эуб. Благодаря тому, что их зубья наклонены в разные стороны к линии, соответствующей средней линии зуба заготовки, зуб каждого из накатных валков образует на заготовке зуб не по всей длине, а частично. Ввиду неравномерной по длине деформации зубьев колеса зубьями накатников получаются зубья, толщина которых у торцов уменьшается, т.е, имеющие бочкообразность, что позволяет им работать при больших ошибках в шаге и не подвергаться дополнительной доработке. В случае наличия в конструкции инструмента более двух накатных валков, например трех, третий валок может быть использован для формирования середины зуба под заданным углом наклона, что дополнительно повышает качество формы зубьев. При инструментах, содержащих число накатных валков более трех, различные накатные валки могут иметь разные углы наклона к линии, соответствующей центровой на зубе накатываемого колеса, что позволяет оформлять различные по длине участки зубьев различными накатниками и уп" равлять формой бочкообразности зубьев.Экономический эффект от применения способа обеспечивается получением бочкообразных зубьев повышенной точности, что позволяет использовать изготовленные зубчатые колеса без доработок. При накатывании программы в 100 тыс. зубчатых колес с модулем 4, число зубьев 41 и шириной венца 90 мм получается экономический эффект порядка 200 тыс, руб.
СмотретьЗаявка
3353959, 11.11.1981
РОСТОВСКИЙ-НА-ДОНУ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ИВАНОВ БОРИС ДМИТРИЕВИЧ, ВЕРЗИЛОВ ЮРИЙ НИКОЛАЕВИЧ, ЛИ ВЛАДИМИР ИВАНОВИЧ, ЛЮБАНОВ ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: B21H 5/02
Метки: бочкообразных, зубьев, формирования
Опубликовано: 15.01.1984
Код ссылки
<a href="https://patents.su/4-1066707-sposob-formirovaniya-bochkoobraznykh-zubev.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования бочкообразных зубьев</a>
Способ изготовления конических зубчатых колес

Номер патента: 1142236
Опубликовано: 28.02.1985
Авторы: Калашников, Лобанков, Насенков, Петров
МПК: B23F 9/00
Метки: зубчатых, колес, конических
...в горизонтальной плоскости вокруг вершины дополнительного конуса в направлении сближения с резцовой головкой, а при чистовых операциях ось резцовой головки располагают относительно оси производящего колеса под углом меньшим на 10 - 15, чем при черновой операции.ДополнительнЫй угловой поворот колесу сообщают на угол О 30 - 130.На фиг. 1 изображена схема способа изготовления конического зубчатого колеса; на фиг, 2 - пример реализации способа.Нарезание зубьев зубчатого колеса 1 производят на основе воспроизведения станочного зацепления зубьев воображаемого производящего колеса (не обозначено) с зубьями обрабатываемого колеса. При этом вершину делительного конуса обрабатываемого колеса 1 устанавливают в центре произв дяшего колеса в...
Способ обработки цилиндрических зубчатых колес

Номер патента: 1419830
Опубликовано: 30.08.1988
Автор: Рыбаков
МПК: B23F 19/02, B23F 5/04
Метки: зубчатых, колес, цилиндрических
...числа,Спрофилированный с помощью правящего алмазного зубчатого колеса,являющегося геометрическим аналогомобрабатываемого зубчатого колеса ивыполняющего при профилировании кинематически взаимносвязанное с тороидным червяком вращение, аналогичноевращению обрабатываемого зубчатогоколеса, тороидный абразивный червяхустанавливают в исходное положениенесколько вьппе или ниже соответственно верхнего или нюкнего торца обрабатываемого зубчатого колеса. При этоммежосевое расстояние и угол скрещивания осей шлифовального шпинделя ишпинделя изделия сохраняют такими же, 1419830какие они были в момент окончанияпрофилирования тороидного червяка,Зацепление инструмента с обрабатываемым колесом осуществляют в усло 5виях принудительного...
Прибор для измерения колебания измерительного межосевого угла конических зубчатых колес

Номер патента: 1227934
Опубликовано: 30.04.1986
МПК: G01B 5/20
Метки: зубчатых, измерительного, колебания, колес, конических, межосевого, прибор, угла
...качения, расположенных соответственно в цилиндрических ячейках сепаратора, и двух кольцевых крышек 22 и 23, каждая из которых расположена на одном из торцов сепаратора 19, а разность величины радиусов шаровых тел 20 и 21 качения, расположенных в первом и втором поясках, определяются из математического выраженияЙ - г=орсс,глс Ррадиус шарового тела 21 качения,расположенного во втором пояске;г - радиус шарового тела 20 качения,расположенного в цервсгм пояске;Урасстояние между центрами шаровых тел 20 и 21 качения, расоложенцых в первом и втором поясках ячеек;к - угол конуса на хвостовике 18 оправ 1(и. Для пояснения работы прибора позици. ей 24 обозначено устройство.Прибор рабо гает следующим образом.Устанавливают контролируемое колесо 11 на...
Способ изготовления биметаллических зубчатых колес

Номер патента: 1579632
Опубликовано: 23.07.1990
Авторы: Берестнев, Горошко, Кот, Чемисов
Метки: биметаллических, зубчатых, колес
...напряженности магнитного поля, обеспечивающее принудительную миграцию расплава на глубине, превышающей Х:(7) Н 4 выражения (7) показывает, что твления миграции расплава меозиционного слоя во внутренний объем прессовки, необходимо,Анали для осуще ди из комп пористый чтобы,и од ус 1(1 е ) гдето Х,В случае, если ХЬ, происходит миграция меди из внешнего слоя прессовки, предназначенного для венца, и формирование в конечном счете пористости непосредственно в нем. При Хмиграция меди невозможна.С другой стороны, максимально возможная напряженность магнитного поля должна исключать деформацию порошкового железного каркаса, т.е, давление, действующее на каркас Рге, должно быть меньше предела тРге(10) Из (4)т е(2 з 9) и 12) имею о О 7 сд где Ь Х...
Способ чистовой обработки зубчатых изделий

Номер патента: 464440
Опубликовано: 25.03.1975
Авторы: Белкин, Венжега, Маневич
МПК: B24B 39/04
...трещина возникает на торцовых поверхностях, поэтому упрочнение торцов является эффективным способом упрочнения зубчатых колес. Способ чистовой обработки зубчатых изде лий поверхностным пластическим деформиро ванпем, включающий операцию упрочнения отличающийся тем, что, с целью обеспе чения независимости профиля зубьев от режи мов упрочнения, упрочнение осуществляют по торцам изделия перед зубонарезанием. Изобретение относится к упрочнениюлий пластическим деформированием ибыть использовано для упрочнения зуколес,Известны способы упрочнения зубчатых колес впадин или всего профиля зубьев, В обоих случаях упрочнение производят после зубонарезания.Цель изобретения - упростить технологиюупрочнения зубчатых изделий с одновременным...
Предыдущий патент: Устройство для острения стержневых изделий
Следующий патент: Штамп для безоблойной штамповки заготовок
Случайный патент: Способ регенерации послеожоговых кожных ран