Способ удаления модельного состава из оболочковых форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
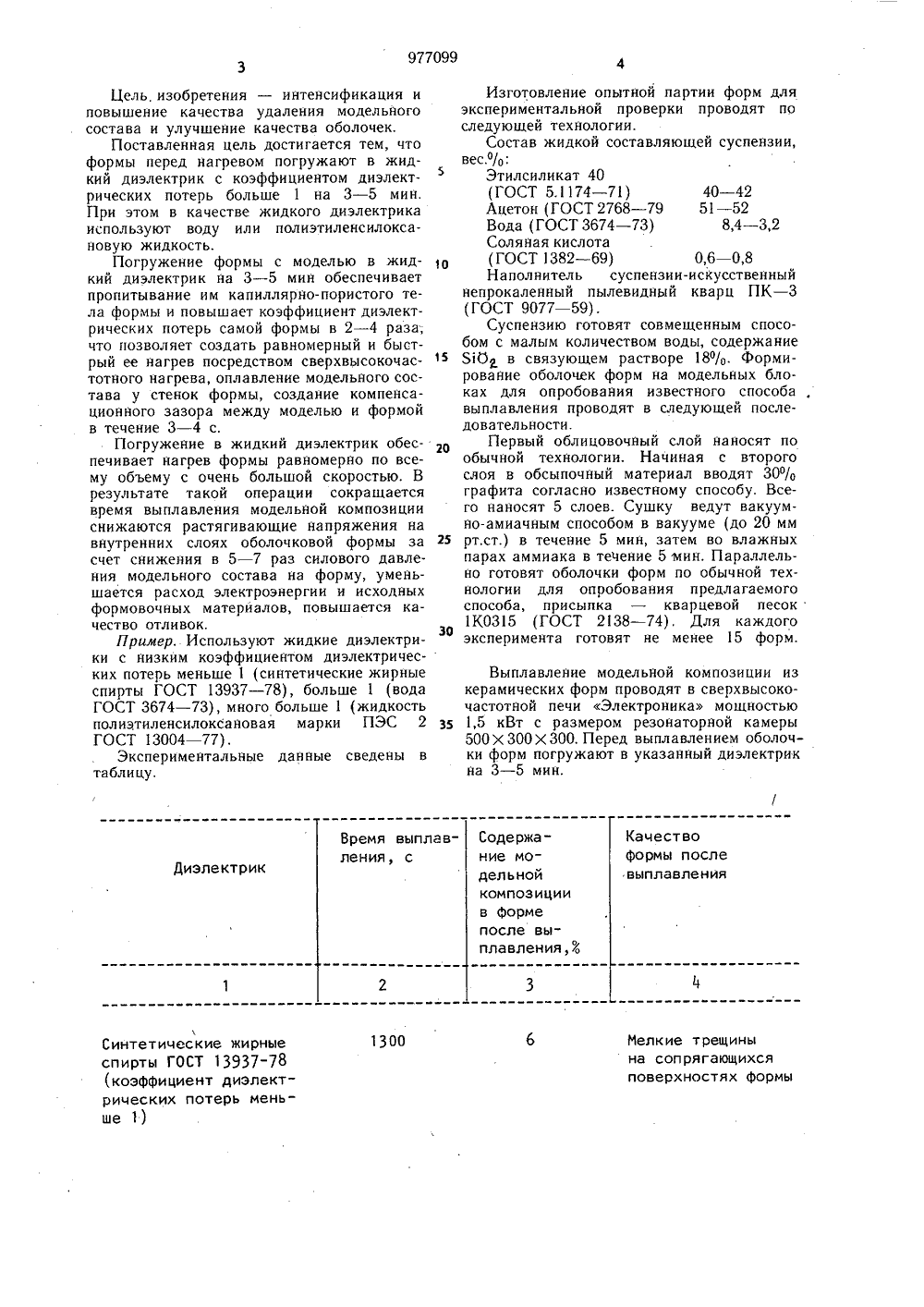
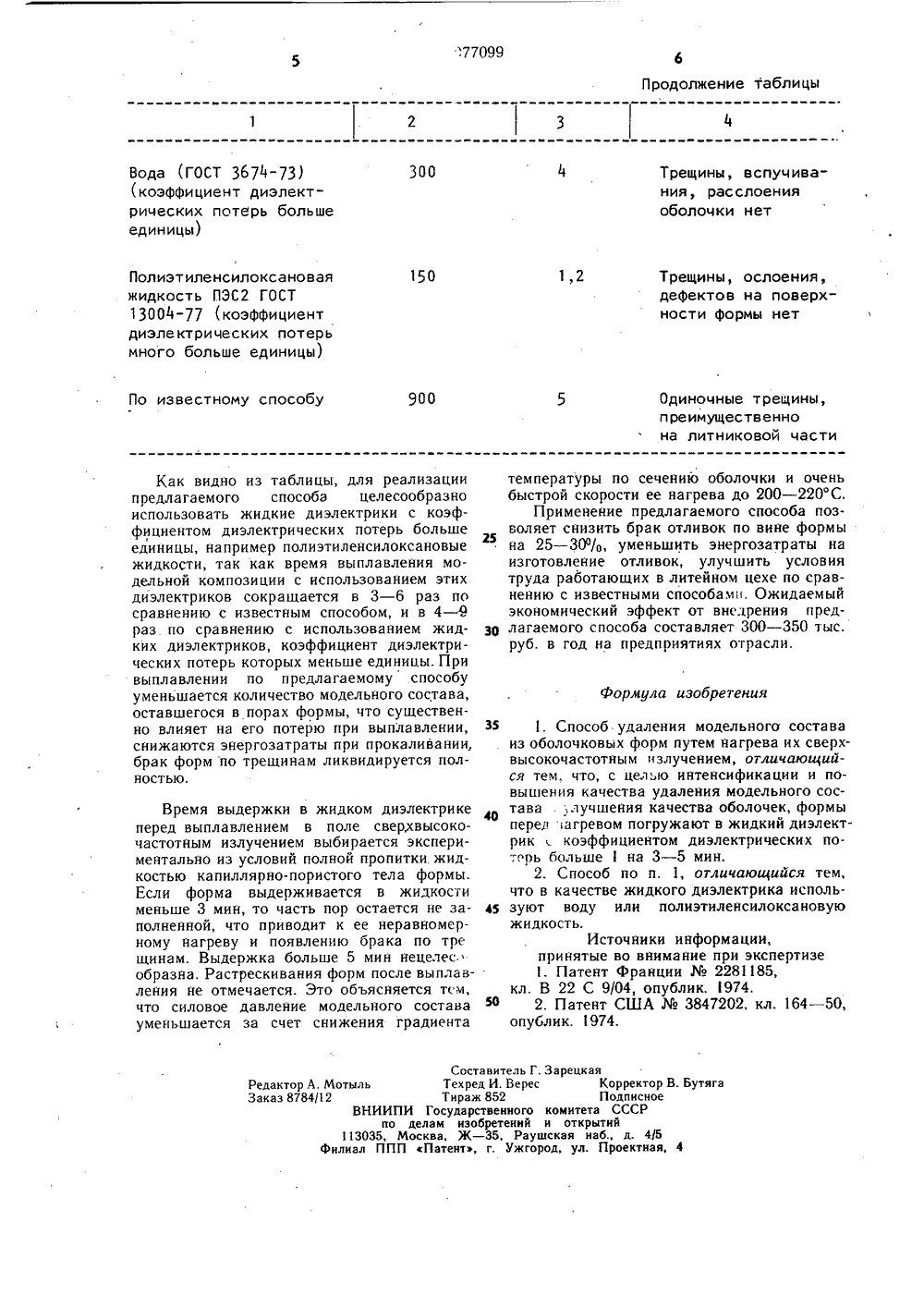
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ц 977099 Союз СоветскихСоциалистическихРеслублик(51) М. Кл. В 22 С 7/02 Гасударственный камнтет СССР Опубликовано 30.11.82. Бюллетень 44 Дата опубликования описания 05.12,82.045 (088.8) лв делам нэебретеннй н еткрмтнй(54) СПОСОБ УДАЛЕНИЯ МОДЕЛЬНОГО СОСТАВА ИЗ ОБОЛОЧКОВЫХ ФОРМ1Изобретение относится к литейному производству, преимущественно для получения литья в оболочковой форме по выплавляемым моделям, и может быть использовано в различных отраслях машиностроения, авиастроения и приборостроения для изготовления отливок по выплавляемым моделям. Известен способ удаления модельной ком позиции из керамических форм по выплавляемым моделям с использованием сверх- высокочастотного излучения, по которому в наружные слои формы вводят мелкодисперсиые материалы с высоким коэффициентом диэлектрических потерь 1. Недостатком данного способа является то, что материалы, повышающие диэлектрические свойства оболочковых форм и тем самым ускоряющие процесс выплавления, находятся в поверхностном слое формы и поэтому нагрев ее начинается с наружных слоев, в результате чего наблюдается градиент температуры по сечению оболочки, что в свою очередь вызывает развитие термических напряжений, которые приводят к образованию трещин в форме. Наиболее близким к предлагаемому потехнической сущности и достигаемому результату является способ удаления модельной компо;иции из керамических форм по выплавляемым моделям путем нагрева фор мы сверхвысокочастотным излучением. Повышение диэлектрических свойств формы обеспечивается за счет введения по всему объему мелкодисперсных материалов с высоким коэффициентом диэлектрических потерь 2).Недостатки данного способа - ухудшение качества поверхности отливок из-за взаимодействия расплавленного металла с добавками, введенными в форму, снижение прочностных свойств формы, сложность тех нологического процесса изготовления формы, включающая в себя дополнительную операцию предварительного приготовления обсыпочиого материала, увеличение себестоимости отливок за счет повышенного расхода формовочных материалов и добавок, повышающих скорость нагрева формы, так как разделить материалы основы формы и мелкодисперсные добавки после очистки отливок от остатков оболочки йе представляется возможным.977099 Содержание модельнойкомпозиции в Формепосле выплавления,В Качествоформы послевыплавления Время выплавления, с Диэлектрик 1300 Мелкие трещинына сопрягающихсяповерхностях формы Цель, изобретения - интенсификация и повышение качества удаления модельного состава и улучшение качества оболочек.Поставленная цель достигается тем, что формы перед нагревом погружают в жидкий диэлектрик с коэффициентом диэлектрических потерь больше 1 на 3 - 5 мин. При этом в качестве жидкого диэлектрика используют воду или полиэтиленсилоксановую жидкость.Погружение формы с моделью в жидкий диэлектрик на 3 - 5 мин обеспечивает пропитывание им капиллярно-пористого тела формы и повышает коэффициент диэлектрических потерь самой формы в 2 - 4 раза; что позволяет создать равномерный и быстрый ее нагрев посредством сверхвысокочастотного нагрева, оплавление модельного состава у стенок формы, создание компенсационного зазора между моделью и формой в течение 3 - 4 с.Погружение в жидкий диэлектрик обеспечивает нагрев формы равномерно по всему объему с очень большой скоростью, В результате такой операции сокращается время выплавления модельной композиции снижаются растягивающие напряжения на внутренних слоях оболочковой формы за 25 счет снижения в 5 - 7 раз силового давления модельного состава на форму, уменьшается расход электроэнергии и исходных формовочных материалов, повышается качество отливок.Пример. Используют жидкие диэлектрики с низким коэффициентом диэлектрических потерь меньше 1 (синтетические жирные спирты ГОСТ 13937 - 78), больше 1 (вода ГОСТ 3674 - 73), много больше 1 (жидкость пол иэтиленсилокса новая марки ПЭС 2 зз ГОСТ 13004 - 77).Экспериментальные данные сведены в таблицу. Синтетические жирныеспирты ГОСТ 13937-78 (коэффициент диэлектрических потерь меньше 1) Изготовление опытной партии форм для экспериментальной проверки проводят по следующей технологии.Состав жидкой составляющей суспензии, вес.о/оЭтилсиликат 40( ГОСТ 1382 - 69) 0,6 - 0,8 Наполнитель суспензии-искусственный непрокаленный пылевидный кварц ПК - 3 (ГОСТ 9077 - 59).Суспензию готовят совмещенным способом с малым количеством воды, содержание Я 0 в связующем растворе 18 ой. Формирование оболочек форм на модельных блоках для опробования известного способа выплавления проводят в следующей последовательности.Первый облицовочный слой наносят по обычной технологии. Начиная с второго слоя в обсыпочный материал вводят 300/О графита согласно известному способу. Всего наносят 5 слоев. Сушку ведут вакуум- но-амиачным способом в вакууме (до 20 мм рт,ст.) в течение 5 мин, затем во влажных парах аммиака в течение 5 мин. Параллельно готовят оболочки форм по обычной технологии для опробования предлагаемого способа, присыпка - кварцевой песок 1 К 0315 (ГОСТ 2138 - 74) . Для каждого эксперимента готовят не менее 15 форм. Выплавление модельной композиции из керамических форм проводят в сверхвысоко- частотной печи Электроника мощностью 1,5 кВт с размером резонаторной камеры 500 ХЗООХ 300. Перед выплавлением оболочки форм погружают в указанный диэлектрик на 3 - 5 мин."77099 Продолжение таблицы 300 Трещины, вспучивания, расслоенияоболочки нет 150 1,2 Трещины, ослоения,дефектов на поверхности формы нет По известному способу 900 Одиночные трещины,преимущественно на литниковой части Формула изобретения Составитель Г. Зарецкая Техред И. Верес Корректор В. Бутяга Тираж 852 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 филиал ППП Патент, г. Ужгород, ул. Проектная, 4(коэффициент диэлектрических потерь большеединицы) Полиэтиленсилоксановаяжидкость ПЭС 2 ГОСТ13004-77 (коэффициентдиэлектрических потерьмного больше единицы) Как видно из таблицы, для реализации предлагаемого способа целесообразно использовать жидкие диэлектрики с коэффициентом диэлектрических потерь больше единицы, например полиэтиленсилоксановые жидкости, так как время выплавления модельной композиции с использованием этих диэлектриков сокращается в 3 - 6 раз по сравнению с известным способом, и в 4 - 9 раз по сравнению с использованием жидких диэлектриков, коэффициент диэлектрических потерь которых меньше единицы. При выплавлении по предлагаемому способу уменьшается количество модельного состава, оставшегося в порах формы, что существенно влияет на его потерю при выплавлении, снижаются энергозатраты при прокаливании, брак форм по трещинам ликвидируется полностью. Время выдержки в жидком диэлектрике перед выплавлением в поле сверхвысоко- частотным излучением выбирается экспериментально из условий полной пропитки.жидкостью капиллярно-пористого тела формы. Если форма выдерживается в жидкости меньше 3 мин, то часть пор остается не заполненной, что приводит к ее неравномерному нагреву и появлению брака по тре щинам. Выдержка больше 5 мин нецелес образна. Растрескивания форм после выплавления не отмечается. Это объясняется тем, что силовое давление модельного состава уменьшается за счет снижения градиента температуры по сечению оболочки и очень быстрой скорости ее нагрева до 200 - 220 С.Применение предлагаемого способа позволяет снизить брак отливок по вине формы на 25 - 30 й, уменьшить энергозатраты на изготовление отливок, улучшить условия труда работающих в литейном цехе по сравнению с известными способами. Ожидаемый экономический эффект от внедрения предзо лагаемого способа составляет 300 - 350 тыс.руб. в год на предприятиях отрасли,З 5 1. Способ удаления модельного составаиз оболочковых форм путем нагрева их сверхвысокочастотным излучением, отличающийся тем, что, с целью интенсификации и повышения качества удаления модельного состава,лучшения качества оболочек, формыперел агревом погружают в жидкий диэлектрик с коэффициентом диэлектрических по- рь большена 3 - 5 мин.2. Способ по п. 1, отличающийся тем,что в качестве жидкого диэлектрика исполь 4 б зуют воду или полиэтиленсилоксановуюжидкость.Источники информации,принятые во внимание при экспертизе1. Патент Франции2281185,кл, В 22 С 9/04, опублик. 1974.О 2. Патент США3847202, кл. 164 - 50,опуСлик. 1974.
СмотретьЗаявка
3315631, 02.06.1981
МОСКОВСКИЙ АВИАЦИОННЫЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ИМ. К. Э. ЦИОЛКОВСКОГО, РАМЕНСКИЙ ПРИБОРОСТРОИТЕЛЬНЫЙ ЗАВОД
ОЗЕРОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ГАРАНИН ВЛАДИМИР ФЕДОРОВИЧ, ШПРИЦ БОРИС БЕНЦИАНОВИЧ, ВОЛКОВ ГЕННАДИЙ ДМИТРИЕВИЧ, МУРКИНА АЛЛА СЕМЕНОВНА, ТОЛПИНСКИЙ ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: B22C 7/02
Метки: модельного, оболочковых, состава, удаления, форм
Опубликовано: 30.11.1982
Код ссылки
<a href="https://patents.su/3-977099-sposob-udaleniya-modelnogo-sostava-iz-obolochkovykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Способ удаления модельного состава из оболочковых форм</a>
Способ удаления модельного состава из многослойных оболочковых форм

Номер патента: 1088863
Опубликовано: 30.04.1984
Авторы: Илиев, Кириевский, Приступа, Чихачев, Шипулин
МПК: B22C 7/02
Метки: многослойных, модельного, оболочковых, состава, удаления, форм
...концентрации его менее 1% не обеспечивается указанная скорость удаления модельных остатКов, При содержании сульфанопа более 3 происходит обильное пеновыделение.Был опробован супьфанол или СМС ,(синтетическое моющее средство), в котором содержание чистого сульфанола может быть от 15 до 85%, Количество выбранного ПАВ определялось из расче та оптимального сульфанопа в водном растворе. Так, например, для получения 20 водного 1,5 -ного раствора ПАВ при использовании СМС (15%-ного суцьфанола) требуется 10% СМС, при использовании высококонцентрированного сульфанопа (85%-ного сульфанопа) 25 его требуется2%.Длительность выдержки керамических форм в растворе ПАВ должна находиться в пределах 5-10 мин. При выдержке менее 5 мин не обеспечивается...
Способ выплавки модельного состава из керамических форм и устройство для его осуществления

Номер патента: 1423257
Опубликовано: 15.09.1988
Авторы: Кузин, Мартынюк, Синюшин
МПК: B22C 7/02
Метки: выплавки, керамических, модельного, состава, форм
...Форма перемещается конвейером через зону выплавления в зону выгрузки проходной камеры, где снимается с опорного стержня, металлический стояк 15 удаляется из формы, а форма передается на последующие операции,В результате проведенных опытных работ были получены следующие данные.Для обоснования выбора оптималь ной температуры водяного перегретого пара было исследовано его влияние на конечную температуру водопарвоздушной смеси, предназначенной для выплавления легкоплавких моделей из кера мических форм. По общепринятой технологии температура водопаровоздушной смеси для достижения качественного выплавления легкоплавких моделейодолжна составлять 150-170 С. 30В табл. 1 предст,"влены исследования по выбору температуры водяного перегретого...
Ванна для удаления модельного состава из керамических форм

Номер патента: 407643
Опубликовано: 01.01.1973
Автор: Люльев
МПК: B22D 29/00
Метки: ванна, керамических, модельного, состава, удаления, форм
...ком подачи в камеру вытеснител сжатого воздуха). Обрабатываемые керамически устанавливаются на верхнюю час ной камеры 2. Горизонтальная щель 8 в верх регородки 9 предназначена для с ленного модельного состава в к Отсек выплавления 4 оснащен с По всей длине емкости 1 предусмо ватель песка 12, выполненный в в бортом.Ванна работает следующим образом.В емкость 1 заливается выплавляющая среда, для чего герметичная камера 2 предвари тельно соединяется через трубу 7 и кран 13 сатмосферой, до уровня верхней перегородки камеры 2. Включают нагреватели 3 и осуществляют нагревание выплавляющей среды до заданной температуры, На верхнюю часть 25 камеры 2 помещают обрабатываемые модельные блоки б и поворотом крана 13 камера 2 соединяется с...
Способ выплавления модельной композиции из многослойной оболочковой формы

Номер патента: 1155347
Опубликовано: 15.05.1985
Авторы: Ашихмина, Басенко, Кириевский, Куц, Мовчан, Найдек, Приступа, Чихачев
Метки: выплавления, композиции, многослойной, модельной, оболочковой, формы
...расРабочаятемпераСостав расплава нитрит-нитратных солей тура среды выглавТемлеВремя выплава сод лей, С ратурапрокалнвалия, Сдержкч Фом н ления моделей, С БаИО КИО печи, ч 900 4,0 130 900 4,0 45 150 900 160 140 4,0 48 4,0 900 170 138,9 50 50 900 180 4,0 140 52 48 4,0 900 148 190 перегретого расплава модельной массы,находящегося на поверхности ванны.Продолжительность выплавления моделей зависит от размеров и конфигурации формы и должна обеспечиватьполное расплавление моделей в формах.Выплавление модельного состава врасплаве нитрит-нитратных солей состава 48-527 МаИО и 52-487 КМО посравнению с выплавлением в расплавемодельного состава резко снижает содержание модельных остатков в форме,т,е. потери модельного состава сокращаются примерно...
Плакированная смесь для изготовления литейных форм и стержней, преимущественно оболочковых, а также облицовок для кокилей и способ ее приготовления

Номер патента: 1627305
Опубликовано: 15.02.1991
Авторы: Линецкий, Ляхов, Мельник, Плечкин, Чумаченко
Метки: кокилей, литейных, облицовок, оболочковых, плакированная, преимущественно, приготовления, смесь, стержней, также, форм
...приготовления смеси: загрузка песка (2 порции по 3 кг) 20 с; перемешивание 15 с; заливка жидкого стекла 10 с; перемешивание 60 с; продувка сжатым сетевым воздухом (через осушитель и редуктор) в процессе перемешивания (давление 0,4 атм) 360 с; отключение воздуха и засыпка алюмосиликата 20 с; перемешивание 15 с; выпуск готовой плакировэнной смеси,В производственных условиях приготовление смеси осуществляют на смешивающих бегунах модели 800 (73 об/мин, магса песка 90 кг) при следующих режимах плакирования; пуск бегунов; загрузка песка 35 с, перемешивание 15 с; заливка жидкого стекла 30 с; перемешивание 25 с, продувка це ховым воздухом, подаваемым вентилятором, в процессе перемешивания смеси 450 с; прекращение продувки и засыпка...
Предыдущий патент: Модельная оснастка для изготовления литых пресс-форм с тонким орнаментом
Следующий патент: Способ формовки в почве
Случайный патент: Способ обработки металла давлением