Способ выплавки модельного состава из керамических форм и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
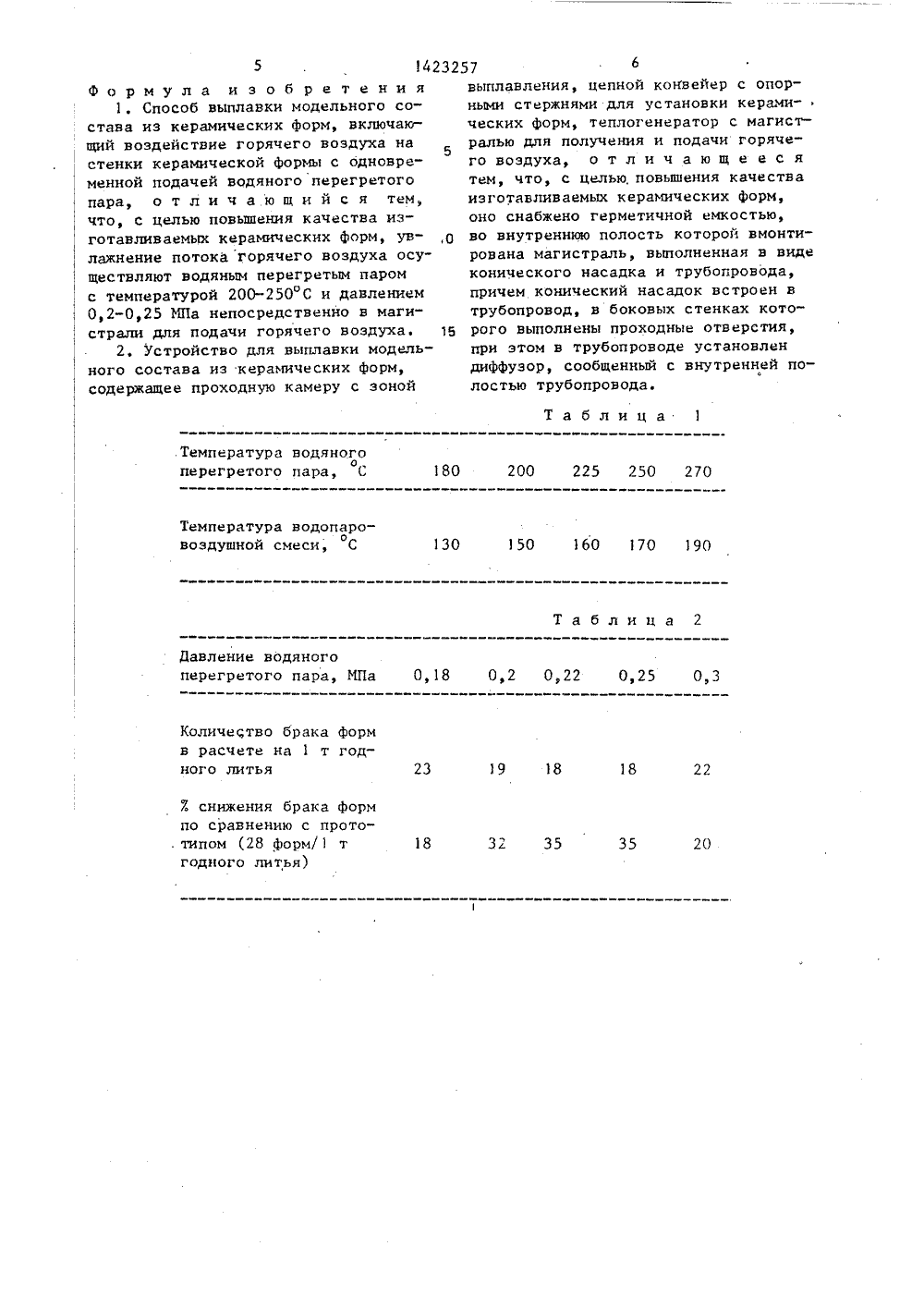
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 80142 ЕТ СССРОТКРЫТИИ СУДАРСТВЕННЫИ КОМ ДЕЛАМ ИЗОБРЕТЕНИ ОПИСАНИЕ К АВТОРСКОМУ СВ РЕТЕ юл, 134научно-производствепо технологии машинотноводства и кормо ОСУ ние Синюши 0888) видетельство СССР 22 С 7/02, 1985.идетельство СССР 22 С 7/02, 1985. ток гре С и непосредств СЮрс гМле.ФиЮ лара(54) СПОСОБ СТАВА ИЗ КЕР СТВО ДЛЯ ЕГО (57) Изобрет му производс логии удален из керамичес изобретенияизготавливаСпособ заклюувлажненияводяным перрой 200-250 1 ПЛАВКИ МОДЕЛЬНОГО СОЕСКИХ ФОРМ И УСТРОЙШЕСТВЛЕНИЯотносится к литейно в частности к техноегкоплавких моделей литейных форм. Цель вышение качества керамических форм,ся в осуцествлении а горячего воздуха ым паром с температудавлением О, 2-0, 25 МПа в магистрали, а затемвыплавления литейкой модели в зоне выплавления посредством воздействия на стенки Формы паровоздушной смесью. Устройство для осуществления способа снабжено герметичной емкостью 1, во внутренней полости 17 которой смонти" рована магистраль при этом она выполнена в виде конического насадка би трубопровода 7, причем насадок 6встроен в трубопровод 7, а на трубопроводе 7, снабженном проходными отверстиями 8, установлен диффуэор 9, внутренняя полость 10 которого соединена с внутренней полостью 11. Форма с моделью и металлическим стояком в сборе на опорном стержне конвейером перемещается из зоны загрузки в зону выплавления проходной камеры, Из теплогенератора по магистрали пропускается поток горячего воздуха; при движении из конического насадка 6 в трубопровод 7 в потоке горячего воздуха изменяются давление и скорость истечения, Вокруг насадка 6 во внутренней полости 11 образуются зоны разрежения, куда через внутреннюю полость 10 диффузора 9 устремля ется водяной перегретый пар иэ емкости 1, Образованная паровоздушная смесь по трубопроводу 7 направляется в зону выплавления, где омывает,наружную поверхность керамической литейнойФормы. Прогревая ее стенки, паровоз- душная смесь способствует расплавлению, литейной модели. Расплавленная модельстекает в поддон, Форма перемещается в зону выгрузки. Изобретение позволяет существенно снизить потери полезного тепла и вероятность трещинообразования в Форме. 2 с.п. Ф-лы, 2 ил., 2 табл.1Изобретение относится к литейному производству, в частности к способам и устройствам для удаления легкоплавкой массы из керамических литейных форм, и может быть использовано на , машиностроительных заводах для изготовления отливок методом литья по выплавляемым моделям.Целью изобретения является повышение качества изготавливаемых керамических форм.На Фиг. 1 представлено устройство для осуществления способа увлажнения потока горячего воздуха, общий вид; на Фиг. 2 - узел 1 на Фиг. 1 (конструкция магистрали для подачи и образования паровоздушной смеси).П р и м е р. Были изготовлены керамические Формы на основе: 1-ыйслой " на этилсиликатном связующем, последующие 3 слоя - на жидко-стекольном связующем. Наполнитель - по об" щепринятой технологии.Изготовленную из жидкой керамической смеси и предварительно просушен 25 ную Форму совместно с легкоплавкой моделью и металлическим стояком в сборе устанавливают на опорный стер 2жень конвейера, который перемещает ее иэ зоны загрузки в зону выплавления проходной камеры, Одновременно из теплогенератора в зону выплавления по магистрали перемещается поток горячего воздуха с температурой 150-180 С и давлением 0,12-0,16 МПа, При своем движении поток горячего воздуха проходит через проходное отверстие в коническом насадке во внутреннюю полость трубопровода и образует зоны разрежения как во внутренней полости трубопровода вокруг внешней поверхности конического насадка), так и во внутренней полости диффузора, соединенной через проходные отверстия с внутренней полостью трубопровода.В зоны разрежения под воздействием избыточного давления иэ герметичной емкости устремляется водяной перегретый пар, частицы которого захватываются потоком горячего воздуха, перемешиваются с ним и образуется водопаровоэдушная смесь эа счет частичной конденсации водяного перегретого пара в потоке воздуха. Эта смесь по магистрали перемещается в зону вы 1423257плавления,.При обработке внешней поверхности формы этой смесью стенки дополнительно увлажняются эа счет/ конденсации остаточного количества пе 1.5 регретого пара, а также приобретают эластичность и податливость и прогреваются, способствуя постепенному выплавлению модельной массы, которая стекает в поддон. 10Освобожденная от модельной массы Форма перемещается конвейером через зону выплавления в зону выгрузки проходной камеры, где снимается с опорного стержня, металлический стояк 15 удаляется из формы, а форма передается на последующие операции,В результате проведенных опытных работ были получены следующие данные.Для обоснования выбора оптималь ной температуры водяного перегретого пара было исследовано его влияние на конечную температуру водопарвоздушной смеси, предназначенной для выплавления легкоплавких моделей из кера мических форм. По общепринятой технологии температура водопаровоздушной смеси для достижения качественного выплавления легкоплавких моделейодолжна составлять 150-170 С. 30В табл. 1 предст,"влены исследования по выбору температуры водяного перегретого пара для достижения оптимальной температуры водопаровоздушной смеси.35Из табл. 1 следует, что для поддержания температуры водопаровоздушной смеси в пределах 150-170 С температура водяного перегретого пара дол жна быть 200-250 С, Оптимальное давление водяного перегретого пара определяется степенью увлажнения потока горячего воздуха. При достаточной степени увлажнения процесс выплавле ния легкоплавких моделей из форм происходит равномерно и стабильно, обеспечивая хорошее качество изготавливаемых Форм.В табл, 2 представлены результаты зависимости качества форм от давления водяного перегретого пара.Иэ табл. 2 следует, что давление водяного перегретого пара должно составлять 0,2-0,25 МПа и при этом обеспечивается надежная степень увлажнения потока горячего воздуха, а следовательно, достигается достаточно высокое качество изготавливаемых керамических форм,Конструкция устройства для осуществления способа увлажнения потокагорячего воздуха выполнена в видедополнительной герметичной емкости1, соедине .ной магистралью 2 с теплог,нератором 3 и зоной 4 выплавленияпроходной камеры 5. Магистраль 2 выпол:ена в ниде конического насадк, 6,жестко соединенного с трубопроводсм7, В стенках трубопровода 7 выполненыпроходные отверстия 8, а на наружнойповерхности трубопровода 7 установлендиффузор 9, внутренняя полость 10 которого соединена проходными отверстиями 8 с внутренней полостью 11 трубопровода 7. В нижней герметичной емкостивмонтирован входной патрубок12, а в верхней стенке установленпредохранительный клапан 13,Устройство работает следующим образом.На опорный стержень 14 в зоне загрузки проходной камеры 5 (не показано) устанавливьпот керамическую литейную форму 15 с легкоплавкой модельюи металлическим стояком в сборе (непоказано). Конвейр 1 б, установленный в проходной камере 5, перемещаеткерамическую форму 15 и в зону 4 выплавления проходной камеры 5,Из теплогенератора 3 по магистрали 2 в зону 4 выплавления подаетсяпаровоэдушная смесь, которая образуется во внутренней полости 11 трубоболровода 7. 1 ерметичная емкость 1предварительно заполняется водянымперегретым паром, Из внутренней полости 17 герметичной емкости 1 под воздействием избыточного давления перегретый пар гоступает во внутренню 1 ополость 10 диффуэора 9, откуда черезпроходные отверстия 8 устремляется взоны 18 разрежения, где перемешивается с горячим воздухом, образуя паровоздушную смесь, В зоне 4 выплавления паровоздушная смесь омываетстенки керамической формы 15, разогревая их, модельная масса постепеннорасплавляется и стекает в поддон.Одновременно форма 15 перемещаетсяконвейером 1 б в зону выгрузки проходной камеры 5 (не показано).Изобретение позволяет существенноснизить потери полезного тепла и снизить вероятность трещинообразованияв Форме,Таблица Температура водяного о,перегретого пара, СТемпература водопароо воздушной смеси, С Таблица 2 Давление водяногоперегретого пара, ИПа 0,18 0,2 0,22 0,25 0,3 Количество брака Формв расчете на 1 т годного литья 19 18 23 18 22 Е снижения брака формпо сравнению с прототипом (28 форм/1 тгодного литья) 32 35 18 35 20 Формула изобретения1. Способ выплавки модельного состава из керамических форм, включак щий воздействие горячего воздуха на стенки керамической формы с одновременной подачей водяного перегретого пара, о т л и ч а ю щ и й с я тем, что, с целью повышения качества изготавливаемых керамических Форм, увлажнение потока горячего воздуха осуществляют водяным перегретым паром с температурой 200-250"С и давлением 0,2-0,25 МПа непосредственно в магистрали для подачи горячего воздуха.2, Устройство для выплавки модельного состава из керамических Форм, содержащее проходную камеру с зоной 3257 6выплавления, цепной конвейер с опорными стержнями для установки керамических форм, теплогенератор с магистралью для получения и подачи горячего воздуха, о т л и ч а ю щ е е с ятем, что, с целью, повышения качестваизготавливаемых керамических Форм,оно снабжено герметичной емкостью, ,0 во внутреннюю полость которой вмонтирована магистраль, выполненная в видеконического насадка и трубопровода,причем конический насадок встроен втрубопровод, в боковых стенках кото Б рого выполнены проходные отверстия,при этом в трубопроводе установлендиффузор, сообщенный с внутренней полостью трубопровода. 180 200 225 250 270 130 150 160 170 190/5 венно-полиграфическое предприятие, г. Произв ул. Проектная,Редактор Т. Заказ 4470/1 Тирах 741 ИИПИ Государственн по делам изобрете 5, Москва, Ж, Р
СмотретьЗаявка
4193188, 12.02.1987
РОСТОВСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ ДЛЯ ЖИВОТНОВОДСТВА И КОРМОПРОИЗВОДСТВА
КУЗИН ИВАН АЛЕКСАНДРОВИЧ, СИНЮШИН ЮРИЙ СЕРГЕЕВИЧ, МАРТЫНЮК НИКОЛАЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B22C 7/02
Метки: выплавки, керамических, модельного, состава, форм
Опубликовано: 15.09.1988
Код ссылки
<a href="https://patents.su/5-1423257-sposob-vyplavki-modelnogo-sostava-iz-keramicheskikh-form-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ выплавки модельного состава из керамических форм и устройство для его осуществления</a>
Устройство для получения смеси краски и воздуха и нанесения ее на внутреннюю поверхность литейной формы

Номер патента: 1680436
Опубликовано: 30.09.1991
Автор: Ерыкалов
МПК: B22C 23/02
Метки: внутреннюю, воздуха, краски, литейной, нанесения, поверхность, смеси, формы
...совершали во внутренней полости 10 не менее полутора витков до выходаиз кольц вой щели, Угол а выбирают в каждом конкретном случае таким образом, чтобы два потока не смешивались дообразования дисперсной смеси, Опытнымпутем было установлено, что такая смесьполучается при совершенствовании потоком смеси половины витка спирали, Угола находится в обратной зависимости отдиаметра камеры смешивания, С увеличением диаметра камеры угол а уменьшается.Устройство работает следующим образом.Краска под давлением через штуцер 13нижней крышки 3 нагнетается во внутрен 5 10 15 20 25 30 35 нюю полость 4 коллектора 5, из которого по патрубкам 6 поступает в полость 10, где распыляется сжатым воздухом, поступающим по патрубкам 2. При этом образуются два...
Способ очистки паром внутренних поверхностей

Номер патента: 259082
Опубликовано: 01.01.1970
Авторы: Баженов, Иванец, Квашнин, Чмелев, Шмотьев
МПК: F28G 1/16
Метки: внутренних, паром, поверхностей
...них поверхностей тр системе подачи вод ных печей, При это трубопроводы от г них пара, м внутренапример,тку доме отключит подачи очистки пар убопроводов, ы на газоочи м необходимо зоочистки дл не требует ение эксплуатапрекращают по- в трубопроводы орядка 5 - 6 ати ударов, воздейа разрушенные щей водной проЦель изобретения - сокра цианных затрат.Это достигается тем, что дачу воды на газоочистку и подают пар под давлением для создания тидравлически ствующих на стенки труб отложения удаляют последу нин, И. П. Шмотьев, Н. И. Иванец, ф, А, Бажено и А, Н. Чмелев мывкой. Предложенный способопорожнения трубопроводов.Предмет изобретенияСпособ очистки паром внутренних поверхностей трубопроводов, например, в системе подачи воды на газоочистку...
Способ контроля формы и размеров литой зоны точечных сварных соединений

Номер патента: 396609
Опубликовано: 01.01.1973
МПК: G01N 25/72
Метки: зоны, литой, размеров, сварных, соединений, точечных, формы
...ЬТ должна оставаться постоянной для всех однотипных изделий). Величину этой разности ц момент времени регистрации выбирают исходя из толщины и материала изделия. При сохранении разности ХТ и момента времени регистрации постоянными имеется однозначная зависимость между регистрируемыми размерами цзотермы и размерами литой зоны точечного сварного соединения, Форма изотермы также соответствует форме литой зоны. Установив на основе эталонпрования зависимость между размерами изотермы ц размерами литой зоны, можно по зарегистрированным размерам цзотермы определять с помощью этой зависимости размеры литой зоны.В случае контроля нагретых поверхностей (например, сразу после сварки) изделие интенсивно охлаждают в области сварной точки ц в...
Способ удаления воздуха из мертвых зон замкнутых объемов системы охлаждения летательных аппаратов

Номер патента: 479353
Опубликовано: 27.12.2005
Авторы: Бурмистров, Гусляников, Хренов
МПК: B64D 13/06, F25B 43/04
Метки: аппаратов, воздуха, замкнутых, зон, летательных, мертвых, объемов, охлаждения, системы, удаления
Способ удаления воздуха из мертвых зон замкнутых объемов системы охлаждения летательных аппаратов путем вакуумной обработки жидкого теплоносителя при заправке им систем охлаждения, отличающийся тем, что, с целью обеспечения эффективного удаления воздуха из мертвых зон замкнутых объемов и повышения эксплуатационной надежности систем охлаждения, жидкий теплоноситель пропускают через вакуумированную среду и подают под давлением в предварительно неполностью заполненный теплоносителем замкнутый объем, а затем теплоноситель, насыщенный воздухом, опять подают в вакуумированную среду, причем давление в вакуумированной среде поддерживают близким к давлению кипения теплоносителя при окружающей...
Смесь для изготовления оболочковыхстержней и форм по горячей ochactke

Номер патента: 801957
Опубликовано: 07.02.1981
МПК: B22C 1/22
Метки: ochactke, горячей, оболочковыхстержней, смесь, форм
...кальция 0,5 0,5 0,5 0,5 0,3 0,6 0,06 0,06 0,06 0,06 0,06 0,05 0,15 Кварцевый песокК 02 А 95,44 95,94 95,64 95,44 95,14 96,35 92,45 ГидрохинонРезорцин 0,3 0,5 0,8 0,3 0,8 0,5 Таблица 2 Время отверждения смеси, мин0,5 1,0 1,5 2,0 3,0 4,0 Составы Р смесей по табл.1 2Прочность образцов при растяжении,кгс/см 7,8 10,5 16,2 18,9 13,7 16,4 16,5 5,7 5,2 5,4 14,5 6,5 6,0 8,5 12,2 18,9 19,2 19,7 6,8 12,1 18,0 25,9 23,6 7,4 13,4 19,8 28,5 26,3 6,0 8,3 . 11,9 17,4 18,8 12,5 15,5 32,1 46,3 45,7 23,0 27,1 19,3 48,2 УротропинГидрохинонОгнеупорный наполнитель Остальное.Гидрохинон, являясь производным бенэола и обладая гидроксильными группами, связанными ароматическим ,кольцом, проявляет высокую активность в реакциях электрофильного замещения,...
Предыдущий патент: Упрочняющее покрытие для литейных форм и стержней
Следующий патент: Модельная оснастка
Случайный патент: Машина для мойки стеклянных банок