Блок выплавляемых моделей для изготовления керамических форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 869934
Авторы: Каплуновский, Кревлев, Куликов, Слепнев, Юшкан

Текст
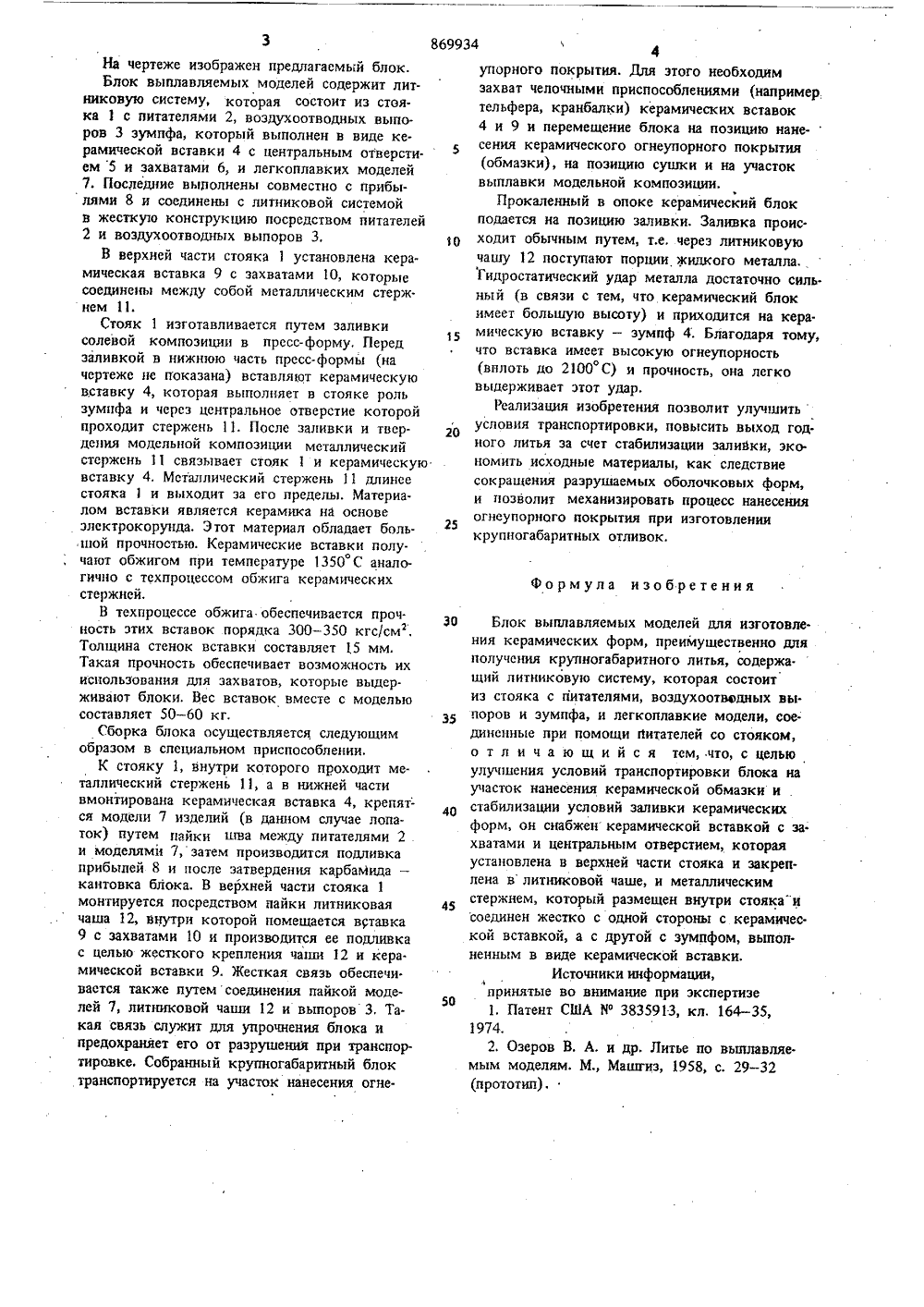
Союз Советск их Социалистических РесттубпикСВИДЕТЕЛЬСТВУ ВТОтэСК Дополнительное к.Опубликовано 07,10.81.Дата опубликования оп УД К 621,744. Каплуновский, Г. М, Слепнев, Н. И, Юшкан и В, А. Кревлев Всесоюзный проектно-технологический институт эн машиностроения 7) Заявитель ского ГОТОВЛЕНИЯ 4) БЛОК ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ КЕРАМИЧЕСКИХ ФОРМУ Изобретение относится к отрасли литейногопроизводства, в частности к производствукрупногабаритных отливок типа турбинных лопаток в керамических формах, получаемыхпо выплавляемым моделям.Известна конструкция блоков форм для из.готовления отливок методом литья по выплав.ляемым моделям, в которой литниковая система блока выплавляемых моделей являетсянесущей конструкцией, удерживающей на себемодели 111,В такой конструкции стояк совместнос зумпфом выполнен из огнеупорного матери.ала, что сокращает брак литья по разрушениюлитейного блока форм и керамическим эасорам,Однако не исключена возможность разрушения блоков при транспортировке из-за боль.шой хрупкости конструкции при увеличениигабаритов и из-за отсутствия захватов длятранспортировки.Наиболее близким к изобретению по технической сущности и достигаемому результату фявляется блок выплавляемых моделей для по.лучения керамических форм, содержащий люпиковую систему; которая состоит иэ стоякас питателями, воздухоотводных вьшоров изумпфа, и легкоплавкие модели, соединенныепри помощи питателей со стояком 21.Недостатком такого блока является разру 5шение зумпфа и, как следствие, самой формыдаром металла во время заполнения формы,Целью изобретения является улучшение условий транспортировки блока на участок нанесения керамической обмазки и стабилизации10условий заливки керамических Форм.Поставленная цель достигается тем, что известный блок выплавляемых моделей, содержащий литииковую систему, которая состоитиз стояка с питателями, воэдухоотводныхвыпоров и зумцфа, и легкоплавкие модели,соединенные при помощи питателей со стояком,снабжен керамической вставкой с захватамии центральным отверстием, ко;орая установлена в верхней части стояка и закреплена вр 0 литниковой чаше, и металлическим стержнем,который размещен внутри стояка и соединенжестко с одной стороны с керамической встав.кой, а с другой с зумпфом, выполненным в,виде керамической вставки,5 10 15 20 25 30 35 40 45 50 На чертеже изображен предлагаемый блок.Блок выплавляемых моделей содержит литниковую систему, которая состоит из стояка 1 с питателями 2, воздухоотводных выпоров 3 эумпфа, который выполнен в виде ке.рамической вставки 4 с центральным отверстием 5 и захватами 6, и легкоплавких моделей7, Последние выполнены совместно с прибылями 8 и соединены с литниковой системойв жесткую конструкцию посредством питателей2 и воздухоотводных выпоров 3.В верхней части стояка 1 установлена керамическая вставка 9 с захватами 10, которыесоединены между собой металлическим стержнем 11.Стояк 1 изготавливается путем заливкисолевой композиции в пресс-форму, Передзаливкой в нижнюю часть пресс-формы (начертеже не показана) вставляют керамическуювставку 4, которая выполняет в стояке рользумпфа и через центральное отверстие которойпроходит стержень 11. После заливки и твердения модельной композиции металлическийстержень 11 связывает стояк 1 и керамическуювставку 4. Металлический стержень 11 длинеестояка 1 и выходит за его пределы, Материалом вставки является керамика на основезлектрокорунда. Этот материал обладает боль.шой прочностью. Керамические вставки полу.чают обжигом при температуре 1350 С аналогично с техпроцессом обжига керамическихстержней,В техпроцессе обжига обеспечивается прочность этих вставок порядка 300 в 3 кгс/см,Толщина стенок вставки составляет 15 мм,Такая прочность обеспечивает возможность ихиспользования для захватов, которые выдер.живают блоки. Вес вставок вместе с модельюсоставляет 50 - 60 кг,Сборка блока осуществляется следующимобразом в специальном приспособлении,К стояку 1, внутри которого проходит ме.таллический стержень 11, а в нижней частивмонтирована керамическая вставка 4, крепятся модели 7 изделий (в данном случае лопаток) путем пайки шва между питателями 2и моделями 7,затем производится подливкаприбылей 8 и после затвердения карбамида -кантовка блока. В верхней части стояка 1монтируется посредством пайки литниковаячаша 12, внутри которой помещается вставка9 с захватами 10 и производится ее подливкас целью жесткого крепления чаши 12 и керамической вставки 9. Жесткая связь обеспечи.вается также путем соединения пайкой моделей 7, литниковой чаши 12 и выпоров 3, Такая связь служит для упрочнения блока ипредохраняет его от разрушения при транспортировке. Собранный крупногабаритный блоктранспортируется на участок нанесения огне. упорного покрытия. Для этого необходимзахват челочными приспособлениями (напримертельфера, кранбалки) керамических вставок4 и 9 и перемещение блока на позицию нане.сения керамического огнеупорного покрытия(обмазки), на позицию сушки и на участоквыплавки модельной композиции.Прокаленный в опоке керамический блокподается на позицию заливки. Заливка проис.ходит обычным путем, т.е. через литниковуючашу 12 поступают порции жидкого металла.,Гидростатический удар металла достаточно силь.ный (в связи с тем, что керамический блокимеет большую высоту) и приходится на кера.мическую вставку - зумпф 4. Благодаря тому,что вставка имеет высокую огнеупорность(вплоть до 2100 С) и прочность, она легковыдерживает этот удар,Реализация изобретения позволит улучшитьусловия транспортировки, повысить выход год.ного литья за счет стабилизации заливки, эко.номить исходные материалы, как следствиесокращения разрушаемых оболочковых форм,и позволит механизировать процесс нанесенияогнеупорного покрытия при изготовлениикрупногабаритных отливок. Формула изобретения Блок выплавляемых моделей для изготовления керамических форм, преимущественно дляполучения крупногабаритного литья, содержа.щий литниковую систему, которая состоитиз стояка с питателями, воэдухоотвфдных вы.норов и зумпфа, и легкоплавкие модели, соединенные при помощи питателей со стояком,о т л и ч а ю щ и й с я тем, что, с цельюулучшения условий транспортировки блока научасток нанесения керамической обмазки истабилизации условий заливки керамическихформ, он снабжен керамической вставкой с захватами и центральным отверстием, котораяустановлена в верхней части стояка и закреплена в литниковой чаше, и металлическимстержнем, который размещен внутри стояка"исоединен жестко с одной стороны с керамической вставкой, а с другой с зумпфом, выпол.пенным в виде керамической вставки.Источники информации,принятые во внимание при экспертизе1. Патент США Р 3835913, кл. 164 - 35,1974,2, Озеров В. А, и др. Литье по выплавляемым моделям, М., Машгиэ, 1958, с. 29 - 32869934 витель И. Кред Т. Маточк Корректор С. Щ дактор С. Титов Заказ 8717/16 нлнал ППП "Патент" жгород, ул. Проектная, 4 Тираж 872 ПВНИИПИ Государственного комитета СССРпо делам изобретений н открытий113035, Москва, Ж - 35, Раушская наб., д. 4/5
СмотретьЗаявка
2811882, 03.09.1979
ВСЕСОЮЗНЫЙ ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ
КАПЛУНОВСКИЙ ГЕНРИХ АБРАМОВИЧ, СЛЕПНЕВ ГЕОРГИЙ МАКСИМОВИЧ, КУЛИКОВ ЮРИЙ МИХАЙЛОВИЧ, ЮШКАН НИКОЛАЙ ИВАНОВИЧ, КРЕВЛЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B22C 7/02
Метки: блок, выплавляемых, керамических, моделей, форм
Опубликовано: 07.10.1981
Код ссылки
<a href="https://patents.su/3-869934-blok-vyplavlyaemykh-modelejj-dlya-izgotovleniya-keramicheskikh-form.html" target="_blank" rel="follow" title="База патентов СССР">Блок выплавляемых моделей для изготовления керамических форм</a>
Универсальный блок для быстросменных пакетов пресс-форм литья под давлением

Номер патента: 1792361
Опубликовано: 30.01.1993
Автор: Васильева
МПК: B22D 17/22
Метки: блок, быстросменных, давлением, литья, пакетов, пресс-форм, универсальный
...плиты толкателей, плиту разрез А-А на фиг,1; на фиг. 5 - разрез Б-Б крепления стержней, стойки с окнами, сег- на фиг. 2; на фиг, 6 - разрез В-В на фиг,З, йентные вставки с литниковой втулкой, ме- Универсальный блок содержит неподханизм крепления пакетов, состоящий из вижную крепежную плиту 1 с литниковой йластинчатых клиньев, эксцентриковых ку втулкой 2, неподвижную обойму 3, подвижлачков с зубчатыми колесами и приводной ную обойму 4, покладную плиту 5, плиту рейкой., выталкивателей 6 с прижимной плитой 7,Однако у этого блока недостаточная опорные брусья 8, подвижную крепежную универсальность и загруженность, так кэк, плиту 9, вкладыш неподвижной обоймы 10, невозможно варьирование пакетами пресс пакет из двух плиток толкателей 11,...
Устройство для вставки блока в переплетнуюкрышку

Номер патента: 200577
Опубликовано: 01.01.1967
Авторы: Вайсблай, Кузнецов, Смирнов, Царышв
МПК: B42C 1/10
Метки: блока, вставки, переплетнуюкрышку
...нож 8.Соединяют блок с переплетной крышкой и 20 формируют книги при помощи перемещаемойв вертикальной плоскости каретки 9 (см.фиг. 2), которая оснащена подпружиненными валиками 10, подпружиненными наклонными упорами 11 и 12, подвижными направляющи ми 13 для крыльев 14 вертикального транспортера (на чертеже не показан),Каретка 9 движется возвратно-поступательно при помощи кулачка 15 и системы рычагов 1 б, 17 и 18,Работает устройство следующим образом.Книжный блок 4 подается по направляющей планке 19 к роликам для центрирования блока по толщине и затем разделительным ножом раскрывается посередине. Далее раскрытый блок псремещается по направляющему ножу 20 к седлу машины, а затем при помощи очередного крыла 14 вертикального...
Модельный блок для изготовления керамических форм по выплавляемым моделям

Номер патента: 513784
Опубликовано: 15.05.1976
Автор: Миникес
МПК: B22C 7/02
Метки: блок, выплавляемым, керамических, модельный, моделям, форм
...крепление мо делей.Целью изобретения является обеспечениевозможности выполнения пцтателей с любым малым сечением. Это достигается тем, что блок снабжен стяжками, скрепляющими кол лектор с собранными на нем моделями с верхней цилиндрической частью литниковой чаши, минуя шлаковцк.На чертеже показан предлагаемый модельный блок.15 Модельный блок для изготовления керамической формы по выплавляемым моделям выполняют цз модельных масс на основе мочевцны. Блок включает литнцковую чашу 1, имеющую верхнюю цилцндрцческую и нижпою ко ническую части, шлаковцк 2 и пцтателц 3.Шлаковик крепится к конической части лцтниковой чаши ребрами 4. Модели 5, например турбинные лопатки, объединены общим коллектором 6. Крепление лцтццковой системы 25 и...
Состав для обсыпки блоков моделей с керамическим покрытием

Номер патента: 1196095
Опубликовано: 07.12.1985
Авторы: Бушуев, Бушуева, Тимофеев
МПК: B22C 1/00
Метки: блоков, керамическим, моделей, обсыпки, покрытием, состав
...окисляет остатки модельного состава, находящегося в порах формы. При этом температуру обжига снижают до 560 С, а время обжигаопри этой температуре сокращают до 1,5 ч.При заливке форм жидким металлом в разогревшейся форме при температуре свыше 700 С происходит соединение пероксида бария с кислородом окружающей среды. Происходящая реакция способствует уменьшению в отливках толщины обезуглероженного слоя. Температуру обжига 560 С вы-Таблица 1 Ингре- диенты Содержание ингредиентов, мас, , в составе 1 12 3 Кварце 35песок 85 87 90 Пероксидбария 15 13 10 96095 2бирают в связи с тем, что при более .высокой температуре (570 С) в кварцевых материалах происходят объемно-фазовые превращения, в результатекоторых в форме возникают...
Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям

Номер патента: 996064
Опубликовано: 15.02.1983
Авторы: Гребешков, Кузнецов, Овсянников
МПК: B22C 9/04
Метки: керамических, литейных, моделям, неразъемных, отливок, удаляемым, формах
...температуре 5 - 25 С, разрушение формы, очистка отливки в сосуде с водой с использованием тепла расплавленного металла (сопровождается бурлением в зоне отливки), извлечение отливки после выравнивания температур отливки и воды, отстаивание материала раз 5 1 О Оснастка для изготовления керамической формы (фиг. 2) содержит стакан 5; выталкиватель 6 с иглой , при этом стакан 5 предназначен для заполнения отверждаемой керамической массой 8 после установки в него модельного блока 1.20 Для удаления модели из формы путемее выплавления служит сушильный шкаф 9 (фиг. 4), в котором имеется поддон 10 для стекающей легкоплавкой композиции 11, подставка 12. Для прокаливания формы служит печь 13 (фиг. 5). Для заливки формы 5 расплавленным металлом...
Предыдущий патент: Противопригарное покрытие для литейных форм и стержней
Следующий патент: Способ изготовления литейных форм вакуумной формовкой
Случайный патент: Передний мост колесного крутосклонного трактора