Способ изготовления сварных кон-струкций из листового проката
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
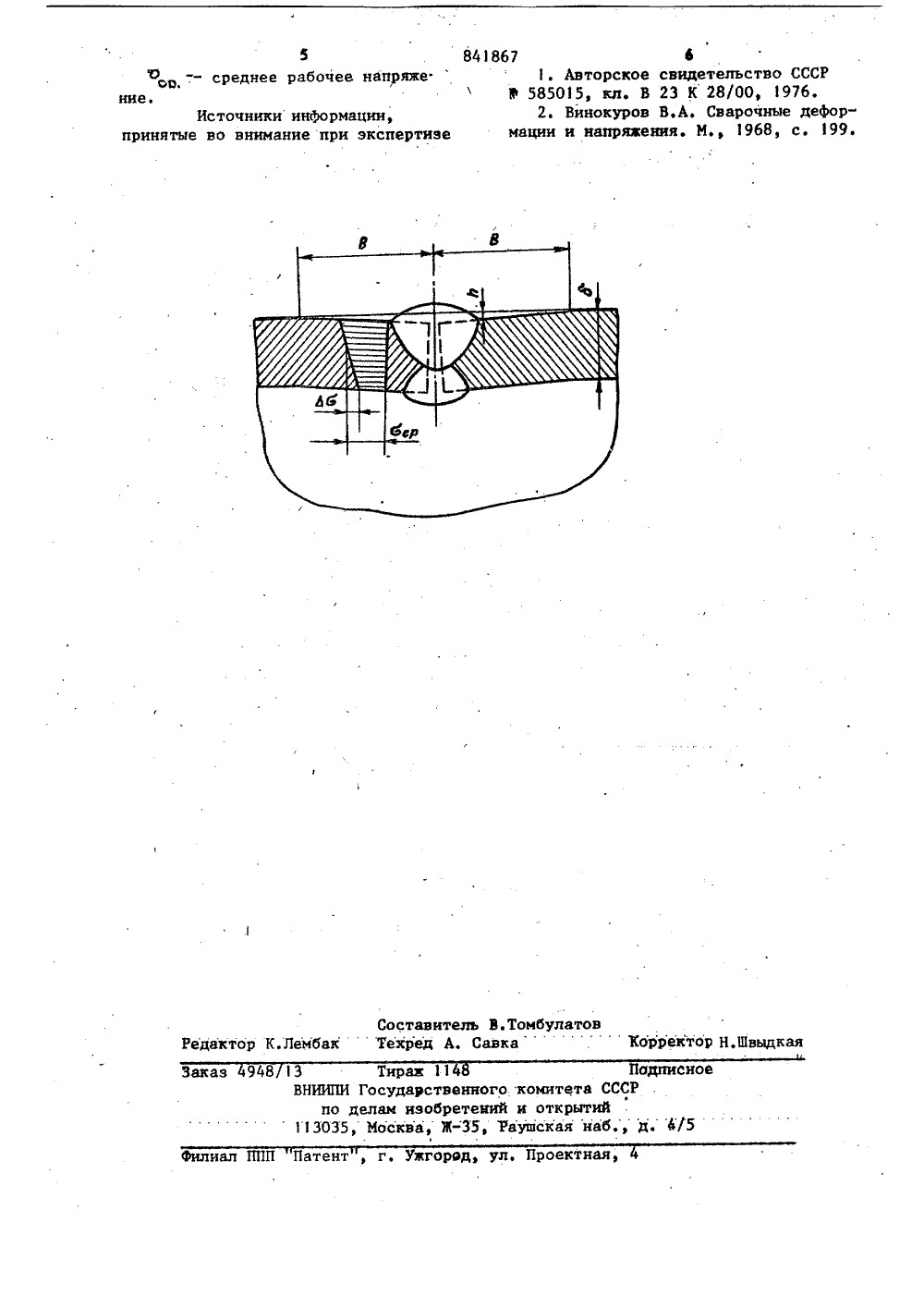
,Ф,Лукьянов и А,А.Сигаев аявите 4) СПОСОБ ИЗГОТОВЛЕНИЯ СВАР ИЗ ЛИСТОВОГО ПРОКАТ НСТРУКЦИЙ ыпо вом Изобретение относится к сварке, в частности к способам изготовления свар них конструкций из листового проката, и может быть применено в химическом машиностроении при производстве сосудов высокого давления и других отраслях промышленности.Известны способы сварки конструкций, при которых выполняют подготовку кромок к сварке путем специальной разделки, горячей обработки и другими методами 11.Однако данные способы не обеспечивают дифференциацию рабочих напряжений в случае разных условий работы наружного и внутреннего швов сварного соединения.Наиболее близким к предлагаемому является способ изготовления сварных конструкций из листового проката, при котором производят пластическое деформирование кромок путем изгиба иЬ лняют их сварку двусторонним Недостатком способа является то, что хотя он позволяет уменьшить остаточные свардчные деформации после сварки, но сохраняет равномерное распределение рабочих напряжений по всему сечению сварного соединения. В то же время в большинстве случаев прочность сварного соединения, например сосудов, работающих под давлением, определяется прочностью внутреннего шва, который, во-первых, находится, как правило, в более жестких условиях эксплуатации (непосредственный кон такт с коррозионноактивным продуктом хранения), во-вторых, может иметь меньшую технологическую прочность, например при малых диаметрах меньше бОО мм), когда выполнение внутреннего шва возможно только ручной сваркой и в труднодоступных условиях, в то время как выполнение наружного шва осуществляется автоматической сваркой под флюсом, обеспечивающей высокое качество шва. Рас3 8418чет прочности в этом случае производятпо шву с меньшей технологической прочностью, следствием чего является снижение эксплуатационных характеристиксварного соединения,5Цель изобретения - обеспечениеравнопрочности сварного шва по всему сечению в процессе эксплуатации.С этой целью кромки изгибаютв направлении внутреннего шва на ширине 10листового проката, равной (5-10) еготолщин, на величину 6, которую определяют иэ соотношенияр =(0,2-0,3) юи дЪЪР,где 8 - толщина листового проката 1ЬЪ - заданное снижение напряжений на поверхности вйу-"треннего шва;Ъ р - средйее рабочее напряжение,На чертеже представлено сварное20соединение, выполненное по предлагаемому способу.Пластическое деформирование путемизгиба кромок 1 листового проката в25направлении внутреннеГо шва приводитк появлению локального неравномерного напряженного состояния по сечению шва, что при нагружении сосудадавление в процессе эксплуатации приводит к появлению изгибающего момента, перераспределяющего напряжениепо толщине стенки пропорционально величине изгиба,Способ может быть осуществлен раз 35личными технологическими приемамив зависимости от технологии изготовления определенного вида сварнойконструкции, Например, при производстве спиральношовных труб сечением820 Ф 10 мм поступают следующим образом,Исходя из условий работы конструкциии технологической прочности внутреннего шва, задается величина дЬ требуемого снижения напряжений на поверхности внутреннего шва. Допустим, намнеобходимо, чтобы напряжения на поверхности внутреннего шва отсутствовали.Из формулы следует, что относительнаявеличина изгиба кромок Ъ/Ф =0,2-0,3,а абсолютная величина И=гмм (приО =1 мм). Для получения такой величины изгиба крайние формирующие ропикистанка для формовки спиральношовнойтрубы устанавливают на 2-3 мм вы 55ше остальных, при этом кромки листа,прох одя через формирующие ролики станка, принудительно деформируются.,внутрь 67 4трубы. Полученная деформация фиксируется в дальнейшем сваркой кромок.Для обеспечения оптимальной ширины В деформируемой зоны в пределахот 5 до 1 О толщин листа, полоса заправляется в стан таким образом, чтобы расстояние от ее кромки до крайнихформирующих роликов составляло 5-10толщин листа.Проводились испытания на цилиндрическую прочность нагружением давлением цилиндрических панелей со сварнымшвом, вырезанных из спиральношовнойтрубы сечением 820 х 10 мм из стали17 Г 2 СФ. Кромки стыкуемых листов имели величину изгиба от 0 до 3-х ммна базе 80 мм. Испытания показаличто предлагаемый способ повьппает циклическую прочность сварного соединенияв 2-4 раза,Кромки сварного соединения былиизогнуты в сторону шва с дефектамина величину Ъ(9 =0,2. Несмотря на присутствие недопустимых дефекторв, влияние,которых на прочность сварногосоединения было бы определяющим приобычной технологии сварки, разрушениепроизошло от линии сплавления противоположного шва, не имеющего дефектов,Использование предлагаемого способа позволяет получить высокую циклическую прочность сварных конструкций и следовательно, увеличить ихсрок эксплуатации.Формула изобретенияСпособ изготовления сварных кон" струкций из листового проката, при котором производят пластическое де-. формирование кромок путем изгиба и выполняют их сварку двусторонним швом, о т л и ч а ю щ и й с я тем, что, с целью равнопрочйости сварного шва по всему сечению в про- цессе. эксплуатации, кромки иэгибают в направлении внутреннего шва на ширийе листового проката, равной (510) его толщин, на величину 1 которую определяют из соотношения-(о,г-о,з) .фффффгде У - толщина листового проката;ЬЬ - заданное снижение напряженийна поверхности внутреннегошва;Составитель В.ТомбулатовТехред А. СавкаХорректор Н.Швыдкая дахтор К.Лемб Э Тираж 11 ПодписноВНИИПИ Государственного комитета СССРпо делам иэобретеыий и открытий113035, Москва, Ж"35, Раушскаянаб д. И 5 Заказ 948ал ППП Патент , г. Ужгород, ул. Проектная,5 Ооо -. - среднее рабочее напряже. ние. Источники информации,принятые во внимание при экспертиэе841867 бАвторское свидетельство СССР У 585015, кл. В 23 К 28/00, 976. 2. Винокуров В,А. Сварочные дефор" мации и напряжения. М., 1968, с. 199.
СмотретьЗаявка
2806115, 02.08.1979
ПРЕДПРИЯТИЕ ПЯ В-8772
ЛУКЬЯНОВ ВИТАЛИЙ ФЕДОРОВИЧ, СИГАЕВ АНАТОЛИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B23K 28/00
Метки: кон-струкций, листового, проката, сварных
Опубликовано: 30.06.1981
Код ссылки
<a href="https://patents.su/3-841867-sposob-izgotovleniya-svarnykh-kon-strukcijj-iz-listovogo-prokata.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления сварных кон-струкций из листового проката</a>
Способ подготовки листового проката под сварку

Номер патента: 585015
Опубликовано: 25.12.1977
Авторы: Богачек, Кузнецов, Мандельберг, Машинсон, Медведев, Новикова, Райчук, Семенов, Янковский
МПК: B23K 28/00
Метки: листового, подготовки, проката, сварку
...кромок, должна быть больше ширины эоны раслолагаемого на этой кромке сварного шва. Лля проката толщиной 5-20 мм ширина шва обычно не превышает 50 мм. Следовательно, в этом случае ширина обработанной зоны может быть принята равной 50 им. Превышение ширины обработанной зоны экономически не целесообразно и может быть допущено только исходя из условий точности прокатного оборудования585015 Формула изобретения О Составитель Л,НазароваТехред А.Богдан Корректор Л.Небола Редактор Г.Котельский Заказ 5072/50 Тираж 1207 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5Филиал ППП Патент, г.ужгород, ул.Проектная, 4 Если для сварной конструкции применяют...
Устройство для охлаждения листового проката

Номер патента: 1497235
Опубликовано: 30.07.1989
Авторы: Дмитриев, Дубиня, Казаков, Максимов, Подгайский, Хвостиков
МПК: C21D 1/02
Метки: листового, охлаждения, проката
...проката. Цель изобретения - расширение технологических возможностейрегулирования процесса охлаждения поширине места. Устройство выполненов виде цилиндрического корпуса с отверстиями и подвижным запорным органом в виде соосной с корпусом трубыс продольной прорезью. Эта прорезьвыполнена криволинейной с радиусомкривизны, определяемым по Формуле.Устройство обеспечивает более гибкоеи оперативное регулирование процесса охлаждения 1 ил.3 14972352 в корпусе 1 от его середины к концам, а при повороте в обратную сторону перекрываются отверстия от концов корпуса к его середине. Таким образом обеспечивается воэможность регулирования интенсивности охлаждения по ширине листа 4 в широких пределах. Интенсивность охлаждения может быть увеличена...
Способ получения листового проката

Номер патента: 1526855
Опубликовано: 07.12.1989
Авторы: Лариков, Песин, Салганик, Чеботов
...порзце ичеет чсс гс неравномерная попер сидя лефорчзция: оолее обжичаечый ср лний уцыстк полуцдет большее уширеиие, чем крдйние, что обеспечивает выравнивдние иытяжек, ы слеловательно, снижение кирс 6 встости. 111 ирины кыжлого локального счдгы леформыции составляет 30)о его ,пиныПример 2. Прокдтывдк)г два образца из дг)клсиния шириной 50 мч, толниной 1, мм и ллинс)Й 50 лл Ооразсц 1 - контрольный, с прячоугольиыч поперечным сечением; образец 2 с)пьстныс, с 8-пролольнычи канавками глубиной 0,5 чм, полученными в примере 1 срелстывзми. Оба образа прок;гывыют в валках с гладкой бочкой, которые специально установлены непараллельно;сруг лругх тык, цто обжатие на левой крочкс составляет 0,6 мч. а на правой 0,55 мч К)нтрс)льный образец имест...
Способ охлаждения горячекатаного листового проката

Номер патента: 1761329
Опубликовано: 15.09.1992
Авторы: Девятко, Ивашин, Тригуб
МПК: B21B 45/02, C21D 1/02
Метки: горячекатаного, листового, охлаждения, проката
...согласно приведенному графику (фиг.1) минимальный зазор между плоскими струями по ширине полосы устанавливают"на расстоянии 150-200 мм от кромок и за" тем увеличивают с учетом изменения температуры к центру полосы. Ширину плоской струи устанавливают в обратной зависимости - у кромок полосы ши" рину струи устанавливают максимальную и в зависимости от изменения температуры уменьшают к центру полосы. То есть, поставленная цель достигается за счет монотонного уменьшения соотношения площадей соприкосновения с полосой (от ее центра к кромкам) охладителя с большей интенсивностью охлаждения Б воды к площади соприкосновения с полосой охладителя с меньшей интенсивностью охлаждения Я воздуха. Для условий заявки (фиг.2);Я воды в центре полосы- Ь 150...
Устройство для охлаждения листового проката на рольганге

Номер патента: 1770393
Опубликовано: 23.10.1992
Авторы: Гуров, Ем, Нагний, Налча, Пефтиев, Пикула, Савенков, Спиваков, Тесля, Тодуров, Шебаниц
МПК: B21B 45/02, C21D 1/62
Метки: листового, охлаждения, проката, рольганге
...возвратившейся воды участвует в непрерывной циркуляции, другая - равная общему расходу воды на устройство через кромки ванны переливается и подрольганговый канал. По расходу воды предлагаемое устройство, как и известное работает в стационарном режиме.В предложенном устройстве сопло подачи воды состоит из ряда круглых отверстий, расположенных вдоль образующей коллектора, в отличие от прототипа, в котором сопло выполнено в виде щели, Как показывают расчеты для любой конкретной ширины щели и соответствующих ширине щели диаметрах отверстий, предложенное 5 10 15 20 25 30 35 40 решение даже при расположении отверстий вдоль образующей вплотную друг к другу позволяет уменьшить суммарную площадь сопла не менее чем в 1,24 раза. При...
Предыдущий патент: Устройство для регулированиявеличины деформации проводника присварке
Следующий патент: Способ обработки сварных соединений
Случайный патент: Способ получения n(бета-оксиэтил)-пирролидина