Способ изготовления оболочковых литейных форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
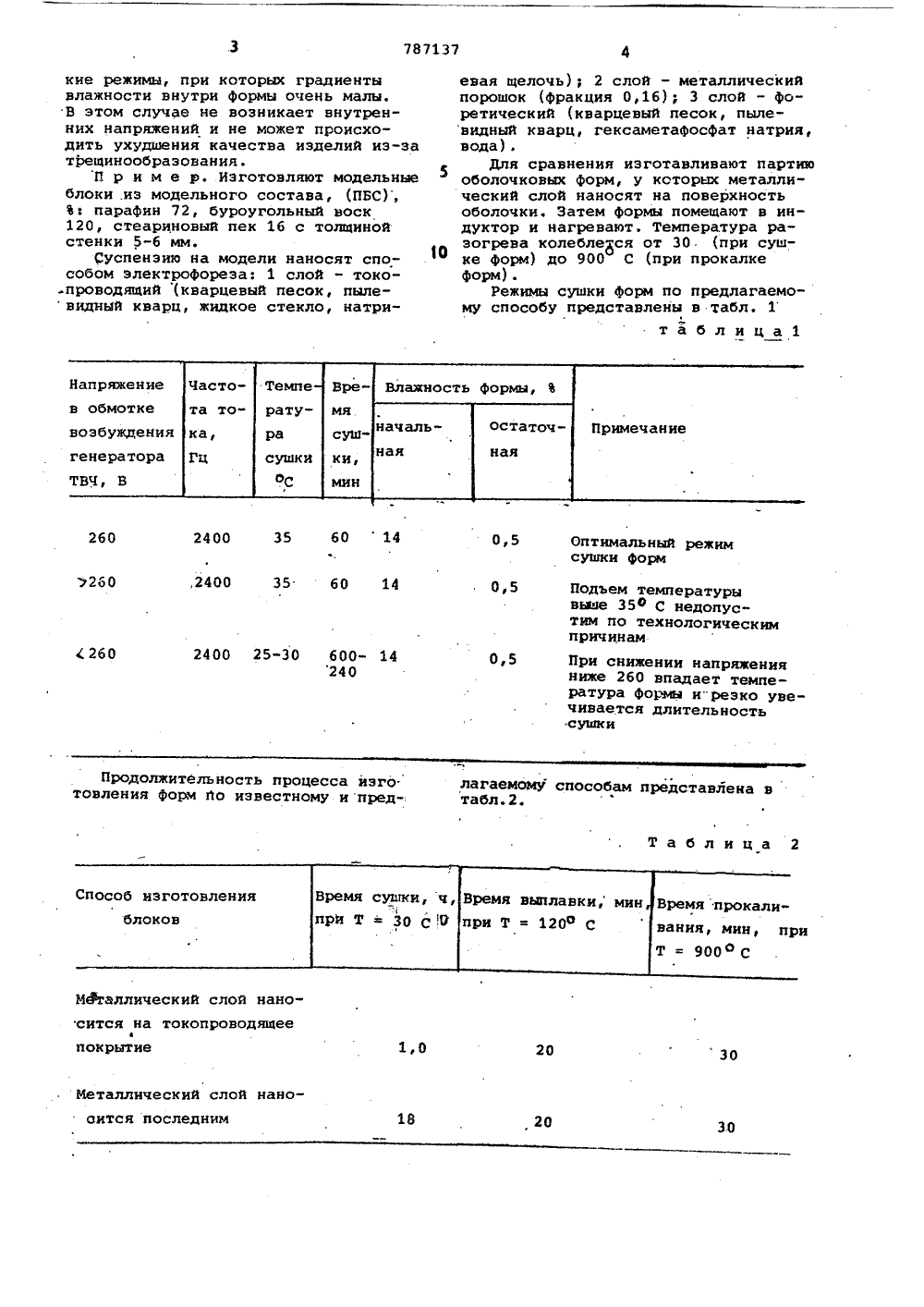
Свез Советскнк Социалистический Республик(ЩЗалвлено 04.07.78 (21) 2658790/22-02с присоединением заявки Ио(23) Прноритет -Опубликовано 151280, Бюллетень Ио 46Дата опубликования описания 15.12. 80 В 22 С 9/04 Госуаарствеииый иоиитет СССР ио аман июбретеиий и открьпиа(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРИ ПО ВЫПЛАВЛЯЕИЫИ МОДЕЛЯМ Изобретение относится к литейному производству, в частности к способам изготовления литейных Форм по выплавляемым моделям.Известны способы изготовления обо лочковых литейных Форм по выплавляемым моделям путем послойного нанесения оболочки на модель 11 или . электрофоретическим способом 2 .В известных способах длительность 1 О процесса, включая Формирование оболочки, выплавление моделей и прокаливание Форм, составляет 5-30 ч.Известен способ изготовления оболочковых форм по выплавляемым моде лям, при реализации которого для сокращения длительности процесса, выплавление моделей и обжиг Форм производят в индукционном поле, для чего на поверхность готовой формы 29 наносят металлический слой 31.Однако сушку оболочки при нанесении ее на модель, в известном способе, производят обычным способом " на воздухе. 2Наиболее близким по техничеокой сущности к предлагаемому изобретению является способ изготовления оболочковых литейных Форм пс выплавляемым моделям, включающий нанесе ние на модель первого керамического слоя оболочки и присыпку его металлическим порошком, последующее нанесение остальных керамических слоев оболочки, сушку каждого слон, выплавление .моделей и обжиг формы.Первый слой оболочки присыпают металлическим порошком в сочетании с металлическим наполнителем суспенэии для повыаения тепловых свойств Формы Я.Однако Формирование оболочки и ее сушку производят обычным способом послойного нанесения и отверждения с длительным циклом.Целью изобретения является сокращение длительности процесса.Указанная цель достигается тем, что сушку каждого слоя производят при индукционном нагреве.Когда металлический слой находится на внутренней поверхности формы, разогрев этого слоя индукционным полем приводит к интевснвному переносу влаги иэ периферии формы к ее пбверхности и дальнеишему испарению. Температуру материала формы можно регулировать в широких пределах независимо от температуры окружающей среды, что позволяет подобрать та,20 30 кие режимы, при которых градиенты влажности внутри формы очень малы. В этом случае не возникает внутренних напряжений и не может происходить ухудшения качества иэделий из-за трещинообразования.П р и м е р, Изготовляют модельные блоки .из модельного состава, (ПБС), Ъ парафин 72, буроугольный воск 120, стеариновый пек 16 с толщиной стенки 5-6 мм.Суспензию на модели наносят способом злектрофореза: 1 слой - токо- .проводящий (кварцевый песок, пыле внцный кварц, жидкое стекло, натри 2400 25-30 600- 14240 Продолжительность процесса изго.товления Форм по известному и предМеталлический слой наносится на токопроводящеепокрытие Металлический слой наносится последним евая щелочь); 2 слой - металлическийпорошок (фракция 0,16); 3 слой - форетический (кварцевый песок, пылевидный кварц, гексаметафосфат натрия,вода).Для сравнения изготавливают партиюоболочковых Форм, у которых металлический слой наносят на поверхностьоболочки, Затем формы помещают в индуктор и нагревают. Температура разогрева колеблешься от 30. (при суш-ке форм) до 900 С (при прокалкеФорм).Режимы сушки Форм по предлагаемому способу представлены в табл, 1т а б л и ц а 1 Подъем температуры вьые 35 О С недопустим по технологическим причинам При снижении напряженияниже 260 впадает температура форми и"резко увечивается длительностьсушкилагаемому способам представлена втабл.2.Формула изобретения Составитель О. Булетов РедакторМ.ЫедолуженкоТехред Ж.Кастелевич Корректор Е, ПаппЗаказ 8230/9 Тираж 889 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП фПатеатф, г. Ужгород, ул. Проектная, 4 Для теплостойких модельных составов температура может быть значительно повышена, следовательно, сокращЬ- но время сушки. Бремя прокаливания форм зависит от термостойкости Форм. Время прокаливания форм зависит от термостойкости Форм.Из.табл.2 видно, что нанес ние металлического слоя на токопроводящее покрытие существенно ускоряет процесс сушки.Предлагаемый способ позволяет значительно сократить продолжительность технологического процесса как при изготовлении многослойных, так и электрофоретическмх оболочек. Способ изготовления оболочковых литейных ФОрм по выплавляемы 4 моделям,включающий нанесение на модель первого керамического слоя оболочки и присыпку его металлическим порошком, последующее нанесение остальных керамических слоев оболочки,сушку каждого слоя, выплавлениемоделей и обжиг формы, о т л и ч аю щ и %с я тем, что, с целью сокращения длительности процесса, сушкукаждого слоя производят при индукционном нагреве.Источники информации,принятые во внимание при экспертизе1. Литье пс выплавляемым моделям,Под ред. Нкленника Я.И. и Озерова В, АМ., "Яавиностроение", с. 231 "250,1971.2, Пепенко В. Д. и др. Изготовление Форм для литья по выплавляемыммоделям с использованием электрокинетических явлений, Сб. Перспективыразвития производства литья по выплавляемым моделям. М 1975, с.114117.3. Авторское свидетельство СССРР 157764, кл. В 22 С 9/04, 1961.4. Авторское свидетельство СССРУ 282609, кл. В 22 С 9/04, 1971
СмотретьЗаявка
2658790, 04.07.1978
ПРЕДПРИЯТИЕ ПЯ Р-6500
БУШУЕВ АНАТОЛИЙ НИКОЛАЕВИЧ, ГАРБЕР ИЛЬЯ МАТВЕЕВИЧ, БУШУЕВА ЛЮДМИЛА НИКОЛАЕВНА
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, литейных, моделям, оболочковых, форм
Опубликовано: 15.12.1980
Код ссылки
<a href="https://patents.su/3-787137-sposob-izgotovleniya-obolochkovykh-litejjnykh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления оболочковых литейных форм по выплавляемым моделям</a>
Обсыпочный материал для керамических форм-оболочек по выплавляемым моделям

Номер патента: 1419788
Опубликовано: 30.08.1988
Авторы: Перевозкин, Ривина, Синюшин, Славгородский, Талпа
МПК: B22C 1/00
Метки: выплавляемым, керамических, материал, моделям, обсыпочный, форм-оболочек
...собой продукт термического разложения хромата магния, гидроксида алюминия, окиси железа,Общая Формула 2 МпСгОд МпА 10М 9 Ге 0 или в виде основ нных оксидов: 2 М 90 2 СгпО М 90 А 10 З, МпОГе 0 .Синтетический хромппицелид в количестве 7 мас.7 смешивали с подготовленным термолитом в количестве93 мас,7. Приготовленную смесь использовали в качестве обсыпочногоВ табл. представлены составыобсыпочного материала,ТаблицаСодержание ингредиентов в образцах,мас.7 Компоненты состава2 ) 3 Термолит 95 90 Синтетическийхромппинелид 10 гии и подвергали испытаниям.Р табл,2 представлены результаты испытаний,Таблица 2 Свойства Показатели свойствсоставов образцов 1 1 2 3 Предел прочности при статическом изгибе при900 С, МПа 3,2 3,8 3,5...
Способ определения состояния и форм связи влаги в тонких слоях дисперсных материалов

Номер патента: 198036
Опубликовано: 01.01.1967
Авторы: Агрофизический, Лискер, Орехова
МПК: G01N 27/02, G01N 33/24
Метки: влаги, дисперсных, связи, слоях, состояния, тонких, форм
...константами почвы, При этом для построения термограммы сушки производят непрерывное взвешивание и определение температуры образца и окружающей среды. Это требует значительных затрат времени и сложной аппаратуры,Предлагаемый способ, с целью повышения точности измерений, осуществляет контроль за влажностью почвы в процессе сушки путем непрерывного измерения электрического сопротизления почвы, которое быстро реагирует на всякое изменение влагосодержания.Сущность описываемого способа заключается с следующем,Образец исследуемой почвы произвольной влажности в виде тонкого слоя помещают между двумя электродами. Один из электродов представляет собой тонкую металлическую чашку, другой - тонкое металлическое кольцо, О состоянии и формах...
Суспензия для изготовления литейных многослойных оболочковых форм

Номер патента: 1036428
Опубликовано: 23.08.1983
Авторы: Антипенко, Клемчук, Конотопов, Кулагина, Лунева, Семененко, Черкасова
МПК: B22C 1/16
Метки: литейных, многослойных, оболочковых, суспензия, форм
...ингредиентов, мас.4:Огнеупорныйнаполнитель 210-470Этилсиликат 22 -55,75Спирт 74,3-29,53Соляная кислота 0,1-0,24Поливинил"бутираль 0,08-1 95Вода 3,7-12,52Введение поливинилбутираля в сос" тав суспензии способствует повышению прочности и газопроницаемости оболочки, а также повышению седиментационной устойчивости и кроющей способнос" ти суспензииЦОднако известное техническое решение имеет следующие недостатки: из-за низкого содержания соляной кислоты и ее расхода на нейтрализацию примесей огнеупорного наполнителя 1 например, пылевидного кварца) понижается стабильность кислотности суспензии от длительности ее использования, в результате набухания поливинилбутираля в водно-спиртовом растворе гидролизованного этилсиликата увеличивается...
Способ сушки оболочковых форм

Номер патента: 1445848
Опубликовано: 23.12.1988
Авторы: Вайнахт, Гелсциннус, Хоффман
Метки: оболочковых, сушки, форм
...уменьшенной скоростьюдостигается улучшение качества первого слоя покрытия, Это выражается вобразовании равномерно толстого алояи на выступающих концах ч углах моделей, в уменьшении образования и склонности к отслоению первого слоя покрытия при сложных формах моделей и вуменьшении склонности к обдуву обсыпочного материала с первого слоя.улучшенное качество первого слояпокрытия ведет к улучшению качестваОТЛИВОК аПервый слой керамического покрытия сушат по одноступенчатому режиму.Температура сушки, С 28 28Относительная Влажность обдуваемоговоздуха, % 45 45Средняя скоростьпотока воздуха, м/с 1,5 3,5Время сушки, мин:при прямом потокевоздуха и одновременном вращениикерамическойформы 27,5 13,5при расположениикерамических формна неболыпом...
Способ футеровки центробежной формы центробежная форма

Номер патента: 501829
Опубликовано: 05.02.1976
МПК: B22D 13/00
Метки: форма, формы, футеровки, центробежная, центробежной
...в торцах корпуса формы и закрепляются герметично.10 Продольные вставки 3 монтируются такимобразом, чтобы они находились поблизости с рабочей поверхностью изложницы пли контактировали с ней. После соответствующей подготовки приводят форму во врашение и про изводят нанесение футеровки 4 в жидкомвиде. Продольные вставки 3 (фиг, 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью изложницы 1, при этом оольшей частью вставки 3 находятся в 20 контакте с футеровкой 4 и одновременносвоими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.25 В результате этого в центробежной формеобразуется система вентиляционных каналов 5, размеры и формы...
Предыдущий патент: Смесь для изготовления стержней для литья под давлением деталей из стали и высокотемпературных сплавов
Следующий патент: Разливочный стенд установки непрерывной разливки металла
Случайный патент: Способ определения вл. 4жностй жидкого материала в потоке