Способ направления рабочего инструмента по стыку
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
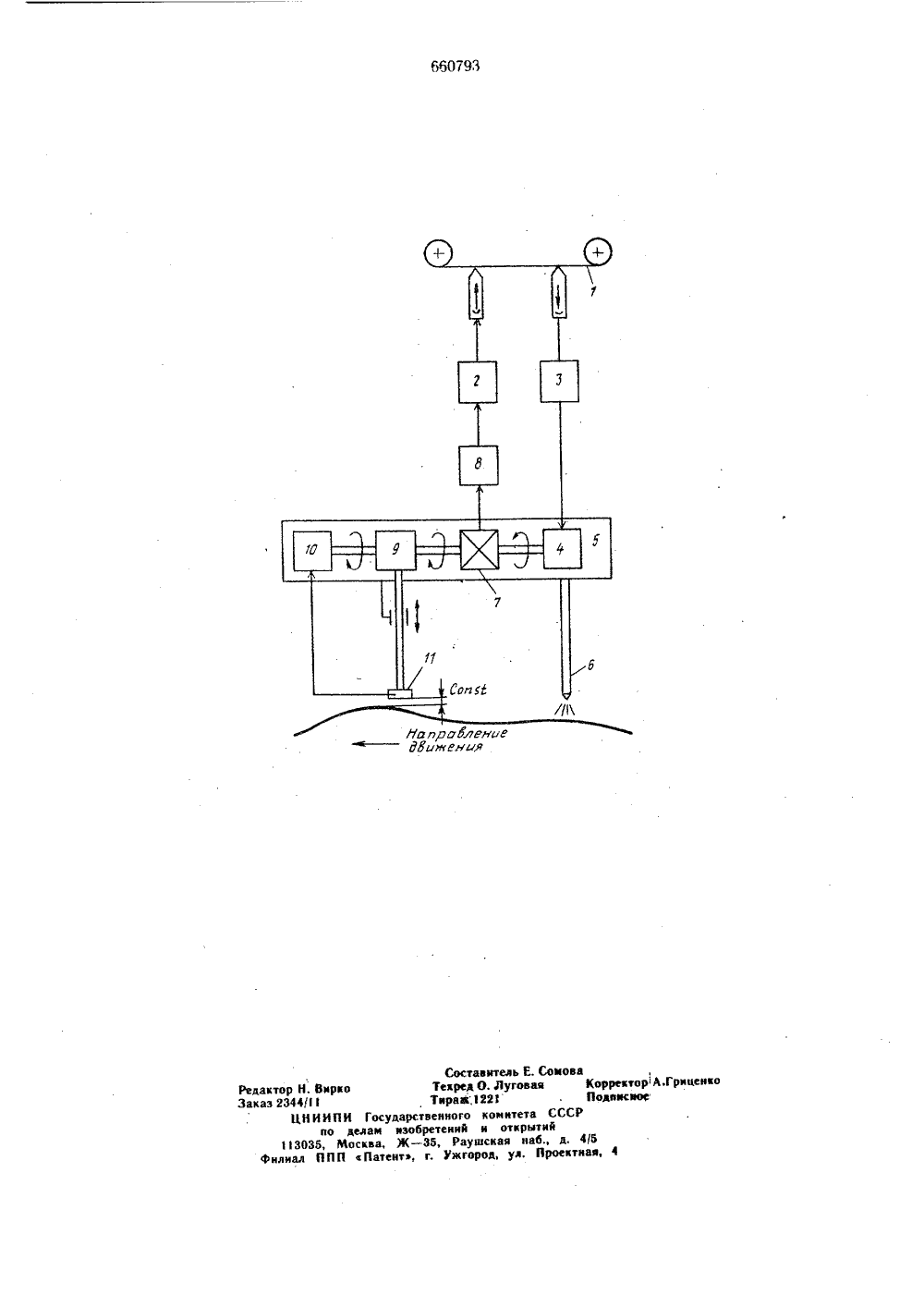
Союз СоветскмкСоциалистнческииРеспублик ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(23) Приоритет 23 К 9/10 врствеииььй ввмит СССР тень М 3.05.79едал изобретенийи еткрытий Опубликовано 0 Дата опубликов ия описания Авторы зобретеция;ергацкий и Г. А.ьЛинкин автоматиьевьимеььи ХЮ съезда КПСорлеца Трудового Красного Знамеьпктросваркц имени Е. О. Патона иевекий ицстцтут Ордена Леььиььа иинститут эл 71) Заявител(54) СПОСОБ НАПРИЗЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА ПО СТЫКУется тем, что ция рабочего Предлагаемое изобретение относится к области следящего перемешения рабочего инструмента по криволинейной траектории и может быть использовано для перемещения сварочной головки по линии сварного соединения, например, с помощью промышленного робота.Известен способ направления рабочего инструмента по стыку, при котором с помощью датчика, механически связанного с рабочим инструментом, определяют положение точки копирования и формируют сигнал на коррекцию положения рабочего инструмента е учетом времени его запаздывания относительно точки измерения 11.Недостаток известного способа закльочается в необходимости примецсния направляющих, грубо повторяющих форму стыка, что снижает технологические возможности устройств, реализующих известный способ.Целью изобретения является исключение нанравляюших при сварке криволинецных швов с помощью устройств, использующих датчик стыка, механически связанный с рабочим инструментом.Поставленная цель достигасигнал на коррекцию перемеше инструмента формируют в соответствии с величиной взаимного перемещения рабочего инструмента ц датчика стыка.При движении рабочего инструмента с расположенным впереди него датчиком вдоль заданной лицин сварного соединения осуьцествляьот соответствующее перемещение датчика относительно рабочего инструмента, если имеет место текущее отклонение указанной линии от датчика. Это перемещение производят по сигналу датчика, регистри- рующего отклонение. Тем самым осуществля,ют независимое от положения рабочего инструмента поддержание заданного положения датчика относительно точки копирования. Результат перемещения датчика относительно рабочего инструмента измеряют, а полученный для отработки рабочим инструментом сигнал задерживают до его подхода к измеряемой точке.Поскольку отработка рабочим инструментом полученного сигнала приводит, в свою очередь, к смеьцению механически связанного с ним датчика, то последний, сохраняя свое заданное положение относительно последующих точек линии, осуществляет новое перемещение относительно рабочего инструмента, вызванное его перемещением. Г 1 оэто. му для компенсации возмущения в положе+, нии датчика, вызванного сигналом отработ ки, указанный сигнал формируют по резуль. тату взаимного перемещения рабочего инструмента и датчика относительно друг друга. Для этого производят алгебраическое сложение перемещений рабочего инструмента и датчика относительно друг друга, результат которого и подают на задержку исполнения.Реализация способа может быть осуществлена двумя путями: с помощью электронного сумматора или с помощью механического сумматора.В первом случае алгебраическое сложение сигнала, получаемого при измерении величины перемещения датчика относительно рабочего инструмента, и сигнала, поступаюгцего на отработку, например, из канала воспроизведения блока задержки, производят в сумматоре, один вход которого подключен к измерителю положения датчика относительно рабочего инструмента, а другой - к выходу канала воспроизведения, соединенному также с механизмом отработки, а выход подключен к каналу записи блока задержки. Очевидно, что время задержки синхронизируется со скоростью перемещения сварочной головки вдоль линии сварного соединения, 25Алгебраическое сложение взаимных перемещений рабочего инструмента датчика с помощью механического сумматора реализуется при исполнзовании дифференциала, зо входные валы которого соединены с выходами привода рабочего инструмента датчика.На чертеже показано устройство, реализующее предложенный способеОно содержит блок задержки 1 с кана- . лами записи 2 и считывания 3. Канал счи- з 5 тывания соединен с исполнительным приво- дом 4 механизма перемещениями, на котором расположен рабочий инструмент 6. Исполнительный привод 4 связан со входом дифференциала 7, выход которого через измеритель положения 8 соединен с каналом запи 40 си 2, а второй вход через преобразователь перемещения 9 связан с дополнительным приводом 10, Датчик стыка 11 механически связан с преобРазователем перемещения 9 и электрически с дополнительным приводом 10. езУстройство работает следующим образом.При движении датчика стыка 11 вдоль линии сварного соединения отклонение указанной линии от заданного значения вызывает появление сигнала на входе.допол- фф нительного следящего привода 10, который, перемещая датчик 11 через преобразователь перемещения 9, компенсирует сигнал откло. нения и поддерживает постоянным заданное положение датчика 11 относительно точки ; копирования. Одновременно сигнал отклонения линии стыка через. дифференциал 7, измеритель положения 8 и канал записи 2 4поступает в блок зад.ржки . Через время, равное времени запаздывания перемещения рабочего инструмента 6 относительно измеряемой точки копирования, записанный сигнал отклонения через канал считывания 3 отрабатывается исполнительным приводом 4 механизма перемещения 5. Г 1 ри этом траектория перемещения рабочего инструмента 6 воспроизводит форму записанного отклонения. Во время отработки отклонения механизм перемещения 5, перемещая рабочий инструмент 6, на ту же величину перемещает и датчик 11, т.е. отработка сигнала отклонения приводит, в свою очередь, к обратному воздействию через время запаздывания результата измерения на положение датчика 11, Однако дополнительный привод 10 снова будет компенсировать смещение датчика1, вызванное сигналом отработки. На входах дифференциала 7 во время отработки записанного возмущения действуют два одинаковых возмущения: поворот одного вала, вызванный сигналом отработки, и поворот другого вала, вызванный компенсирующим действием дополнительного привода. В результате вычитания указанных воздействий в канал записи 2 не поступает сигнал отработки.Таким образом, осуществляется следящее копиоование текущих положений датчика. Последний поддерживает свое заданное положение отщиительно точки копирования с помощью своей автономной системы слежения, выходом которой регулируется положение датчика и соответствующее ему положение вала, соединенного с одним из входов дифференциала,Реализация способа позволяет перемещать сварочный аппарат по произвольной траектории без направляющих, т, е. осуществлять самокопирование,Формула изобретенияСпособ направления рабочего инструмента по стыку, при котором с помощью датчика механически связанного с рабочим инструментом, определяют положение точки копирования и формируют сигнал на коррекцию положения рабочего инструмента с учетом времени его запаздывания относительно точки измерения, отличающийся тем, что, с целью исключения направляющих при сварке, сигнал на коррекцию перемещения рабочего инструмента формируют в соответствии с величиной взаимного перемещения рабочего инструмента и датчика стыка.Источники информации, принятые во внимание при экспертизе1. СборникфАртоматизация, механизация и технология процессов сварки под ред. Николаева Г. А, М., Машиностроение, 1966 с, 25.рко ИПИ Госу о дедам Москва,ПП кПате1130 лиал Составитель Е Текред О. Лугов Тнракк;1221 дарственного комитета изобретений н откры Ж - Зб, Раушская на нт, г, Ужгород, ул, Сомовая КорректорА,ГрищенкоПодннсноеСССРтнйб., д. 43Проектная, 4
СмотретьЗаявка
2455807, 23.02.1977
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС, ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА АН УКРАИНСКОЙ ССР
СЕРГАЦКИЙ ГЕОРГИЙ ИВАНОВИЧ, ЛИНКИН ГЕННАДИЙ АНДРЕЕВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: инструмента, направления, рабочего, стыку
Опубликовано: 05.05.1979
Код ссылки
<a href="https://patents.su/3-660793-sposob-napravleniya-rabochego-instrumenta-po-styku.html" target="_blank" rel="follow" title="База патентов СССР">Способ направления рабочего инструмента по стыку</a>
Устройство автоматического управления положением рабочего инструмента в электроимпульсных установках

Номер патента: 1699012
Опубликовано: 15.12.1991
МПК: H04N 7/18
Метки: инструмента, положением, рабочего, установках, электроимпульсных
...сгнал в момент их совпадения. Поскольку электровзрывные патроны 16, установленные в трубе 15 трубной решетки 14, изготовлены из белого полиэтилена, то пороговый блок 7, на выход которого поступает видеосигнал с телекамеры 2, формируетна своем выходе сигнал в момент, когда электронный луч в телекамере 2 считывает изображение электровзрывного патрона 16. Если коордиНаты рабочего инструмента и электронного луча совпали, т.е. на выходе элемента И 4 также имеется сигнал, то первый ключ 8 открывается и на третий вход блока 1 подается сигнал на формирование электрического импульса на его выходе. Это приводит к подрыву электровзрывного патрона,При установке триггера 11 в положение "1" счетчик 12 начинает счет импульсов, поступающих через...
Устройство для перемещения рабочего инструмента по криволинейной поверхности

Номер патента: 1368143
Опубликовано: 23.01.1988
Авторы: Бурлаенко, Жумыкин, Кисель, Мельников, Пасичный, Фирер, Фролов, Харченко, Цыганенко
МПК: B23K 37/02
Метки: инструмента, криволинейной, перемещения, поверхности, рабочего
...18(саар 0)еР- максимальный угол повороташтанги;- масса каретки;- масса большого плеча штанги;- масса малого плеча штанги; где 6 Р Рщ РР=Р+Р,+Р, +Р где Р, - масса опоры с гидроцилиндром.Обратное движение каретки осуществляется при установке направляющихКпод углом Ы ( - агсйд -- с одногвременной уборкой штока гидроцилиндра 5.Использование изобретения позволит значительно упростить конструкцию устройства для перемещения рабочего инструмента по криволинейной поверхности и свести к минимуму погрешность положения каретки с рабочим инструментом относительно обрабатываемой поверхности.Изобретение наиболее целесообразно использовать при обработке крупногабаритных конструкций с криволинейными поверхностями, например при сварке, резке, покраске...
Устройство автоматического управления положением рабочего инструмента в электроимпульсных установках

Номер патента: 1656697
Опубликовано: 15.06.1991
МПК: H04N 7/18
Метки: инструмента, положением, рабочего, установках, электроимпульсных
...23, то на выходе второго элемента И 8 будет сформирован сигнал на подрыв электро- взрывного патрона 23, Этот сигнал поступает на третий вход блока 1 формирования, где он будет усилен в усилителе 20 мощности, сформирован в блоке 19 поджига и включит разрядник 18, через который заряд, накопленный в конденсаторе 17, будет подан на рабочий инструмент 24. Произойдет подрыв электровзрывного патрона 23 и эапрессовка трубы 22 в трубную решетку 21. Во время перемещения рабочего инструмента 24 с телевизионной камерой 2 к следующему электровзрывному патрону 23 происходит заряд конденсатора 17 от источника 16, Повышение быстродействия обеспечивается тем, что скорость перемещения рабочего инструмента 24 выбирается такой, чтобы время перемещения...
Устройство для крепления рабочего инструмента в машине ударного действия

Номер патента: 1253767
Опубликовано: 30.08.1986
Авторы: Баландин, Колган, Прохоров, Сапожников
МПК: B25D 9/00
Метки: действия, инструмента, крепления, машине, рабочего, ударного
...на фиг,4 - расположение относительно корпуса и втулки запорных роликов в их исходном состоянии форма поперечного сечения проточки инструмента предназначена для ударного невращающегося инструмента);на фиг.5 - ударный рабочий инстру,мент; на фиг. 6 - расположение ро ликов относительно корпуса и втулки в положении, обеспечивающем возможность рабочего инструмента из корпуса.Устро:ство для крепления рабочего инструмента (фиг.1) содержит корпус 1, на котором установлена с двухсторонним ограничением подвижная в осевом направлении втулка 2, подпружиненная со стороны корпуса 1 пружиной 3. В корпусе 1 имеется отверстие 4 для установки хвостовика 5з 253 или 6 рабочего инструмента 7 или 8 и выполнены пазы 9, располагающиеся в плоскости,...
Преобразователь сигнала датчика углового перемещения в сигнал колебания угловойскорости

Номер патента: 423044
Опубликовано: 05.04.1974
Автор: Китра
МПК: G01P 3/52
Метки: датчика, колебания, перемещения, сигнал, сигнала, углового, угловойскорости
...генератор пилообразного напряжения 4 с синхронизирующим звеном 5. Преобразователь рразом.Датчик углового перемещения 6 при вращении измеряемого ооьекта выдаст пилооб разное напряжение, частота которого пропорциональна частоте вра 1 ценпя ва; а, а мгновенные значения амплитуды пропорциональны величине поворота вала. При неравномерности вращения вала сигнал датчика 6 (в О пределах одного оборота вала) возрастаетнепрямолинейно. Генератор пилообразного напряжения 4, вьшолнснньш на основе блокинг-генератора или мультивибрагора, генерирует пилообразное напряжение, частота которого синхронпзируется сигналом датчика 6 через синхронизпрующее звено 5, которое выполнено в виде дифференцирую 1 цен цепочки, дающей кратковременные импульсы,...
Предыдущий патент: “устройство для зажигания дуги коротким замыканием дуговой сварки
Следующий патент: Способ автоматического направления сварочной головки по стыку
Случайный патент: Способ определения резонапсных частот