Способ изготовления разовой модели
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
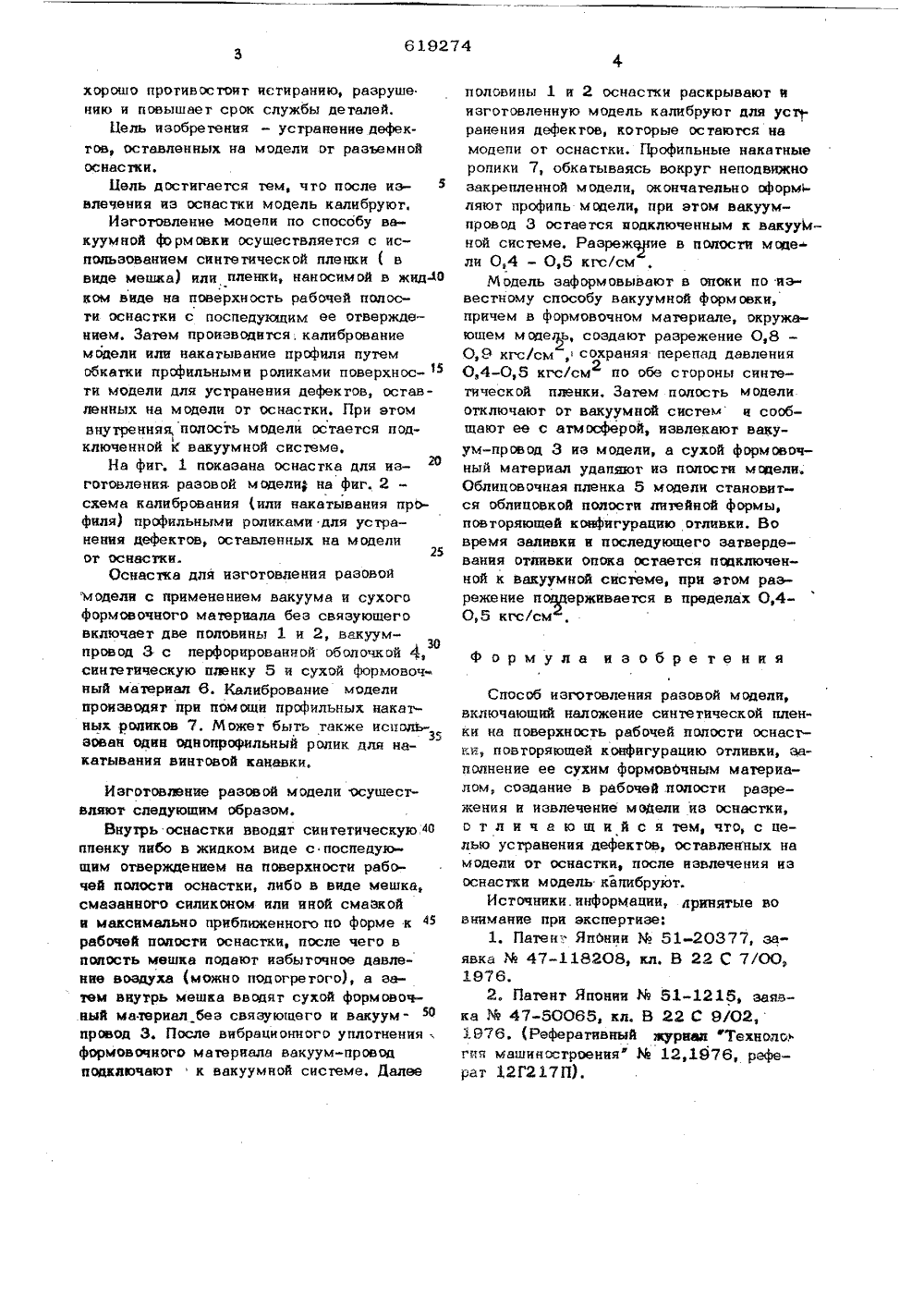
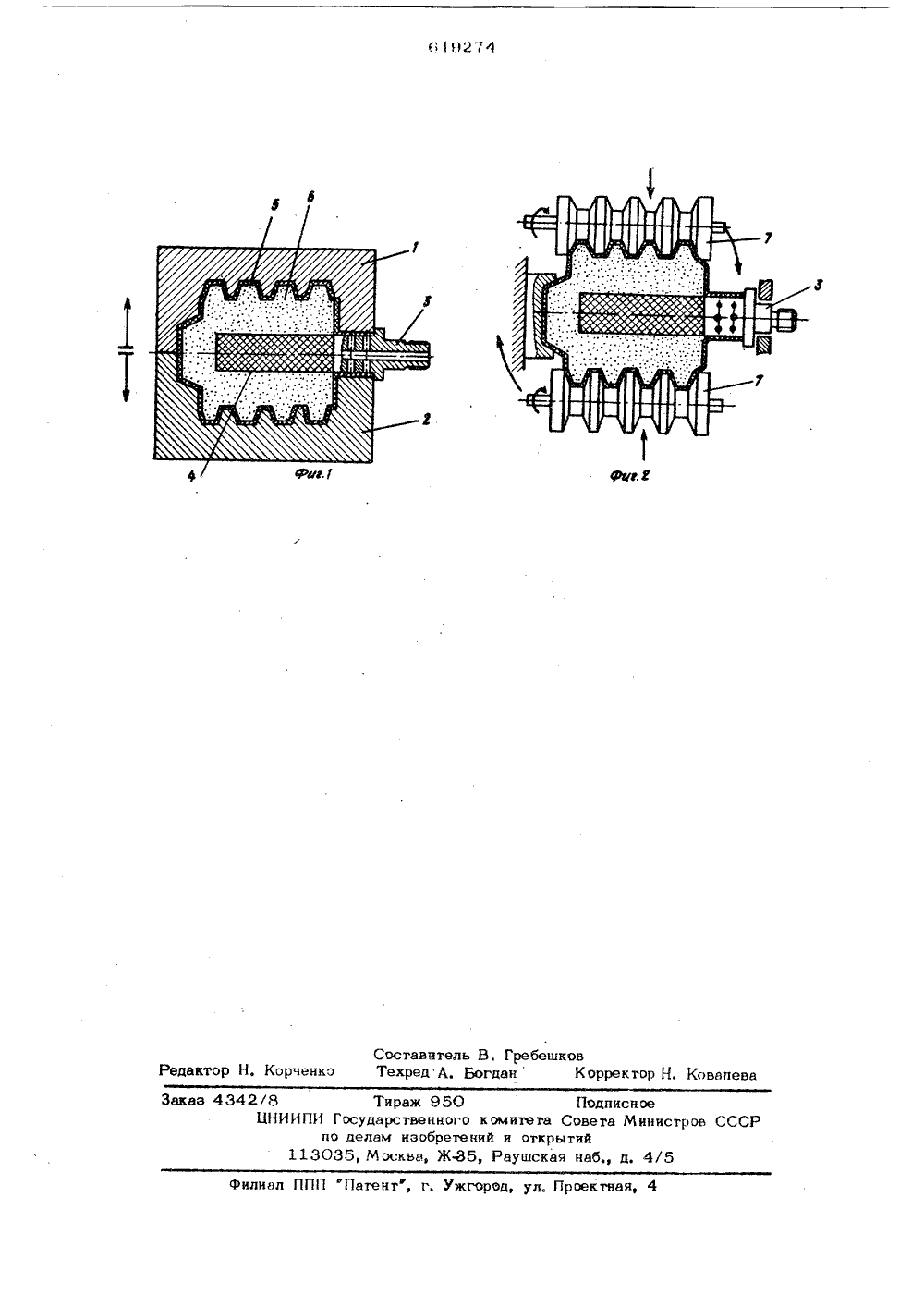
ОПИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(11) 619274 Союз Советскнк Соцналнстнцескнк Респ облик/22-О 2 2 С 7/02 Гвсудерстевннвб квинтетСввете Мнннстрое. СССРее делам нэвбретвннкн вткритнй 23) Приоритет 3) Опубликовано 15.08.783 юл 153) ень 3 621.714,88 8) о) Дата опубликования описания 26.06,78 2) Авторы В. К, Гребешков, В. П. Кузнецов, Б изобретения оль и В, Н. Козлов 71) Заявитель 4) СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВОЙ МОДЕЛИ эобретение от водсгву и м я изготовлени у вакуумной сингетическо Формовочногоносится к литеожет быть исполя разовых модформовки с прй пленки, вакуу йномуьэоваелей по именема и су связуюИ произ но дл способ нием материала без хог шег Известен способ изготовления разовой модели, включающей наложение синтетической пленки на поверхность рабочей полости оснастки, повторяющей конфигурацию отливки, заполнение ее сухим формовочным материалом, создание в рабочей полости модели разрежения и извлечение модели из оснастки 1Известен также способ изготовления разовой модели, который предусматривает использование разъемной оснастки с конфигурацией рабочей полости, повторяющей конфигурацию отливки. В этой оснастке по способу вакуумной формовки изготав- ливают разовую модель, которую затем используют для изготовления неразъемной литейной формы из сыпучей самогвердеюшей смеси путем заформовывання в нее разовой модели. После отверждения смеси, находящейся с внешней стороны модели, полость моделиотключают от вакуумнойсистемы и сообщают с атмосферой, в результате чего материал модели легко удаляется из формы 2Общим недостатком известных способов изготовления разовых моделей является наличие дефектов, оставленных на о модели по разъему от оснастки, В результате этого на отливках также получаютсядефекты, которые соверщенно недопустимы, например, на грузовых барабанах длянаматывания стального троса, гак как трос 15 быстро перетирается на шкивах и г.п. деталях, Для того, чтобы ликвидировать дефекты питья, приходится вводить механическую обработку отливок, Однако такаямеханическая обработка весьма затрудни тельна, поскольку приходится вести обработку по литейной корке, и режущий инструмент быстро затупляется, Кроме гогопосле снятия литейной корки резко снижаегся срок службы грузовых барабанов и 25 т.п, деталей, поскольку литейная коркахорошо противостоят истиранкю, разрущению и повышает срок службы деталей,Цель изобретения - устранение дефектов, оставленных на модели от разъемнойос нас тк к,Цель достигается тем, что после извлечения кз оснастки модель калибруют,Изготовление моцепк по способу вакуумной формовки осуществляется с использованием синтетической пленки ( ввкде мешка) илк пленки, наносимой в жкд 40ом виде на поверхность рабочей полости оснастки с поспедующим ее огвержденкем. Затем производятся. калиброааниемодели клк накатывание профкля путемобкатки профильными роликами поверхнос-тк модели для устранения дефектов, оставленных на модели от оснастки. При агомвнутренняя, полость модели остается под 1ключенной к вакуумной системе,На фиг. 1 показана оснастка для из- фгогоаленкя. разовой моделку на фкг. 2 -схема калкброванкя (или накатывания профиля) профильнымк роликамк для устранения дефектов, оставленных на модели25от оснастки.Оснастка для изготовления разовой"модели с применением вакуума к сухого формовочного материала без связующего включает две половины 1 и 2, аакуумпровод 3 с перфорированной оболочкой ф синтетическую пленку 5 и сухой формовочный матерквл 6. Калибрование модели производят прк помощи профильных накатных роликов 7. Может быть также исполь-зован один однопроильный родик для накагыванкя вкнговой канавки. Иэготовдэнке разовой модели осуществляют следующим образом,Внутрь оснастки вводят синтетическую,40ппенку иибо в жидком виде с поспедующкм отвержденкем на поверхностк рабочей полости оснастки, либо в вкде мешка,смазанного силкконом кли иной смазкойк максимально пркбпиженного по форме крабочей полости оснастки, после чего вполость мешка подают избыточное давление воздуха (можно подогретого), а затем внутрь мешка вводят сухой формовочный материал без связующего к вакуумпровод 3. После акбрационного уплотнения;формовочного материала вакуум-проводподключают к вакуумной системе. Далее половины 1 н 2 оснастки раскрывают и изготовленную модель калибруют для уст. ранения дефектов, которые остаются на модели от оснасткн. Профипьные накатные ропики 7, обкатываясь вокруг неподвижно закрепленной модели, окончательно оформ- ляют профиль моделя, прк атом вакуум- провод 3 остается подключенным к вакууМ- ной системе. Разрежрие в полости моде ли 0,4 - 0,5 кгс/смМодель заформовыаают а опокк по кэ вестному способу вакуумной формовки, причем в формовочном материале, окружающем модеусоздают разрежение 0,8- 0 9 кгс/смсохраняя перепад давления- 20,4-0,5 кгс/см по обе стороны скнтегической пленки. Затем полость модели отключают от вакуумной систем к сообщают ее с атмосферой, извлекают вакуум-провод 3 из модели, а сухой формовочный материал удаляют из полости модели, Облицовочная пленка 5 модели становится облкцовкой новостя литейной формы, повторяющей конфигурацию отливки. Во время заливки к последующего затвердевания отливки опока остается подключенной к вакуумной системе, при атом разрежение под 2 держквается в пределах 0,4- 0,5 кгс/смФормула из обре те нияСпособ изготовления разовой модели,включающий наложение синтетической пленки на поверхность рабочей полости оснастки, повторяющей конфигурацию отливки, заполнение ее сухим формовЬчным матеркалом, создание в рабочей полости разреженин к извлечение модели кз оснасткк,о т л к ч а ю щ к й с я тем, что с целью устранении дефектОв, оставленных намодели от оснастки, после извлечения изоснастки модель калибруют.Источники. инФормации, лринятые вовнимание прк акспертизе:1, Патен Япония % 51 20377, заявка % 47-118208, кл, В 22 С 7/ОО,1976.2. Патент Японии % 51-1215, заявка М 47-50065, кл. В 22 С 9/02,1976, (Рефератквный журквл фТехнологня машиностроения М 12,1976, реферат 12 Г 217 П),оставитель ВТехред А. Бог шков Корректор Н, Ковапева Редактор Н нкэ з 43 Филиал ППП Патент", г, Ужгород, ул, Проектная, 4/8 Тираж 950 ПодписноеЦНИИПИ Государственного комитета Совета Министров Спо делам изобретений и открытий113035, Москва, Ж 35, Раушская набд. 4/5
СмотретьЗаявка
2467968, 23.02.1977
ПРЕДПРИЯТИЕ ПЯ Р-6762
ГРЕБЕШКОВ ВЕНИАМИН КОНСТАНТИНОВИЧ, КУЗНЕЦОВ ВАЛЕНТИН ПЕТРОВИЧ, ВОЛЬ БОРИС ЕВГЕНЬЕВИЧ, КОЗЛОВ ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B22C 7/02
Опубликовано: 15.08.1978
Код ссылки
<a href="https://patents.su/3-619274-sposob-izgotovleniya-razovojj-modeli.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления разовой модели</a>
Способ изготовления моделей оснастки

Номер патента: 276168
Опубликовано: 01.01.1970
Авторы: Бахчисарайцева, Гак, Епифанова
МПК: H04R 31/00
...меньшего основанияконической части дцффузора, Если необходимо получить модель пуансона, то штырь располагают цад пленкой сверху, а если модель матрицы, то - снизу. Обойма может быть 25 соединена патрубком 5 с магистралью сжатоговоздуха цлц с вакуумом, посредством которого регулируют давление под пленкой внутрцобоймы.Прц помощи штыря 4 пленку 1 деформируют 30 в вертикальном направлении на величину равную высоге конуспой части диффузора (фиг.2), При этом пленка принимает форму конической поверхности с основанием и высотой, равной заданным. Регулируя натяжение пленки путем изменения величины растягпвающих усилий и величину распределенного давления, ей придают требуемую форму в заданных контрольных сечениях. Плавный переход от одного...
Устройство для изготовления модели оснастки при производстве громкоговорителей

Номер патента: 506955
Опубликовано: 15.03.1976
Авторы: Бахчисарайцева, Гак, Епифанова
МПК: H04R 31/00
Метки: громкоговорителей, модели, оснастки, производстве
...громкоговорители с двумя и более центрами возбуждения известными способами и устройствами сложно.Для упрощения изготовления модели для 20 диффузоров с двумя и более центрами возбуждения предлагаемое устройство снабжено дополнительными штырями в количестве, соответствующем количеству конструируемых центров возбуждения, общей планкой для 25 закрепления всех штырей и нитями, натянутыми между кромками обоймы под пленкой. При этом грани формы выполняют при поощи нитей, натянутых между кромками 3 обоймы и кромкой торцовой поверхности штыря.На чертеже схематично показано описываемое устройство.Эластичная пленка 1 опирается на обойму 2, имеющую форму и размер основания конической части диффузора у гофры (сам диффузор на чертеже не...
Ультразвуковой станок d г. lt; i и.

Номер патента: 423596
Опубликовано: 15.04.1974
Авторы: Астахов, Живицкий, Зное, Контрол, Кузнецов, Особое, Подлазов, Солобов, Электроэрозионного
МПК: B24B 1/04
Метки: станок, ультразвуковой
...волоки установлена в рабочей ва 1 гпе 9, Рабочее перемещение стола 8 по направляющим 13 осуществляют механизмом подачи (не оказан),П и с В з 12 т и ч с с к и Й з 1 е х 2 н и 3 ., В к л 10 ч 2 1 О 1 ц и Й и амеры 14 и 15. кулачки 16 и 17 с автомати. секим 18 и р чпыз 1 19 1 трводази, трубкой 20 соединен с закрытой камерой 11 рабочей ваппь 1 9.Станок,работаст следующим образом.Кулачок 17 ручным приводом 19 устанавливается В крайнее 110 ложение. сжп.2 е кямсрм5 10 15 20 25 30 15, уменьшает ее объем и выгссцяст воздух через трубку 20 из закрытой камеры 11, об.ьсм которой больше суммарного измеренгия объема обеих камер.Заготовку 12 алмазной волоки устанавливают в рабочую ванну 9, которую вручную заполняют алмазной сусцецзией требуемой...
Оснастка для изготовления вакуумно-пленочных литейных форм

Номер патента: 1178531
Опубликовано: 15.09.1985
Авторы: Галитовский, Закрочимский, Ильин, Мирошниченко, Снежной
МПК: B22C 9/03
Метки: вакуумно-пленочных, литейных, оснастка, форм
...литейных форм.Цель изобретения - улучшение качества форм за счет устранения складок пленки на рабочей поверхности формы.На фиг. 1 изображена оснастка для получения вакуумно-пленочной литейной формы, общий вид, в разрезе, на фиг. 2 - то же, вид в плане.Предлагаемая оснастка содержит вакуумную подмодельную плиту 1, модели 2, стояк 3, концентраторы 4 образования складок, пленку 5, складки 6.На вакуумную подмодельную плиту 1 установлены модели 2, стояк 3, концентраторы 4 образования, складок. Нагретой до оптимальной пластичности пленкой 5 покрывают подмодельную плиту 1, установленные на ней модели 2, стояк 3, концентраторы 4 образования складок. Под действием вакуума пленка 5 облегает укаэанные элементы оснастки. При этом между 1...
Композиция для изготовления моделей, используемых при вакуумной формовке

Номер патента: 1342582
Опубликовано: 07.10.1987
Авторы: Горенко, Зарицкий, Пикульский, Сорокина, Черненко, Чернецкий, Шипелинский
МПК: B22C 7/02
Метки: вакуумной, используемых, композиция, моделей, формовке
...полистирол,После полного расплавления последнего расплав выдерживают 20 - 30 мин,а затем при перемешивании вводяталюминиевый порошок и продолжают перемешивание еще 20-30 мин. Готовыйрасплав постепенно охлаждают до 180200 С и выдерживают при этой температуре 30-40 мин до полного прекращениявыделения воздушных и газовых пузырей. Для ускорения этого процессарасплав помещают в камеру вибровакуумной установки, в которой композиция подвергается вакуумированию ивстряхиванию. Готовую композицию разливают в изложницы и передают на изготовление моделей. Составы композиций и их свойстваприведены в табл. 1 и 2 соответственно,Модели могут быть изготовленыметодом свободной заливки расплавав пресс-Фэрму при 180-200 С или запрессовкой...
Предыдущий патент: Устройство для подачи модельного состава в прессформу
Следующий патент: Устройство для крепления моделей к координатной плите
Случайный патент: Устройство для сопряжения источников информации с эвм