Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 606897
Авторы: Бадолин, Евдокимов, Самойлюкевич, Шестеркин



Текст
Союз Советскии Социалистических Республик(23) Приоритет -осудврствеииый комитетСовете Мииистров СССРоо делом изобретеиийи открытий Бюллетень1) Авторыизобретения адолин, А. П. Самойлюкевич, А. Г. Юестеркнн и А. С, Евдокимов ена Ленина и ордена Трудово ий комбинат им, В. И, Ленин нитогорскнй дваждыЗнамени металлу ног 71) Заявитель(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВА ТОЛЩИНЫ ПОКРЫТИЯ В ПРОЦЕССЕ ГОРЯЧЕГО ЦИНКОВАНИЯор.0 Изобретение относится к области нанесениягорячих покрытий и может быть использовано дляавтоматического регулирования толщины циго покрытия на агрегате непрерывного горячцянкования.Известно устройство для автоматического ре.гулирования толщины покрытия в процессе горячего цинкования, содержащее воздушные ножи,датчики давления воздуха и скорости полосы, фсунку и систему автоматики 111,Принца действия данного устройства заклю чается в измерении толщины покрытия и регули. ровании расстояния между форсункой и полосой с целью сохранения толщины покрытия постоянной при постоянной температуре расплава.Контур регулирования толщины покрытия в данном устройстве обладает следующим недостатком. Пусть толщина покрытия увеличится, Этоуве личие толщины покрытия будет скомпенсировано только тогда, когда участок полосы с утолщенным покрытием войдет в зону действия измерителя толщины покрытия. Особенностью существующихизмерите. лей толщины покрытия, устанавливаемых в потоке агрегатов цинкования, является то, что они работоспособны при температуре полос 70-80 С.Наиболее близким к предлагаемому является устройство для автоматического регулирования толщины покрытия в процессе горячего линковании, содержащее воздушные ножи, датчик давления воздуха в воздушных ножах, датчик скорости цинкуемог полосы, блок суммирования сигналов датчи ков, усилитель и клапан с исполнительным меха. низмом, регулирующий подачу воздуха в воздуш.ные ножи 121.Устройство работает следующим образом.При изменении скорости движения полосы сигнал, поступающий в блок суммирования с дат. чика скорости полосы, изменяется.На выходе блока суммирования появляется сигнал рассогласования, который усиливается и подает команду на:исполнительный механизм кла. пана, изменяющий давление воздуха в воздушных ножах до тех пор, пока сигнал датчика давления воздуха не уравновесит сигнал датчика скорости полосы и сигнал на выходе блока суммирования не станет равным нулю.Новому значению скорости полосы соответ. ствует новое значение давления воэдуха в ножах.50 55 60 Недостатком такого устройства является то,что в нем не увпиваются изменения температурыжидкого цинка в ванне.С увелиюиием температуры жидкого цинкатол 1 цни покрьпия уменьшается, а при снижеаитеьлературы - увеличивается, Температура жид.кого пинка в ванне цинковащщ зависит от цело.го ряда факторов: температуры полосы, входящейв вашгу из лечи отжита, размеров полосы, скорости ее д:нжения, уровня цинка в ванне, количества эагрухаемоо твердого цинка и других. Отсут-,сгвие в известном устройстве коррекции по температуре цпиового расплава приводит к увеличению разнотолщинности цинкового покрытия, ухуд.шенню качества оцишсованного листа и перерасхо;ду шпжаЦель изобретения - повышение равномерности нокрьгпи по толщине путем введения коррек.ОИИ по температуре расплава.Это достигается тем, что предлагаемое уст.ройство снабжено датчиком температуры расплава,схемой сравнения и блоком задания температуры,причем входы схемы сравнения соединены с дат.чиком и блоком задания температуры, а выходее - с входом блока суюирования.На чертеже показана блок. схема предлагаемого устройства.Устройство состоит из датчика 1 давлениявоздуха, воздушных ножей 2, трубопроводов 3,датчика 4 скорости, блока 5 суммирования, усилителя 6, двигателя 7, клапана 8, датчика 9 темпе.ратуры расплава, схемы 10 сравнения н блока 11задания температуры.Стальная полоса 12, выходящая из печи 13отхига, проходп через ванну 14 С расплавом цин.ка и затем, двигаясь вертикально вверх, проходитмежу воздушными ножами 2, Далее полоса оги бает тянущий ролик 15 и уходит на холодильщпс.С помощью трубопроводов 3 к воздушным ножам2 подключен датчик 1, измеряющий давление воз.духа в воздушных ножах. Датчик дзвления под.ключен к одному из входов блока 5 суммирова.нкя.Второй вход блока суммирования соединенс датчиком 4 скорости полосы 12, кннематическисвязанным с тянущим роликом 15. Третий входблока суммирования сигналов подключен к выхо.ду схемы 10 сравнения, один вход которой соеди.нен с блоком 11 задания температуры, а второй -с датчшом 9 температуры. расплава, установленным в ванне 14,К выходу блока 5 суммирования подключенусилитель б, .питающий двигатель 7, кинематическисвязанньщ с клапаном 8, регулирующим подачувоздуха к воздушным ножам 2,Устройство работает следующим образом.Допустим, что температура жидкого цинкав ванне 14 цинкования равна заданной, В этомслучае на выхода схемыО сравнения сигнал равен нулю При изменещи скорости движения полосы12 изменяется величина сигнала, выдаваемого датчиком 4 скорости в блок 5 суммирования, На вы.ходе блока суммирования появляется сигнал рассогласования, н усилитель 6 подает команду надвигатель 7 воздушного клапана 8, Заслонка кла.пана 8 поворачивается до тех пор, пока давлениевоздуха в воздушных ножах, измеряемое датчиком1, не уравновесит сигнал датчика 4 скорости поло 1 О сы 12 и сигнал на выходе блока суммирования нестанет равным нулю. При этом новому значениюскорости полосы соответствует новое значение давления воздуха в воздушных ножах, а именно, еслискорость полосы увеличивается, давление воздуха15 в воздушных ножах также увеличивается, и наоборот. Толщина цинкового покрытия остается приэтом неизменной.Допустим, что температура цинкового расплава отклонилась от заданной, например стала выше2 о заданной. При этом на выходе схемы 10 сравненияпоявляется отрицательный сигнал рассогласования,который поступает на вход блока 5 суммирования.На его выходе также появляется прн этом отрицательный сигнал, который усиливается усилителем6 и подается на вход двигателя 7. Воздушный кла.пан 8 уменьшает давление воздуха в воздушныхножах 2 до тех пор, пока на входах блока сумми.рования сигналы взаимно не уравновесятся. Таккак при повышении температуры вязкость цинкауменьшается, то для поддержания толщины цинко.ного покрытия неизменной необходимо в этомслучае снизить давление воздуха в воздушных ноЕсли температура цинка падает, то давлениез 5 воздуха в возщчпных ножах возрастает, что не.обходимо для сдувания с йолосы 12 излишнегоцинка,Ба выхода блока суммирования появляетсяположительный сигнал, Двигатель 7 приводится вдействие и давление в воздушных ножах увеличивается.Испьпания опытного образца предложенногоустройства, проведенные на агрегате цинкования,показывают, что применение коррекции по темпе.45ратуре жидкого цинка позволяет снизить разнотолщинность цинкового покрьпия с + 5 ц до + 1 ц,что приводит к улучшению качества оцинкованно.го листа и экономии дефицитного цинка. Формула изобретения Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования, содержащее датчик давления воздуха,воз. душные ножи, датчик скорости полосы, блок суммирования, усилитель, двигатель и клапан, о т л ич а ю щ е е с я тем, что, с целью повышения равномерности покрытия по толщине путем введения коррекции по температуре расплава, оно снаб. жено датчиком температуры расплава, схемой срав606897 Источники инфорвации, принятые во внимание при экспертизе:1. Патент Англии Ме 1127831, кл. С 7 Е, 1968. 12, Патент СШАНе 3494324,кл, 118 в , 1968,ставнтель Л, Груднева ректор . Н. Тупица Тираж 1177дарственного комитета Советапо лелам изобретений и откр5, Москва, Ж - 35, Раушская на каз 2541/19 КИПИ Г 45 л ППП Патент, г, Ужгород, ул. Проектная пения и блоком задания температуры, причем входы схемы сравнения соединены с датчиком и бло.ком задания температуры, а выход ее - с входомблока суммирования,%лектор Г. Мозжечкова Те ПодписноеМинистров СССй
СмотретьЗаявка
2141124, 04.06.1975
МАГНИТОГОРСКИЙ ДВАЖДЫ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ИМ. В. И. ЛЕНИНА
БАДОЛИН АЛЕКСЕЙ ФЕДОРОВИЧ, САМОЙЛЮКЕВИЧ АЛЕКСАНДР ПЕТРОВИЧ, ШЕСТЕРКИН АНАТОЛИЙ ГРИГОРЬЕВИЧ, ЕВДОКИМОВ АЛЕКСЕЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: C23C 1/14
Метки: горячего, покрытия, процессе, толщины, цинкования
Опубликовано: 15.05.1978
Код ссылки
<a href="https://patents.su/3-606897-ustrojjstvo-dlya-avtomaticheskogo-regulirovaniya-tolshhiny-pokrytiya-v-processe-goryachego-cinkovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования</a>
Устройство для непрерывного нанесения покрытия на полосу из ферромагнитного материала

Номер патента: 988899
Опубликовано: 15.01.1983
Авторы: Воробьев, Корнев, Куликов, Осипова, Померанц, Раскатов, Семенов, Солодовник
МПК: C23C 1/14
Метки: нанесения, непрерывного, покрытия, полосу, ферромагнитного
...и неточность геометрии бочки барабана. 3 9888Недостаток данногс устройства длянепрерывного нанесения покрытия заключается в том, что надежно удержатьуровень нижней точки петли можно лишьс помощью датчика, расположенного непосредственно у этой тощи, т. е. погруженного и расплав. Работа без удержания постоянного, уровня петли приводитвследствие неус транимых колебанийокружных скоростей родиков натяжных 10систем и проскальзывания по ним поло,сы к накоплению малых перемещенийпетли и к постепенному выводу ее израбочего положения. Устойчивая работавсего агрегата, частью которого являет 1 фся данное устройство невозможна, чтоставит под вопрос его общую работоспособность. Кроме того, необходимо создание сложной электрической схемы управления...
Способ измерения совместных одноточечных корреляций скорость-температура в турбулентных потоках

Номер патента: 1831684
Опубликовано: 30.07.1993
МПК: G01P 3/36
Метки: корреляций, одноточечных, потоках, скорость-температура, совместных, турбулентных
...по интервалам от - со до -и отдо со отражает тот факт, что минимальное расстояние между измерительным обьемом ЛДА и обьектным пучком интерферометра равнои, следовательно, отсутствует вклад в корреляцию при расстояниях, меньших чем . После дифференцирования попоследнее соотношение принимает вид: Сделав предположение о симметричности поведения пространственной корреляционной функции Ко т(2 о,2) относительно осей 2 и ф, можно утверждать. что Ко т (2 о,2), а следовательно, и Ц 2) обращаются в коль, когда в ноль обращается производная, стоящая в левой части уравнения (7), т.е, когда осредкемнов по времени произведение сигналов О от ЯДА и Г от иктерферометра досгигает экстремума. Поскольку в первом приближении Функция Щ может,Т( )...
Устройство для динамической татировки датчиков пульсаций скорости, температуры, давления и плотности

Номер патента: 514219
Опубликовано: 15.05.1976
Авторы: Африканова, Кабуров, Лемешко
МПК: G01L 27/00
Метки: давления, датчиков, динамической, плотности, пульсаций, скорости, татировки, температуры
...цилиндра 4, размещенного в отсеке 5, который герметично соединен с корпусом сопла 3. Оси симметрии цилиндра 4 и сопла 3 параллельны. Цилиндр снабжен приводом 6 для вращения вокруг оси, например электродвигателем. На боковой поверхности цилиндра 4 выполнены равномерно чередующиеся пазы и выступы, профплированные по образующей. Профилирование пазов и выступов выполнено в соответствии с заданной величиной пульсаций.Сжатый воздух из источника 2 поступает в форкамеру 1 и оттуда в сверхзвуковое сопло 3. При вращении цилиндра 4 сечение рабочей камеры периодически изменяется. В поло. женин Л, когда стенкой сопла 3 является выступ, площадь поперечного сечения сопла минимальна, и в нем устанавливается режим течения с параметрами скорости 11...
Система регулирования температуры воздуха в теплице
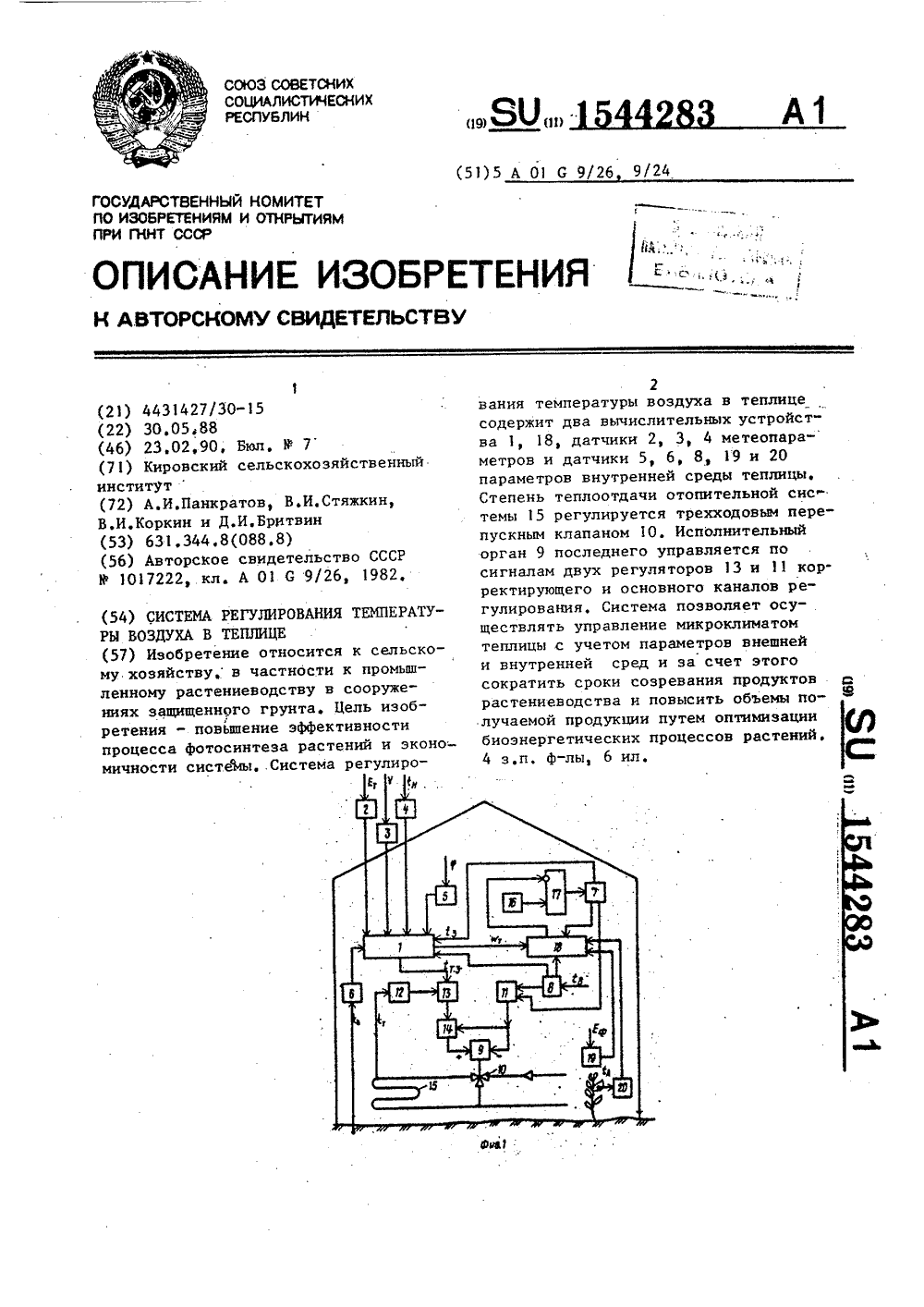
Номер патента: 1544283
Опубликовано: 23.02.1990
Авторы: Бритвин, Коркин, Панкратов, Стяжкин
Метки: воздуха, температуры, теплице
...температуры С теплоносителяотопительной системы 15, Если текущее значение температуры й теплоноТсителя обеспечивает температуру В 25воздуха в соответствии с предписанием задатчика 7, сигнал на выходе вычислительного устройства 1 равен нулю.При неравенстве этих температур, аименно когда ВВ, сигнал на выходе 30устройства 1 положительный, через второй регулятор 13 корректирующего канала регулирования он поступает навход электронного ключа 14, последнийоткрывается и появившимся вследствиеэтого выходом первого электронногоключа 14 трехходовой перепускной кла-.пан 10 исполнительным органом 9 перемещается в положение, при которомподача теплоносителя (горячая вода)в отопительную систему 15 увеличивается, При этом температура теплоносителя...
Устройство для измерения скорости изменения сигнала

Номер патента: 1575312
Опубликовано: 30.06.1990
МПК: H03M 1/52
Метки: изменения, сигнала, скорости
...напряжение, при этом на выходе усилителя 5 относительных приращений устанавливается небольшой отрицательный потенциал, двухпороговый компаратор 7 возврашается в исходное состояние и заканчивается первый цикл измерений. В моментпосле того, как закончились переходные процессы в усилителе 5 относительных прираще5 " 15753 ний, по сигналу "Управ.1" начинается, следующий цикл измерений, Процесс измерения временных интервалов продолжается до тех пор, пока не будет най" дено минимальное значение временного5 интервала Ь й,янТаким образом, процесс измерения сводится к измерению временных интервалов, пропорциональных скорости изменения фиксированного перепада входного сигнала. Величина этого перепада формируется опорными напряжениями Б , и П...
Предыдущий патент: Способ обработки сплавов на основе ниобия
Следующий патент: Состав для меднения титана и его сплавов
Случайный патент: Способ получения ферментных препаратов