Устройство для изготовления гильз прямоугольного сечения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
О ЛГИ С А Н И Е 11535988ИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союэ Советских Социалистических Реслублнк(22) Заявлено 04,02.75 (21) 2101824/27 Ч КлВ 21 О 41/04В 21 Р 9/04 исоединением заявк Государственный комнт Совета Миннстроо ССС(45) Дата опубликования описания 13.01.77 3) 621,983.(088,8) ло делам нзобретенн ткрытии(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯт быть использовано при прямоугольного сечения, таллизаторов машин неготовок в че ной и цветом, необходим е изготовления дорнов усложн и применении Таким обра раций в процес шое,количество изготовления п ройства. сть двух опегильзы и больют технологию звестного устИзобретение можеизготовлении гильзв частности для криспрерывного литья за Рной металлургии,Известно устройство для изготовления гильз прямоугольного сечения, включающее дорн и деформирующие бойки. 11Однако форма и размеры наружной поверхности дорна (кроме торцов) в известном устройстве должны строго повторить форму и размеры внутренней полости гильзы.Это приводит,к тому, что при изготовлении .прямоугольных гильз с одинаковыми главнымн размерами прямоугольной полости, но с равными радиусами сопряжения внутренних граней необходимо иметь столько же дорнов, сколько имеется значений радиусов,Кроме того, неооходимо проводить операции в процессе изготовления гильзы; деформирование трубной заготовки без дорна для того, чтобы можно было впоследствии поместить дорн в уже деформированную заготовку и окончательное обжатие заготовки на дорне,Целью изобретения является упрощениетехнологии изготовления гильз и повышениекачества гильз, Это достигается тем, что оправка-дорн выполнена с фасками, расположенными под 45 к ее боковым плоскостям,параллельным продольной оси оправки, причем высота фасюи выбрана не меньше радиусасопряжения внутренних граней гильзы н небольшей 0,46 ширины поперечного сечения оправки-дорна,В результате применения изобретения упрощается технология изготовления гильз прямоугольного сечения, так,как дорн с фаскамибудут сразу вводить в исходную трубную заготовку и на одном и том же дорне можнополучать гильзы с одинакозымп размерамипоперечного сечения, но с разными радиусамисопряжения внутренних граней гильзы.На фпг. 1 изображено устройство в начале деформирования заготовки, общий внд; нафиг, 2 - то же, в конце деформированпя заготовки; на фиг, 3 - схема выоора величиныфаски исходя из условия получения нужногорадиуса сопряжения внутренних граней гпль 25зы; на фиг, 4 - схема расчета величины фас,ки из условия свободного расположения дорна в полости исходной трубной заготовки, которая имеет внутренний периметр, весьмаблизкий к внутреннему периметру поперечногосечения гильзы.Устройство содержит четыре бойка 1 - 4, которые установлены щ двух обоймах 5, б, и дорн 7, имеющий по углам фаски а, выполненные под 45 к плоскости дорна. Бойки 1, 3 зацсплены в полукорпусах 5, б неподвижно, а 5 бойки 2, 4 имеют форму клина и скользят по скосам 8 и 9 полукорпусов. Полукорпус 5 выполнея подвижным.Предлагаемое устройство работает следующим образом. Во внутреннюю полость штам па вводится трубная заготовка 10 с вставленным в нее дорном 7. С помощью лресса перемещают верхний подвижный полукорпус 5, который своими скосами 8 воздействует на клиновые бойки 2, 4, перемещающиеся по скосам 9 неподвижного полукорпуса б. Окончательное деформирование трубной заготовки 10 происходит при образовании бойками 1 - 4 замкнутого калибра, при этом получают готовое изделие 11. 20Рассмотрим факторы, влияющие на выбор величины фаски а. Из фиг. 3 видно, что радиус сопряжения внутренних граней гильзы при выбранной величине фаски а может принимать значения от весьма малой величи ны до значения а. Другими словами, величина фаски а не должна быть меньше требуемого значения г, т. е, аг. С другой стороны, величина фаски а должна обеспечить свободное введение дорна 7 с размерами сечения Ь Х с в трубную заготовку 10, имеющую радиус внутренней поверхности К (фиг. 4).Опытами установлено, что высота фаски должна быть не меньше радиуса сопряжения внутренних граней гильзы и не большей 0,46 ширины поперечного сечения оправки. дорна.Формула изобретенияУстройство для изготовления гильз прямоугольного сечения, содержащее установленные в обоймах деформирующие бойки и оправку- дорн, отличающееся тем, что, с целью упрощения технологии изготовления и улучшения качества гильз, оправка-дорн выполнена с фасками, расположенными под углом 45 к ее боковым плоскостям, параллельным продольной оси оправки, причем высота фаски выбрана не меньше радиуса сопряжения внутренних граней гильзы и не большей 0,46 ширины, поперечного сечения оправкидорна.535988 9 Составитель Н. КулаковаТехред А. Камышников Л. Народная Тираж 1077 митета Совета Министров СС тений и открытийушскан паб., д, 4/5 одписно ип. Харьк, фил. пред. Патент Заказ 1096/1646ЦНИИ Изд.310 осударственного к по делам изобр Москва, Ж, Ра
СмотретьЗаявка
2101824, 04.02.1975
ПРЕДПРИЯТИЕ ПЯ Г-4986
СУРИН ЕВГЕНИЙ ВЛАДИМИРОВИЧ, СИМОНОВ ВИКТОР ПОРФИРЬЕВИЧ, ДОДИН ЮРИЙ СЕРГЕЕВИЧ, МАТВЕЕВ ВАЛЕНТИН ВАСИЛЬЕВИЧ, МУРАШКО ЛЕОНИД ИГНАТЬЕВИЧ, ИВАНОВ ВЛАДИСЛАВ ИЗЕКИИЛЬЕВИЧ, СОЛОВЬЕВ ЮРИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B21D 41/04
Метки: гильз, прямоугольного, сечения
Опубликовано: 25.11.1976
Код ссылки
<a href="https://patents.su/3-535988-ustrojjstvo-dlya-izgotovleniya-gilz-pryamougolnogo-secheniya.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления гильз прямоугольного сечения</a>
Прибор для определения внутренних контуров поперечных сечений приемных гильз протезов

Номер патента: 207326
Опубликовано: 01.01.1968
Авторы: Коротков, Левин, Протезостроени, Санин, Храпонов, Центральный
МПК: A61F 2/76
Метки: внутренних, гильз, контуров, поперечных, прибор, приемных, протезов, сечений
...ролика и прижимное усилие, а также выбор установочной базы, скорость измерения, твердость материала гильзы и т. д.Предлагаемое устройство основано на принципе бесконтактного одномоментного измерения всего контура на любом уровне гильзы. Это достигается тем, что стойка в нем оснащена линейной шкалой и несущим фотоаппарат подвижным консольным кронштейном со штангой, на свободном конце которой закреплен отметчик уровня, выполненный, например, в виде осветителя щелевого типа.На чертеже изображена схема прибора с установленным в нем измеряемым объектом,На опоре 1 закреплена стойка 2, несущая консольные кронштейны 3, 4 и б, фиксируемые по высоте и вылету с помощью штурвалов б и гаек 7, Стойка оснащена линейной шкалой, а кронштейн б несет...
Уплотнение стыка головки и гильзы цилиндра двигателя внутреннего сгорания

Номер патента: 482561
Опубликовано: 30.08.1975
Авторы: Гордейчик, Карпинчик, Левенков, Сидоренко
МПК: F02F 11/00
Метки: внутреннего, гильзы, головки, двигателя, сгорания, стыка, уплотнение, цилиндра
...кольца с выточкой перекрыто плоской прокладкой 11 из мягкого материала.После монтажа уменьшение вредного объема камеры сжатия и надеяное уплотнение стыка между головкой 12 и гильзой цилиндра 2 достигается за счет контактного уплотнения верхней части неполного зига с нижней плоскостью головки 12 цилиндра и торца 8 со скошенной поверхностью 9, которая усиливает эффект поджатия кольца 6, а также за счет зажатия плоского периферийного участка 7 между плоской прокладкой 11 и плоскостью выточки 5.Участок 7 кольца 6 установлен в выточку 5 таким образом, что между его торцом и выточкой 5 образуется зазор, который может выбираться после монтажа.Такая установка кольца 6 дает возможность свободно перемещаться участку 7 по выточке 5. При...
Уплотнение стыка между головкой и гильзой цилиндра двигателя внутреннего сгорания
Номер патента: 1151704
Опубликовано: 23.04.1985
Авторы: Андреев, Дмитриев, Федотова, Филиппов
МПК: F02F 11/00, F16J 15/06
Метки: внутреннего, гильзой, головкой, двигателя, между, сгорания, стыка, уплотнение, цилиндра
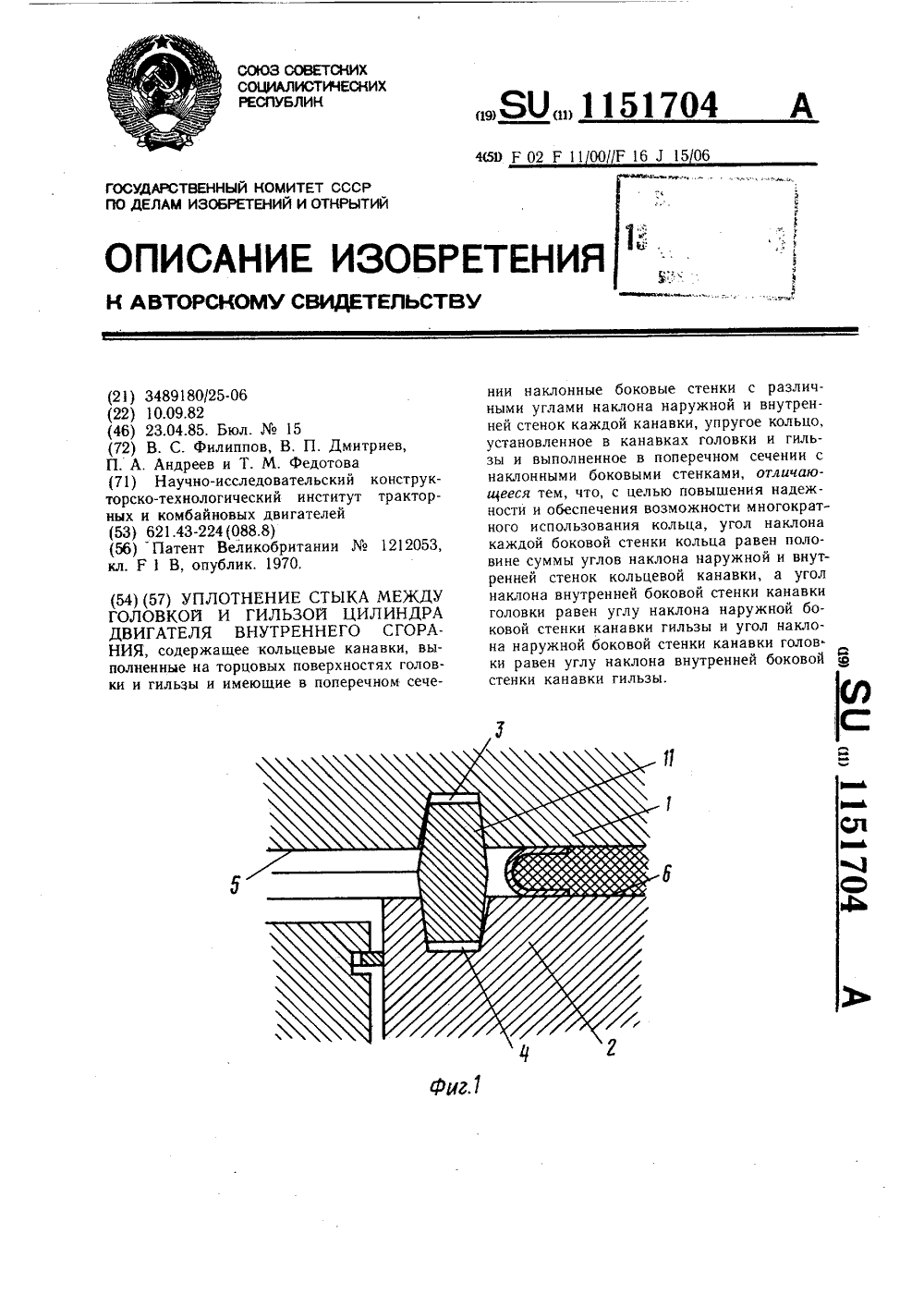
...стенки 12 кольца 11 равен половине суммы углов с и С наружной и внутренней боковых стенок 7 и 8 кольцевой канавки. 3.с =арф ибСх= (Ц,где с - угол наклона наружной боковойстенки 7 канавки 3 головки 1;оС - угол наклона внутренней боковойстенки 8 канавки 3 головки 1;сс - угол наклона наружной боковойстенки 9 канавки 4 гильзы 2;сх - угол наклона внутренней боковойстенки 10 канавки 4 гильзы 2.Кольцо 11 выполнено из материала, отличного от материала, из которого выполнены головка 1 и гильза 2, Так, при выполнении последних из чугуна кольцо 11 может быть выполнено из меди. Угол наклона сЬ каждой боковой стенки 12 кольца 11 выбран из условия превышения угла трения материала кольца 11 по материалу сопрягаемой с ним поверхности головки 1 и...
Рубашка охлаждения гильзы цилиндра двигателя внутреннего сгорания

Номер патента: 1288325
Опубликовано: 07.02.1987
Авторы: Галян, Скаженик, Соболь, Шматко
МПК: F02F 1/16
Метки: внутреннего, гильзы, двигателя, охлаждения, рубашка, сгорания, цилиндра
...кромок выборки;458, - радиус внутренней поверхности рубашки охлаждения цилиндра;3 - толщина стенки рубашки охлаждающего цилиндра,Радиус сферического профиля выбор 50ки В, вычисленный по укаэанной формуле, обеспечивает примерно одинаковую толщину стенки рубашки по контуруадаптерного отверстия, что благоприятно сказывается на распределении на 55пряжений по контуру отверстия.Длина выборки 1 =- (2-2,5)й гарантирует выход режущего инструмента 25 2(фреэа) иэ тела рубашки и ограничена сверху размером расстояния междуребрами жесткости в районе адаптерного прилива на гиЛьзе,Ширина выборки В =(0,95-1)й обеспечивает снятие металла фрезой повсему контуру адаптерного овтерстия,где проявляется эффект концентрациинапряжений. При больших значениях...
Гильза цилиндра двигателя внутреннего сгорания

Номер патента: 1390411
Опубликовано: 23.04.1988
МПК: F02F 1/08
Метки: внутреннего, гильза, двигателя, сгорания, цилиндра
...защитой(изоляцией) камеры сгорания,Целью изобретения является повышение надежности гильзы путем предотвращения разрушения покрытия,На фиг.1 показана гильза цилиндрас продольными теплоэащитными полосами; на фиг.2 - то же, поперечное сечение; ца фиг,3 - гильза цилиндра снаклонными теплозащитными полосами,Гильза цилиндра ДВС содержит корпус 1 с составным покрытием 2 иэ теплозащитного материала, выполненнымна зеркале 3 цилиндра. Нижняя часть4 покрытия 2, расположенная со стороны, противоположной головке цилиндра,выполнена в виде продольных полос 5, 20равномерно расположенных по окружности, (фиг.1) или в виде наклонных кобразующей цилиндра, равнорасположенныхпо окружности и пересекающихсяполос 6 (фиг.3)Суммарной шириной 251.=2 йР - В,...
Предыдущий патент: Способ изготовления тепловой трубы
Следующий патент: Привод подающих органов пресса
Случайный патент: Гусеничный привод с канатным тяговым органом