Способ изготовления длинномерных полуфабрикатов из отходов алюминиевых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1804395
Авторы: Берстенев, Поединщиков

Текст
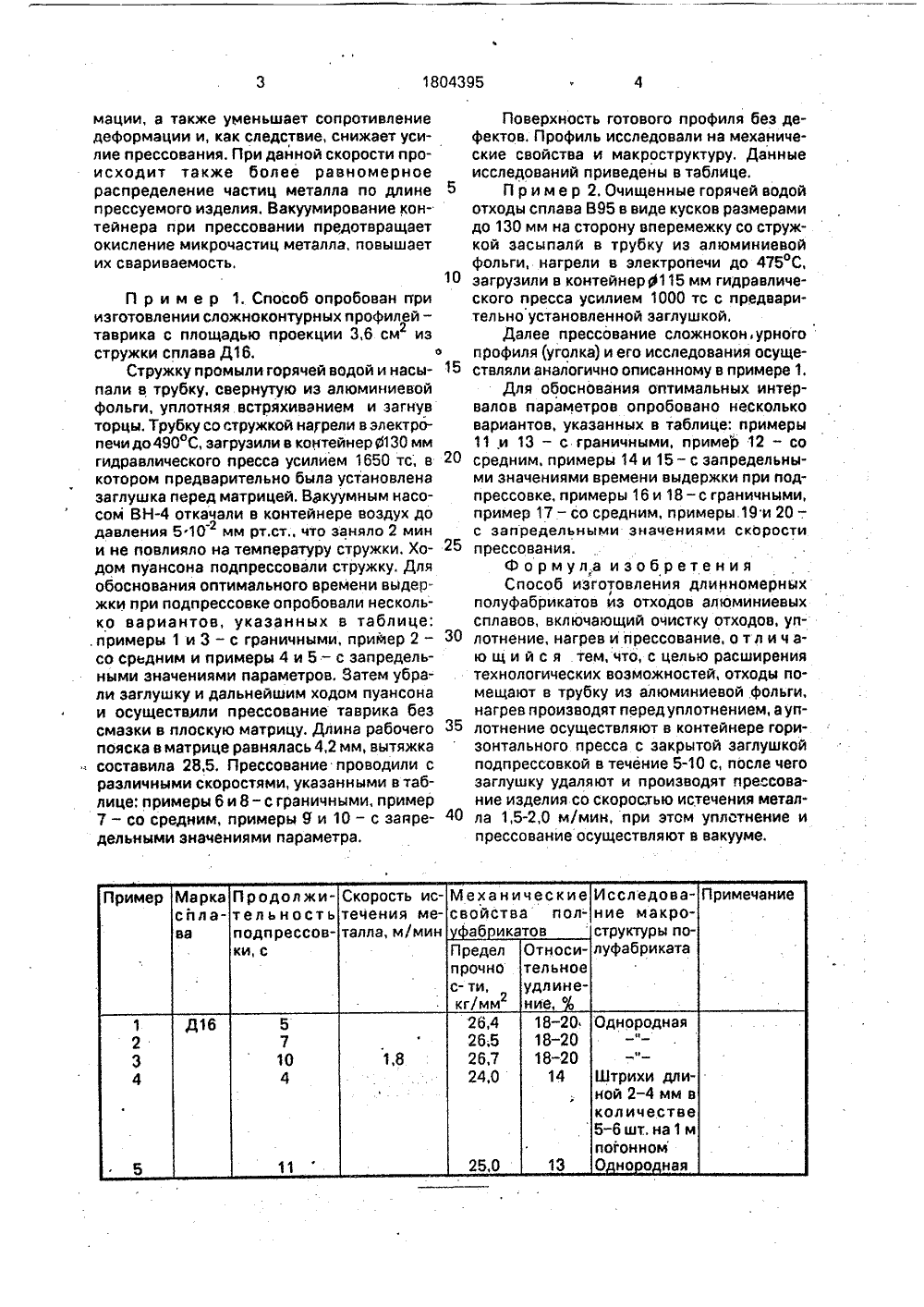
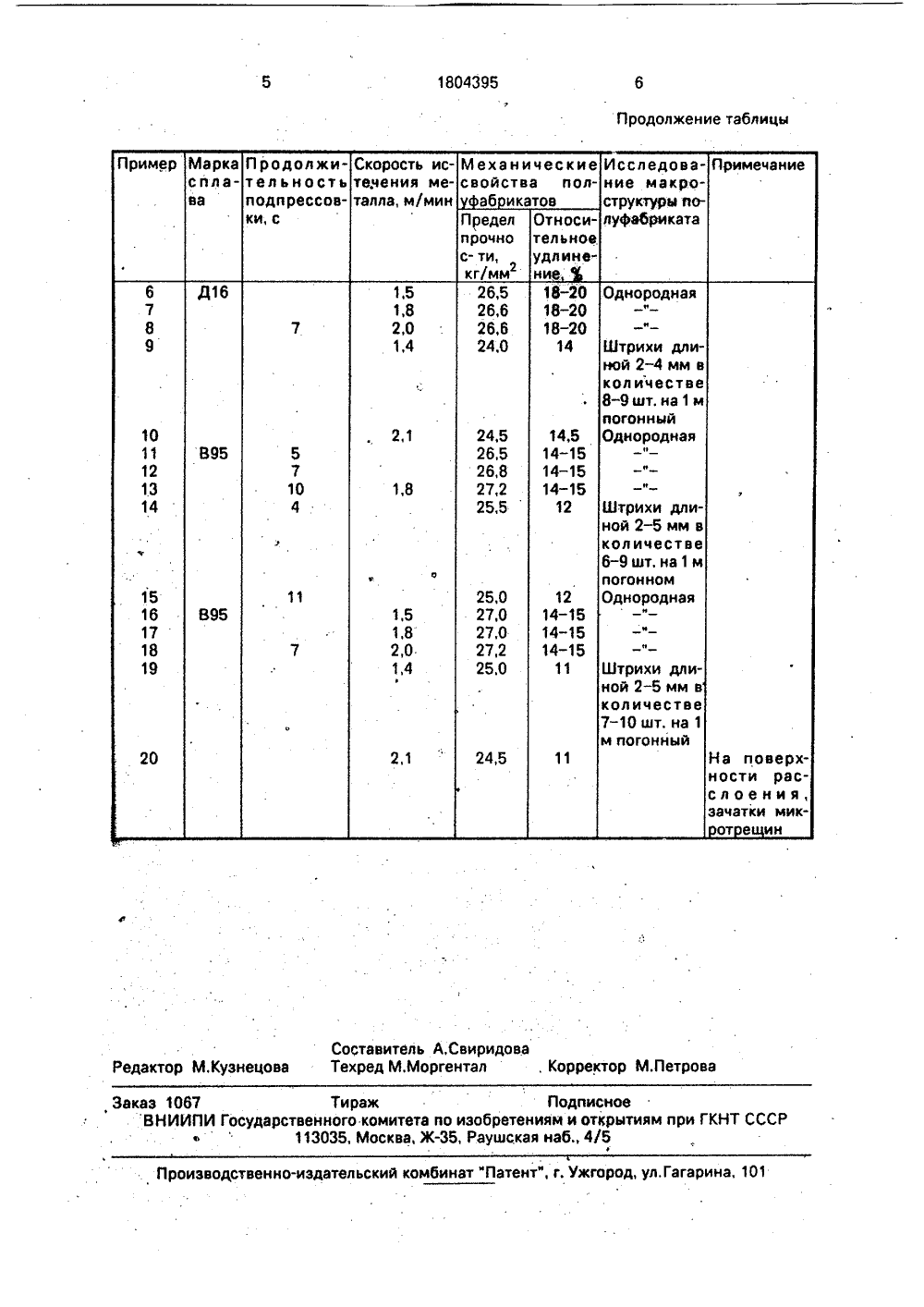
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННО- МЕРНЫХ ПОЛУФАБРИКАТОВ ИЗ ОТХОДОВ АЛЮМИНИЕВЫХ СПЛАВОВ (57) Сущность изобретения: очищенные отходы помещают в трубку, свернутую из алюминиевой фольги,.и нагревают, Затем трубку с отходами загружают в контейнер пресса, устанавливают перед матрицей заглушку и вакуумируют контейнер, Отходы подпрессовывают в течение 5-10 с, после чего открывают заглушку и прессуют иэделие со скоростью истечения металла 1,5-2 м/мин. 1 табл,ние изделия с алла 1,52,0 м/ отходов и пре У в вакууме. 00Сущность изобретения заключается в том, что зкструдированию подвергают стружку и кусковые отходы с габаритными размерами 40130 мм без их предваритель- О ного измельчения и изготовления брикетов. уПодпрессовка нагретых до температуры деформирования оТходов в закрытом кон-тейнере, в вакууме, при постоянном давлении в течение определенного времени обеспечивает их уплотнение, сцепление и взаимное пространственное перераспределение с образованием монолитной массы.Скорость истечения металла 1,52,0 .м/мин при последующем прессовании обеспечивает повышение, температуры в очаге деформации на 20.30 С, что предотвращает расслоение металла в очаге дефор-. О 3 ъ ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ.ВЕДОМСТВО СССРГОСПАТЕНТ СССР)(71) Верхнесалдинское металлургическоепроизводственное объединение им.В.И,Ленина(73) Верхнесалдинское металлургическоепроизводственное объединение(56) Авторское свидетельство СССРМ 1458080, кл. В 22 Р 3/12, 1985. Авторское свидетельство ССС1 Ф 1595630, кл. В 22 Г 3/12, 1988, Авторское свидетельство СССМ 1247160, кл. В 22 Г 3/02, 1985. Изобретение относится к области обработки металлов давлением, а именно к экструдированию металла, и может быть использовано при изготовлении длинно- мерных изделий, например прутков, профилей, иэ мелкогабаритных отходов алюминиевых сплавов.Цель изобретения - расширение технологических возможностей способа,Поставленная цель достигается тем, что в способе изготовления длинномерных полуфабрикатов из отходов алюминиевых сплавов, включающем очистку отходов, их уплотнение, нагрев и прессование; в соответствии с изобретением отходы помещают в трубку из алюминиевой фольги, нагрев производят перед уплотнением, а уплотне. ние осуществляют в контейнере горизонтального пресса с закрытой заглушкой подпрессовкой в течение 5.10 с, после чего заглушку удаляют и производят прессовао скоростью истечения метмин, при этом уплотнениессование ос ществляют1804395 Пример Механические свойства полаб икатов Примечание Исследование макро- структуры по- луфабриката Маркасплава Относительноеудлинение о Предел прочнос- ти,кг/мм 18-20 18-20 18-20 1426,426;5 26,7 24,0 Однородная 5 7 10 4 Д 16 1 2 3 4 1,8 Штрихи длиной 2-4 мм в количестве 5-6 шт на 1 м погонном О но о ная 13 25,0 мации, а также уменьшает сопротивление деформации и, как следствие, снижает усилие прессования. При данной скорости происходит также более равномерное распределение частиц металла по длине 5 прессуемого изделия. Вакуумирование контейнера при прессовании предотвращает окисление микрочастиц металла, повышает их свариваемость,10П р и м е р 1. Способ опробован приизготовлении сложноконтурных профилей - таврика с площадью проекции 3,6 см из стружки сплава Д 16.оСтружку промыли горячей водой и насыпали в трубку, свернутую из алюминиевой фольги, уплотняя встряхиванием и загнув торцы. Трубку со стружкой наГрели в электропечи до 490 С, загрузили в контейнер 4130 мм гидравлического пресса усилием 1650 тс, в 20 котором предварительно была установлена заглушка перед матрицей, Вакуумным насосом ВНоткачали в контейнере воздух до давления 5 10 мм рт.стчто заняло 2 мин и не повлияло на температуру стружки, Хо дом пуансона подпрессовали стружку. Для обоснования оптимального времени выдержки при подпрессовке опробовали несколько вариантов, указанных в таблице; . примеры 1 и 3 - с граничными, пример 2 - 30 со средним и примеры 4 и 5 - с запредельными значениями параметров. Затем убрали заглушку и дальнейшим ходом пуансона и осуществили прессование таврика без смазки в плоскую матрицу. Длина рабочего 35 пояска в матрице равнялась 4,2 мм, вытяжкасоставила 28,5. Прессование проводили с различными скоростями, указанными в таблице; примеры 6 и 8- с граничными, пример 7 - со средним, примеры 9 и 10 - с заяре дельными значениями параметра. П родол жи- Скорость истельность течения меподпрессов- талла, м/минки,с Поверхность готового профиля без дефектов, Профиль исследовали на механические свойства и макроструктуру, Данные исследований приведены в таблице.П р и м е р 2. Очищенные горячей водой отходы сплава В 95 в виде кусков размерами до 130 мм на сторону вперемежку со стружкой эасыпалй в трубку из алюминиевой фольги, нагрели в электропечи до 4750 С, загрузили в контейнер 115 мм гидравлического пресса усилием 1000 тс с предварительно установленной заглушкой.Далее прессование сложноконурного профиля (уголка) и его исследования осуществляли аналогично описанному в примере 1.Для обоснования оптимальных интервалов параметров опробовано несколько вариантов, указанных в таблице: примеры 11 и 13 - с граничными, пример 12 - со средним. примеры 14 и 15 - с запредельными значениями времени выдержки при подпрессовке, примеры 16 и 18- с граничными, пример 17 - со средним, примеры.19 и 20 - . с запредельными значениями скорости прессования.формула изобретения Способ изготовления длинномернцх полуфабрикатов из отходов алюминиевых сплавов, включающий очистку отходов, уплотнение, нагрев и прессование, о т л и ч аю щ и й с я тем, что, с целью расширения технологических возможностей, отходы помещают в трубку из алюминиевой фольги, нагрев производят передуплотнением, ауплотнение осуществляют в контейнере горизонтального пресса с закрытой заглушкой подпрессовкой в течение 5-10 с, после чего заглушку удаляют и производят прессование изделия со скоростью истечения металла 1,5-2,0 м/мин, при этом уплотнение и прессование осуществляют в вакууме,1804395 Продолжение таблицы Продолжи- Скорость истельность течения меподпрессов- таила, м/минки,с Пример Маркасплава Механические своЙства полаб икатов Примечание Д 16 Однородная 10 11 12 13 14 2,1 В 95 1,8 15 16 17 18 19 В 95 20 2,1 24,5 Составитель А;СвиридоваРедактор М,Кузнецова Техред М,Моргентал , Корректор М.Петрова Заказ 1067 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР ф113035, Москва, Ж, Раушская наб., 4/5 ФИсследование макро- структуры по- луфабриката Штрихи длиной 2-4 мм в количестве 8-9 шт. на 1 м ПОГОННЫЙ Однородная Штрихи дли- ноЙ 2-5 мм в количестве 6-9 шт. на 1 м погонном Однородная Штрихи длиной 2-5 мм в количестве 7-10 шт. на 1 м погонный На поверхности расслоения, зачатки микоте ин
СмотретьЗаявка
4935232, 07.05.1991
ВЕРХНЕСАЛДИНСКОЕ МЕТАЛЛУРГИЧЕСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ИМ. В. И. ЛЕНИНА
ПОЕДИНЩИКОВ ЮРИЙ ГРИГОРЬЕВИЧ, БЕРСТЕНЕВ ГЕННАДИЙ ЗАХАРОВИЧ
МПК / Метки
МПК: B22F 3/20, B30B 13/00
Метки: алюминиевых, длинномерных, отходов, полуфабрикатов, сплавов
Опубликовано: 23.03.1993
Код ссылки
<a href="https://patents.su/3-1804395-sposob-izgotovleniya-dlinnomernykh-polufabrikatov-iz-otkhodov-alyuminievykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления длинномерных полуфабрикатов из отходов алюминиевых сплавов</a>
Способ получения поливалентных металлов из металлических отходов и соединений металлов электролизом

Номер патента: 665024
Опубликовано: 30.05.1979
МПК: C25C 3/26
Метки: металлических, металлов, отходов, поливалентных, соединений, электролизом
...использовать анодную плотность тока ниже 0,2 А/см, т. е. интенсивно вести процесс.Пример 1. Из электролита КаС - КС (эквимолярная смесь), в который введено 3/о ванадия в виде УС, на стальном катоде при силе тока 40 А и плотности тока 2 А/см выделяют металлический ванадий, а на никелевом аноде окисляют часть ионов Ч+ до промежуточной валентности У+, для чего поддерживают потенциал анода около - 1,5 В плотностью тока 1,0 А/см. Обратная э,д.с. составляет около 0,6 В. Окисленный электролит, содержащий ионы ванадия со средней валентностью около 2,5, пропускают через обогреваемый сосуд из никеля, заполненный измельченным алюминотермическим ванадием, содержащим 1,06 кислорода 0,4/о железа и 1,4/о алюминия (500 г материала). Через...
Способ разделки кусковых отходов тугоплавких химически активных металлов и сплавов
Номер патента: 1271106
Опубликовано: 09.02.1995
Авторы: Альтман, Балберов, Бибиков, Карпов, Надежин, Теренин, Трубин, Ходоровский
МПК: C22B 34/00
Метки: активных, кусковых, металлов, отходов, разделки, сплавов, тугоплавких, химически
1. СПОСОБ РАЗДЕЛКИ КУСКОВЫХ ОТХОДОВ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, например листовых отходов титанового производства, включающий охрупчивание кусковых отходов путем высокотемпературного нагрева в атмосфере водорода с последующим механическим измельчением, отличающийся тем, что, с целью получения кусковых отходов заданного размера, повышения производительности, снижения материально-энергетических затрат и упрощения способа, нагрев отходов в атмосфере водорода осуществляют локально по линии излома концентрированным источником тепла, перемещаемым над поверхностью кусковых отходов по линии излома.2. Способ по п. 1, отличающийся тем, что нагрев осуществляют электрической дугой, зажигаемой между кусковыми отходами и...
Устройство для хранения и прессования отходов

Номер патента: 889484
Опубликовано: 15.12.1981
Автор: Журавлев
МПК: B30B 15/32
Метки: отходов, прессования, хранения
...выталкивающего диска, при этом стойка выполнена полой, на концах стойки и стержня выполнена резьба для крепления рукоятки, а стержень размещен в полости стойки. На чертеже изображено устройство, обгций вид.Устройство содержит емкость 1 с дном2, на котором размещен выталкивающий диск 3 с закрепленным по его центру стержнем 4 с резьбой на конце под рукоятку 5.Прессующий узел состоит из нажи много диска 6 со стойкой 7.Устройство работает следующим образом, Отходы помещают в емкость, Нажимнойдиск 6 с рукояткой 5 на стойке 7 надвигают .на стержень 4 и спрессовывают отходы. При освобождении емкости от отходов рукоятку 5 снимают со стойки 7 и навинчивают на стержень 4, и перемешают выталкивающий диск до полного освобождения емкости...
Устройство для прессования табачных отходов

Номер патента: 965419
Опубликовано: 15.10.1982
Авторы: Бородянский, Зуев, Сенцов, Яковлев
МПК: A24B 1/10
Метки: отходов, прессования, табачных
...осей закреплены указатели 17положения эксцентриситета, а на станине - шкалы 18 соответствующего направления полных усилий прессования;Таким образом, в устройстве механизмприжима содержит две пары рычагов 7,одним концом шарнирно укрепленных настанине (не указанной), Другие концырычагов попарно соединены с упругимиэлементами 9, а в средней части рычагисвязаны с осями 12 дисков.На фиг. 4 предложена схема изменения направления действующих усилий прессования до и после настройки устройствапри отклонении направления полного усилия прессования от оптимального (показано стрелкой указателя 17), В данном случае прессующее кольцо и диск 4 связаныс материалом 10 и брикетной лентой 1 1.Диск 4 установлен на эксцентриковой оси12, посаженной...
Устройство для прессования табачных отходов

Номер патента: 1076067
Опубликовано: 28.02.1984
МПК: A24B 1/10
Метки: отходов, прессования, табачных
...усилий итраекторий движения рычагов устройства нахолостом ходу показана на фиг. 3,где толщина брикетной ленты в прессовом канале равна нулю 1 =0 и врабочем положении 5 = 5. На фиг. 3обозначено АС - положение грузового.рычага 5 при и =О, ВС - положениеоси упругого элемента при 1 =О,ВС Ро,и Ро - величины, характеризчющие положение рычагов на холостом ходу, 2 - величины, характеризующие положение рычагов приработе устройства п = 6 Р);угол поворота рычага 5 при увеличении толщины брикета от 0 до й- усилие, с которым упругийэлемейт действует на рычаг 5, и усилие, с которым уплотняемый материалдействует на диск 2 на холостом ходу, Р, Ц - то же при работе устройства (И = л 6), 0,0 - положениецентра диска 2 соответственно при=0 и Ь = йр,...
Предыдущий патент: Устройство для прессования изделий из порошковых материалов с пустотообразователями
Следующий патент: Увлажняющий аппарат
Случайный патент: Устройство для стабилизации нагрузки привода рабочего органа роторного экскаватора