Линия изготовления древесно-стружечных плит
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
, К.А.Роценс,В.Берзон,методы х и дре- ышленЕСНО оо ль изоза счет нтроля., эагругорячий установ- способонтроля раковки ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ОПИСАНИЕ ИЗО К АВТОРСКОМУ СВИДЕТЕЛЬСТ 1(54) ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВСТРУЖЕЧ Н ЫХ ПЛ ИТ(57) Изобретение относится к деревбатывающей промышленности. Цебретения - улучшение качества плитобеспечения достоверности их ко Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства древесностружечных плит.Цель изобретения - повышение качества за счет обеспечения достоверности контроля древесностружечных плит.На фиг, 1 схематически показана линия; на фиг, 2 - устройство для поштучного не- разрушающего контроля жесткости плит.Линия изготовления древесностружечных плит содержит главный конвейер 1, формиру ющие машины 2, пресс 3 предварительной Линия производства древесностружечных плит включает приспособление для нераэ- рушающего контроля жесткости, которое выполнено в виде рамы 13, на которой закреплена траверса 14 с возможностью вращения вокруг своей оси и смонтированы механизм 15 деформирования с измерительным датчиком 16. Механизм деформирования 15 выполнен в виде дисков 17 жестко закрепленных на траверсе 14. На каждой из торцовых поверхностей 18 дисков 17 радиально размещены регулируемые по длине нагружающие штанги 19, На каждом диске 17 нагружающие штанги 18 закреплены равномерно и смещены относительно нагружающих штанг 19 другого диска на угол а. При работе плита 20 перемещается под механизм дефор-мирования 15. Нагружающие штанги 19, соприкасаясь с древесной плитой 20, вращаются вокруг оси траверсы 14, нагружая плиту. При этом измерительный датчик 16 измеряет величину максимального прогиба, 2 ил.ваей подпрессовки, контрольные весы зочную 5 и разгрузочную 6 этажерки пресс 7, форматно-обрезной станок 8, ки охлаждения 9, шлифования 10, пр ление 11 для неразрушающего к жесткости плит, устройство 12 разб плит по группам. Устройство для неразрушающего контроля жесткости 11 установлено после установки 10 шлифования и выполнено в виде рамы 13, на которой закреплена траверса 14 с возможностью вращения вокруг своей осии смонтированы механизм 15 деформирования с измерительным датчиком 16.Механизм деформирования выполнен в виде дисков 17, жестко закрепленных на траверсе 14, а на каждой из.торцовых поверхностей 18 дисков 17 радиально размещены регулируемые по длине нагружающие штанги 19. На каждом диске 17 нагружающие штанги 19 закреплены равномерно и смещены относительно нагружающих штанг 19 другого диска на угол а т.е, нагружающие штанги закреплены на дисках с возможностью последовательного контактирования с плоскостью древесностружечной плиты 20 при подаче последней механизмом 21 продольного перемещения.Устройство работает следующим образом.Древесностружечная плита 20 поступает по главному конвейеру 1 после установок охлаждения 9, шлифования 10 в устройство 11 для неразрушающего контроля жесткости. Нагружающие штанги 19, размещенные на диске 17, вращаясь вокруг оси травесы 17, соприкасаются с движущейся плитой 20 и одновременно деформируются как траверса 14, так и плита 20. При этом измерительный датчик 16 в виде прогибоизмерителя измеряет величину максимального прогиба, Величину нагрузки можно изменять регулировкой длины нагружающих штанг. 19.Нагружающие штанги 19 одного из дисков 17 механизма 15 деформирования поворачиваются и выходят из соприкосновения с древесностружечной плитой 20, а нагружающие штанги 19 другого начинают контактировать с движущейся плитой 20. Плита при этом восстанавливает первоначальную форму. При вращении дисков 17 механизма 15 деформирования нагружающие штанги 19 осуществляют приложение изгибающей силы по всей ее площади.Максимальный прогиб траверсы 14 во время контакта нагружающей штанги 19 с древесностружечной плитой 20 регистрируется измерителем 16, Поступающий сигналсравнивается с заданным эталонным значением. в зависимости от величины жесткости5 древесностружечных плит 20 последние поступают в устройство 12 разбраковки плитдля сортировки их по группам.Использование данной линии с устройством неразрушающего контроля жестко 10 сти древесных плит позволяет повыситьдостоверность контроля качества плит, учитывая при этом неоднородность свойствплитных древесных материалов по всей ихплощади, и исключает выборочный метод15 контроля плит, при котором 0,8 плитногоматериала используется (от общей производительности плит на предприятии) для изготовления образцов, которые приходитсявырезать из плиты,20 Формула изобретенияЛиния изготовления древесностружечных плит, включающая главный конвейер,формирующие машины, пресс для предварительного уплотнения стружечного ковра,25 горячий пресс, форматно-обрезной станок,а также установки для охлаждения и шлифования плит и механизм их разбраковки сисполнительным элементом, о т л и ч а ющ а я с я тем, что, с целью улучшения30 качества плит за счет увеличения достоверности их контроля, она снабжена приспособлением для неразрушающего контроляжесткости плит, размещенным за установкой для шлифования и выполненным в виде35 рамы и закрепленной на ней с возможностью вращения вокруг своей оси траверсы,накоторой установлен механизм деформирования в виде дисков, на торцовых поверхностях которых радиально и равномерно40 размещены регулируемые по длине нагружающие штанги, при этом нагружающиештанги одного диска смещены относительно нагружающих штанг другого диска, а натраверсе установлен измерительный дат 45 чик.1722836 г г з Составитель Т,БарановаТехред М,Моргентал ая ектор М.Шарощи дактор Л.Н роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Заказ 1028 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Рауаская наб., 4/5
СмотретьЗаявка
4845817, 31.05.1990
СПЕЦИАЛИЗИРОВАННОЕ ПРОЕКТНО-КОНСТРУКТОРСКОЕ НАУЧНО ТЕХНОЛОГИЧЕСКОЕ БЮРО НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ПЛИТПРОМ"
ПОТАШЕВ ОСКАР ЕФИМОВИЧ, ПОМЕРАНЦЕВ МИХАИЛ ИОГАНОВИЧ, РОЦЕНС КАРЛ АРТУРОВИЧ, БРАУН ЯНИС АЛЬБЕРТОВИЧ, МАРКОВС АТИС ПЕТРОВИЧ, БЕРЗОН АЛМАР ВИЛЬГЕЛЬМОВИЧ, РАТЕНИЕКС ЯНИС ЯНОВИЧ, ГУЛБИС ЯН КАРЛОВИЧ
МПК / Метки
МПК: B27N 3/16
Метки: древесно-стружечных, линия, плит
Опубликовано: 30.03.1992
Код ссылки
<a href="https://patents.su/3-1722836-liniya-izgotovleniya-drevesno-struzhechnykh-plit.html" target="_blank" rel="follow" title="База патентов СССР">Линия изготовления древесно-стружечных плит</a>
Смеситель

Номер патента: 611658
Опубликовано: 25.06.1978
Авторы: Васариньш, Егер, Карнитис, Скривелис, Тайминьш
МПК: B01F 11/00
Метки: смеситель
...и закрывания разгрузочных отверстийсмеситель снабжен специальным механизмом,осуществляющим перемещение запорного устройства,Особенностями известного смесителя являются большое время разгрузки за счетмапого проходного сечения разгрузочныхотверстий и периодичность работы,Цель изобретения - обеспечение непрерывной работы смесителя при выгрузке материала. Смеситель состоит из рамы 1, иа которой установлен корпус 2 с упругим днищем 3, выполненным иэ эластичного материала, На днище корпуса жестко укрепленонаружное кольцо 4, которое при помощи ребер 5 связано с вибратором 6, приводимымв действие посредством клиноремеиной передачи 7 и электродвигателя 8, Кондентрично наружному кольцу установлено внутреннее кольцо 9 с выступом 10, внутри...
Способ разъединения деформированных секций опорной плиты гидравлического пресса с расположенными в плите штангами

Номер патента: 1773729
Опубликовано: 07.11.1992
Авторы: Арсеньев, Гольдштадт, Зириков, Кузьмин, Марищенко, Розанов, Сайфутдинов, Финогеев, Холодов, Шорохов
МПК: B30B 15/00
Метки: гидравлического, деформированных, опорной, плите, плиты, пресса, разъединения, расположенными, секций, штангами
...плиты с противоположной стороны относительно технологических опор, а разрезание штанг производят рабочим ходом пресса при одновременном пластическом деформировании демпферных прокладок, при этом давление в рабочие цилиндры подают ступенчато, начиная с минимзл ьнагаНа фиг.1 схематично изображен пресс; на фиг,2 - блок опорных плит, закрепленных к подвижной траверсе; ца фиг.3 -. - установка специальной монтажной опоры; на фиг.4 - установка демонтированного блока опорных плит на специальной монтажной опоре и установка монтажных плит; на фиг.5 - начало процесса разьединения деформированных опорных плит от недефармированных опорных плит; на фиг.б - окончание процесса разьединения дефорРлираванных опорных плит от недеформированных...
Способ испытания образцов в виде толстостенных дисков
Номер патента: 1578564
Опубликовано: 15.07.1990
Авторы: Бойченко, Минченков, Михайлов, Попов
МПК: G01N 3/08
Метки: виде, дисков, испытания, образцов, толстостенных
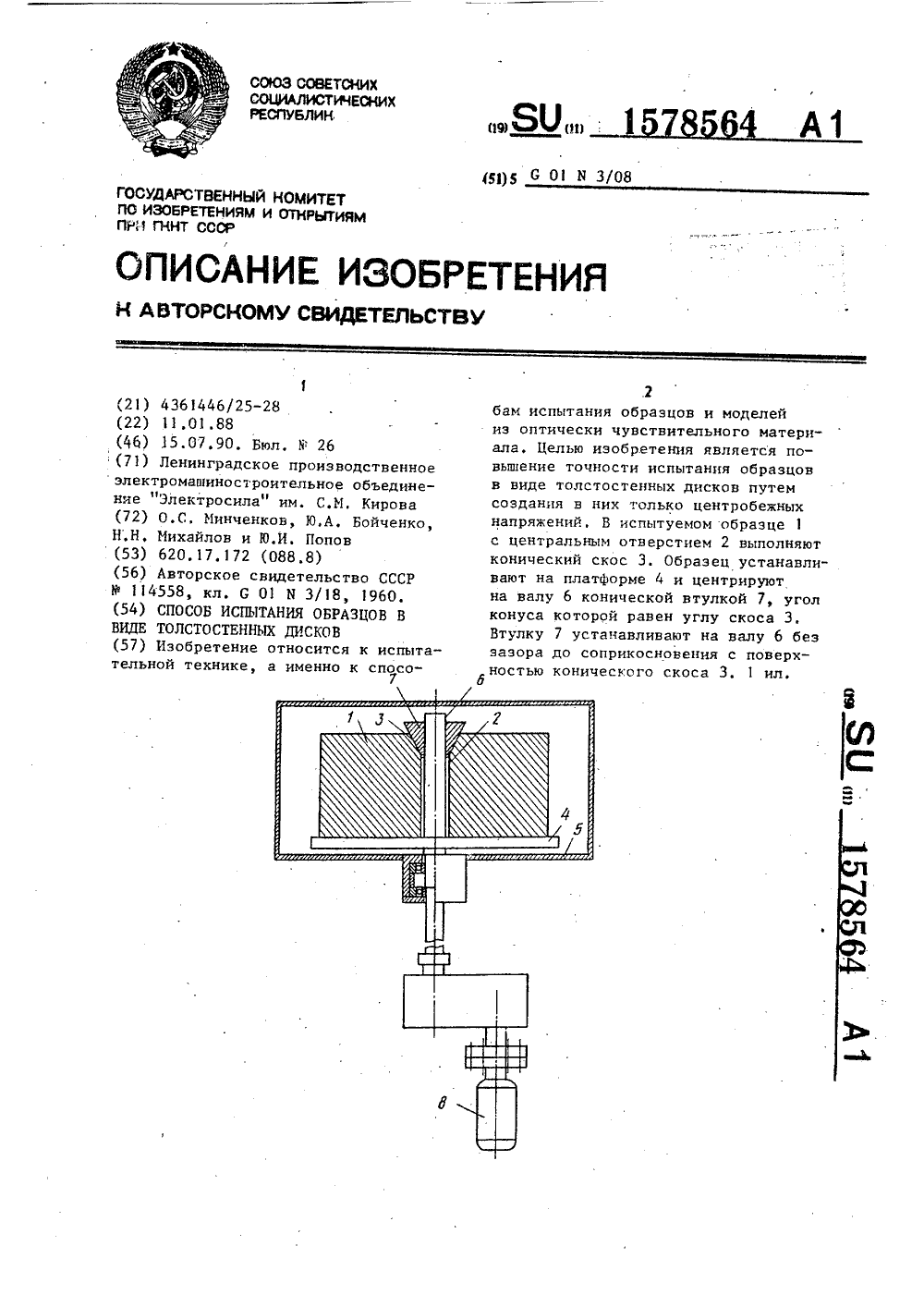
...Образец уста О навливают на платформе 4, размещенной в электронагревательном шкафу 5, и центрируют на валу 6 конической втулкой 7, угол конуса ( которой равен углу скоса 3 в образце 1. Втул ка 7 устанавливается на валу 6 беэ зазора до соприкосновения с поверхностью конического скоса 3,.Включают привод 8 вращения, и образец 1 вместе с платформой 4 раз- гоняется до скорости,. при которой возникают заданные центробежные Фусилия. При нагреве образца эти усилия деформируют образец. При последующем охлаждении образца напряженное состояние его фиксируется.Так как при охлаждении образец 1 сжимается, то может произойти заклинивание конической втулки 7, что может привести к искажению напряженного состояния образца. Для предотвращения этого...
Ротор прессования с приводом в виде наклонного диска

Номер патента: 1801780
Опубликовано: 15.03.1993
Автор: Таныгин
МПК: B30B 11/12
Метки: виде, диска, наклонного, прессования, приводом, ротор
...через подщип- .25йик 11 на подпятник 10 включает диск 15;опирающийся на подпятник, посредствомподшипника 12, и закрепленные на нем тяги14, другими концами связанные с блокодержателем 2. Тяги 14 проходят через отверстия, выполненные в наклонном диске,Ротор работает следующим образом.Получив непрерывное вращение, ползуны 5, связанные с инструментом 6 и наклонным диском 8, за каждый оборот роторасовершают по однбму возвратно.-поступательному движению: за одну половину оборота ход вверх, за вторую половйну - . ходвниз.40Каждая позиция ротора выполняет приэтом следующие функции,В зоне / а /, Заготовка подается в инструментальный блок 3 и подхватывается идущим вверх инструментом 6;В зоне / а 1 / . Происходит технологическая...
Устройство для определения жесткости пневматических шин транспортных средств

Номер патента: 506780
Опубликовано: 15.03.1976
Авторы: Бараниский, Гуменюк, Зинченко, Мачинский, Рабинович, Рындин
МПК: B60C 23/06, G01M 17/02
Метки: жесткости, пневматических, средств, транспортных, шин
...5. На вилке 4 на равном 10 расстоянии от ребра 2 установлены два Тобразных щупа - передний 6 и задний 7.Задний щуп 7 закреплен на вилке шарнирно и под действием пружины 8 прижимается к упору 9. Задний щуп 7 на своей вершине име ет контактный замыкатель, состоящий изпланки 10 и микровыключателя 11,Вилка соединена измерительным стержнем12 с индуктивным датчиком 13. В передней части плиты в прорези установлена педаль 14 20 с рычагом 15, взаимодействующим с вилкой 4.Колесо, нажимая на педаль 14, рычагом 15утапливает вилку 4. Перекатываясь через ребро 2, освобождает педаль 14 и под влиянием 25 пружины 5 вилка 4 щупом 6 прижимается кшине. При дальнейшем движении шина коснется контактного замыкателя, расположенного на заднем щупе 7, при этом...
Предыдущий патент: Способ изготовления древесных плит на термопластичном связующем
Следующий патент: Способ изготовления бетонных изделий
Случайный патент: 155215