Способ пайки узлов из алюминиевых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК Б ТЕН К АВТО инин ния и 1983,МИчаст- парах в разЦель еских зводий под ледующим обраГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ОПИСАНИЕ И МУ СВИДЕТЕЛЬСТВ(54) СПОСОБ ПАЙКИ УЗЛОВ ИЗ АЛНИЕВЫХ СПЛАВОВ(57) Изобретение относится к пайке,ности к способам пайки алюминия вмагния, и может быть использованоличных отраслях машиностроенияизобретения - повышение механисвойств паяных соединений и проительности процесса пайки. Собранн Изобретение относится к пайке, в частности к способам пайки алюминия в парах магния, и может быть использовано в различных отраслях машиностроения.Цель изобретения - повышение механических свойств паяных соединений и производительности процесса пайки.На чертеже изображена вакуумная печь с паяемым узлом, сечение,Способ реализуется сэом.Собранный под пайку узел 1 размещают на столе 2 вакуумной печи 3, производят вакуумирование объема печи 3 и нагрев паяемого узла 1. После достижения паяемым узлом 1 температуры 350 - 400 С вокруг узла устанавливают негерметичный экран 4 с исЗ 3 1646735 А 1 1)5 В 23 К 1/00// В 23 К 103;10 паику узел размещают на столе вакуумной печи, производят вакуумирование объема печи и нагрев паяемого узла, После достижения паяемым узлом температуры 350 - 400 С вокруг узла устанавливают негерметичный экран с источником паров магния. Осуществляют дальнейший нагрев узла до температуры пайки, выдержку прИ этой температуре и охлаждение. После охлаждения узла до 400 - 450 С экран убирают и продолжают дальнейшее охлаждение без экрана. Отсутствие экрана на более ранней стадии нагрева улучшает условия дегаэации узла и сокращает цикл пайки, а снятие экрана при охлаждении ускоряет процесс охлаждения, что повышает механические свойства соединений и материала и сокращает цикл пайки. 1 ил 1 табл. точником паров магния 5. Осуществляют дальнейший нагрев узла до температуры пайки, выдержку при этой температуре и охлаждение, После охлаждения узла до 400 - 450 С экран 4 убирают и продолжают дальнейшее охлаждение беэ экрана,Устанавливание экрана 4 после нагрева узла 1 до 350-400 фС и удаление его после охлаждения до 400-450 С обеспечивают положительную работу экрана в период испарения магния.Процесс пайки узла под экраном производится только во время испарения магния, а не в течение всего термического цикла пайки. Минимальная температура 350 С, при которой устанавливают экран с источником паров магния, выбрана исходя иэтемпературы начала испарения источников магния, При нагреве ниже укаэанной температуры, когда магний еще не испаряется, происходит эффективная дегаэация адсорбированной и кристаллизационной влаги с поверхности паяемых узлов, которая удаляется в вакуумную систему печи, Благодаря этому снижается рост окисной пленки на поверхности алюминиевых сплавов, что способствует повышению качества паяных соединений. Кроме того, отпадает необходимость изотермических выдержек при нагреве до этой температуры для поддержания требуемого вакуума, что сокращает длительность нагрева паяемого узла.При 400 С необходимо закончить операцию установки экрана с источником паров магния. При нагреве выше укаэанной температуры может происходить интенсивное испарение магния непосредственно в вакуумную систему печи. Это значительно снижает функцию источников паров магния под экраном по удалению окисной пленки с поверхности паяемых узлов и ведет к загрязнению стенок рабочего объема вакуумной печи, Максимально допустимая температура 450 ОС, при которой убирают экран при охлаждении спаянных узлов, выбрана с той целью, чтобы сохранить высокое качество паяных соединений.При охлаждении узла без экрана выше укаэанной температуры возможно испарение магния с поверхности паяных швов, что приводит к снижению механических свойств паяных соединений.Минимальная температура 400 ОС, при которой охлаждение спаянного узла производится под экраном, выбрана из условия обеспечения повышения скорости его охлаждения до комнатной температуры.Такой режим охлаждения сокращает термический цикл пайки.П р и м е р. Проводят пайку стандартных образцов размером 20 60 3 мм с величиной нахлестки 3 мм. Один из образцов изготавливают из алюминиевого сплава марки АМц, другой - иэ сплава АМцРС, плакирбванного силуминовым припоем.Перед началом пайки ма внутренней поверхности стенок экрана 4 закрепляют навески магния 5 и устанавливают контейнер в верхнее положение за счет сжатия силь- фона 6 при откачке иэ него газа вакуумным насосом 7,После установки собранного под пайку узла 1 на рабочем столе 2 производят вакуумирование рабочего объема печи до остаточного давления 1 10 -5 10 мм рт.ст, и 5 10 15 20 25 30 35 40 45 50 55 1 осуществляют нагрев узла по режиму пайки,При достижении температуры 350- 400 С опускают экран 4 до соприкосновения с рабочим столом 2 за счет растяжения сильфона 6 при подаче в него газа по системе трубопроводов иэ газового баллона В.Дальнейший нагрев узла происходит в атмосфере паров магния, Пайку производят при 600 - 620 С и времени выдержки 5-10 мин, что обеспечивает формирование качественных паяных соединений силуминовым припоем.При охлаждении спаянного узла до 400 - 450 ОС экран 4 переводят в верхнее положение эа счет сжатия сильфона 6 при откачке находящегося в нем газа вакуумным насосом.Последующее охлаждение спаянного узла осуществляют в рабочем объеме печи до комнатной температуры.В таблице приведены результаты прочностных испытаний паяных соединений, выполненных с применением предлагаемого и известного способов пайки узлов иэ алюминиевых сплавов.Для сравнения прочности свойств паяных соединений и длительности термического цикла пайки производят дополнительную пайку образцов по известному способу с экраном в течение всего процесса пайки,Использование предлагаемого способа пайки узлов из алюминиевых сплавов обеспечивает по сравнению с известным повышение прочности паяиых соединений на 15-20, что позволяет значительно улучшить эксплуатационные характеристики спаянных узлов, при этом сокращается длительность термического цикла пайки иа 20-25, что существенно влияет ма производительность вакуумной печи и снижает стоимость спаянных узлов.Формула изобретения Способ пайки узлов иэ алюминиевых сплавов припоем на основе силумина, при котором собранный под пайку узел размещают в рабочем пространстве вакуумной печи, вокруг узла устанавливают негерметичный экран с источником паров магния, производят нагрев узла в вакууме до темнературы пайки, выдержку и охлаждение, о тл и ч а ю щ и й с я тем, что, с целью повышения механических свойств в паяных соединениях и производительности процесса пайки, экран устанавливают в процессе нагрева после достижения узлом температуры 350-400 ОС и убирают в процессе охлаждения при 400-450 С.646735 дав Составитель Л.Абросимоваактор И,Шмакова Техред М.Моргентал Коррек вку аказ 1367 Тираж 535 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ 113035, Москва. Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина. 101
СмотретьЗаявка
4687896, 10.05.1989
ПРЕДПРИЯТИЕ ПЯ В-2190
СУСЛОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, БАТОВ ЛЕОНИД ПАВЛОВИЧ, КАЛИНИН ЮРИЙ НИКОЛАЕВИЧ, ХМЫЛОВ ГЕОРГИЙ ИВАНОВИЧ
МПК / Метки
МПК: B23K 1/00
Метки: алюминиевых, пайки, сплавов, узлов
Опубликовано: 07.05.1991
Код ссылки
<a href="https://patents.su/3-1646735-sposob-pajjki-uzlov-iz-alyuminievykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ пайки узлов из алюминиевых сплавов</a>
Устройство для регулирования температуры печей

Номер патента: 570034
Опубликовано: 25.08.1977
Авторы: Вшивцев, Майстренко, Машков, Раутенштейн, Фрадкин
МПК: G05D 23/185
Метки: печей, температуры
...температуры на выходе из печей 1, каждый иэ которых состоит из последовательно включенных датчика температуры . термопары 2; электропневмопреобразователя 3, регулятора температуры 4 и регулирующего клапана 5, установленного в магистрали топлива 6 на входе в каждую печь, последовательно включенные датчик давления 7 в магистрали топлива, регулятор давления 8 и регулирующий клапан 9, установленнъсй в магистрали топлива, а также сумматор 10, входами подключенный к выходам регуляторов температуры 4, а выходом - к входу блока коррекции 11 с зоной нечувствительности, выход которого соединен с камерой задания регулятора давления 8,20Работает устройство следующим образом.Регуляторы 4 и 8 сравнивают текущие значения параметров с заданными и...
Устройство для автоматического регулирования температуры печи и т. п.

Номер патента: 13832
Опубликовано: 31.03.1930
Автор: Бромлей
МПК: G05D 23/27
Метки: печи, температуры
...илц вентили, регулирующие приток топлива. Термопара, установленная в печи, температура которой регулируется, соединена с гальванометром, установленным вращением червяка 2" в такое положение, чтобы отметка заданной температуры на шкале 26 совпадала с меткой 25. Тогда, при соответствцл температуры печи с уста новленной на приборе, фотоэлементы 23,23 но освещены и реле 32,32 ф не приходят в действие, При отклонении же температуры от заданной, указатель 9 дает отсчет по шкале, а зеркало 8 направляет лучи на фотоэлементы 23 пли 23", действующие на реле 32,32 ф, прибавляющие илп убавляющие помощью вводимых ими в работу электродвигателей в прит горючего в печь,В видоизмененпи устройства, изображенного на фиг. 3,4, осветительная система 14,...
Устройство контроля температуры печи и движущегося в ней изделия

Номер патента: 631790
Опубликовано: 05.11.1978
Авторы: Казанцев, Карбышев, Курбатов, Носоченко, Тихонюк
МПК: G01K 13/06
Метки: движущегося, изделия, ней, печи, температуры
...обеспечивает достаточной достоверности полученных результатов иэ-за одноразового использования термопар.Твк как термопара имдлину, особенно при измгуры в печах большой, нроимеет место высокая вердевиа гермопары.Целью изобретения является повьцценив нвйежносги и точности измерения.Поставленная цель достигается тем, что в устройстве для контроля температуры п631790 Составитель В. ОстробовскийРедактор Е, Ервтчикова Техред НАядрейчук Корректор Н. Ковалева Заказ 633 О/41 Тираж 789 Подписное БИИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113935, Москва, Ж., Раушская наб., д. 4/5Филиал ЛГИ Патент", г. Ужгород, ул. Проектная, 4 чи и движущегося в ней изделия, содержащем термопары, соединенные со...
Система регулирования температуры печи
Номер патента: 1115019
Опубликовано: 23.09.1984
Авторы: Егоров, Иванов, Колесников, Кохан, Мухин, Храмов
МПК: G05B 13/00
Метки: печи, температуры
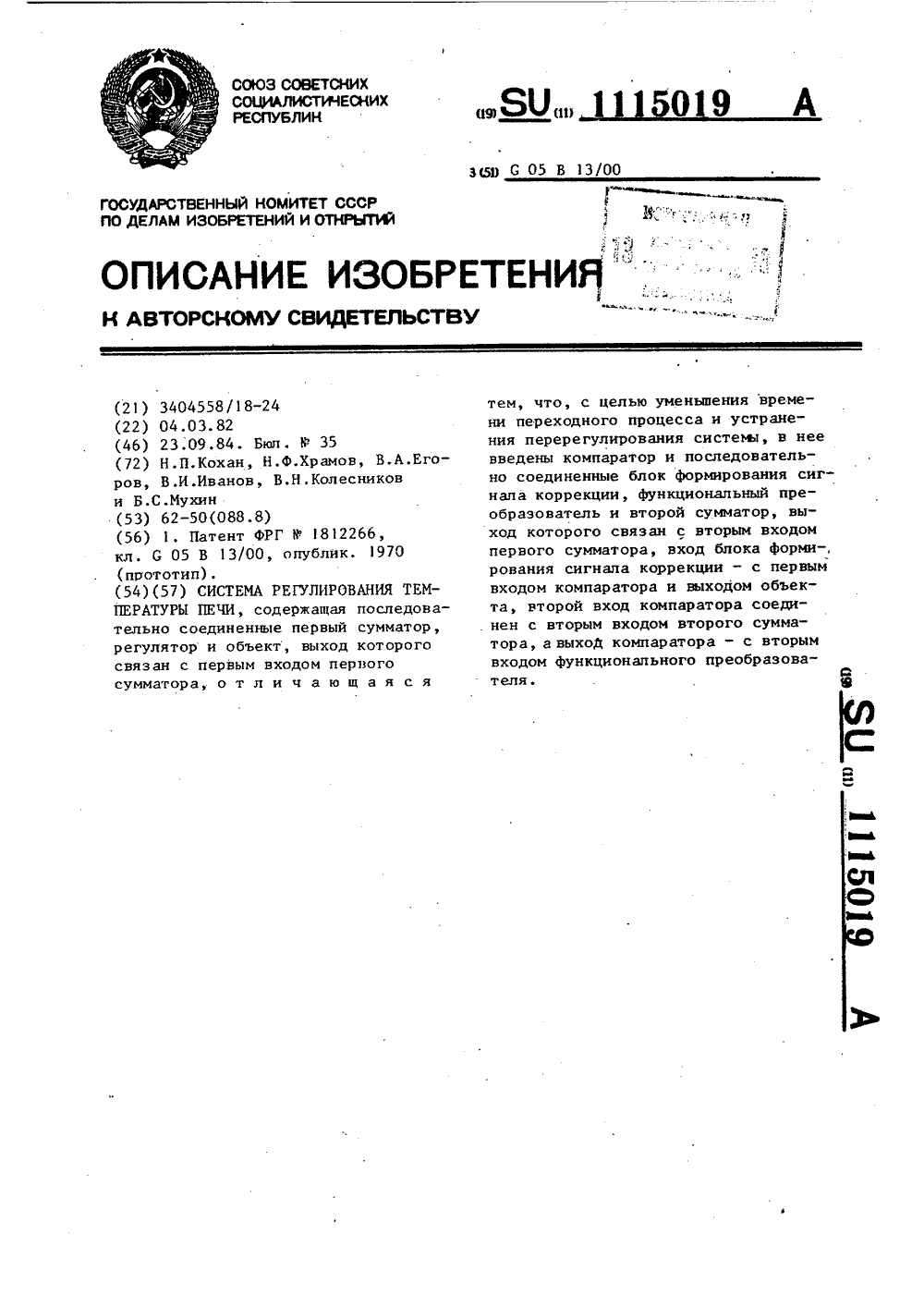
...- с вторымвходом функционального преобразователя,На чертеже приведена блок-схема 4 Опредлагаемой сиСтемы.Система состоит из первого сумматора 1, регулятора 2, объекта 3,блока 4 формирования сигнала коррекции, функционапьного преобразователя455, второго сумматора 6 и компаратора 7. Первый сумматор 1, регулятор2 и объект 3 охвачены отрицательной обратной связью, образуя основной контур системы. Выход объекта 3 соединен с входом блока 450формирования сигнала коррекции, выход которого связан с входом функционального преобразователя 5. Выходфункционального преобразователя соединен с первым входом второго сумматора 6 выход которого связан с вто рым входом первого сумматора 1. Первый вход компаратора 7 связан с вы 19 2ходом объекта 3 и первым...
Дискретный регулятор температуры печей

Номер патента: 1288658
Опубликовано: 07.02.1987
Авторы: Клецерман, Липатов, Маевский, Масленков, Николаев, Пенский, Прохоцкий, Сорокин, Страхов
МПК: G05D 23/22
Метки: дискретный, печей, регулятор, температуры
...Т , возникаетопять сигнал разбаланса, который переводит движок в крайнее левое положение. Нагреватель отключается, тем 1пература в печи начинает остыватьдо Т х . При Тх появляется сигналразбаланса, после чего нагревательснова включается и т,д. Изобретение относится к устройствам управления технологическими процессами, а именно к дискретным регуляторам температуры, и может бытьиспользовано, например, в металлургическом производстве или производстве интегральных схем,. Цель изобретения - повышение точности регулятора.На чертеже представлена блок-схема дискретного регулятора температуры печей для и+1=3 термопар и двухампул с эталонными веществами.Дискретный регулятор температурыпечей содержит печь 1, набор ампул2(п=2) с эталонными...
Предыдущий патент: Устройство для перфорации электрохимическим струйным методом
Следующий патент: Установка для электродуговой наплавки
Случайный патент: Преобразователь частоты