Способ изготовления нетканого материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
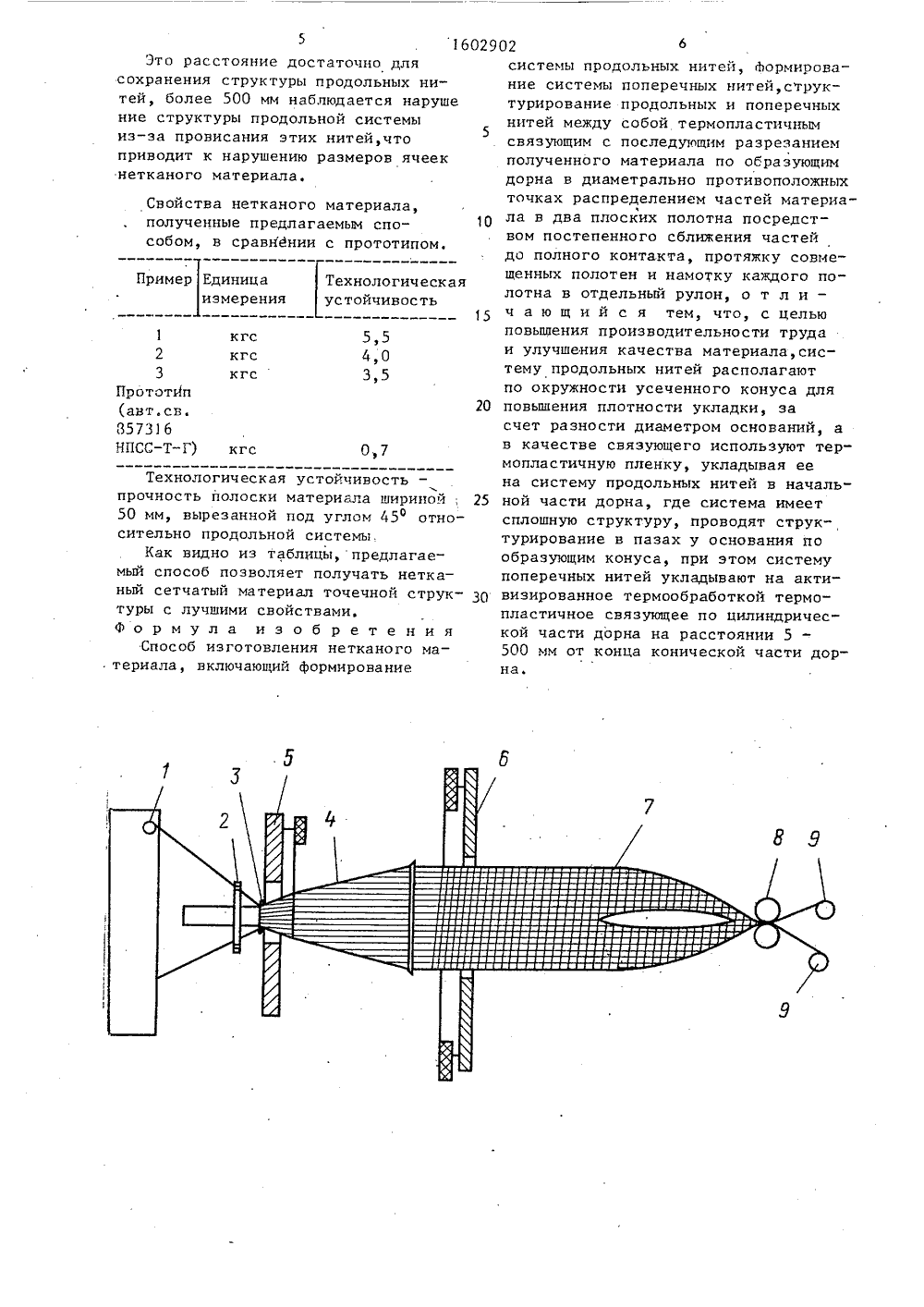
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК САНИЕ ИЗОБРЕТЕНИЯ кокин,детельство СССР Н 3/00, 1981. БЛЕНИЯ НЕТКАНОГО олоиаобретение относи изготовления нет я к т ных ма и стояриентированных матер их из продольных и п ем нитей, склеенныхЦель изобретения зводительности труда ачества материала. л оперечных сисмежду собой. повышение про шен е дана технологическая На чертма осущ лагаемог ствлени пособа. Продольаправляют е нити 1 шпулярникдиска 2,ра отверстиределяюще комерно ра ГОСУДАРСТВЕННЫЙ КОМИТЕТПО .ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ВТОРСНОМУ СВИДЕТЕЛЬСТВ 1(57) Изобретение относится к технологии изготовления нетканых материалов и позволяет повысить производительность труда и улучшить качество.материала. Способ изготовления нетканого материала включает формированиесистемы продольных нитей, формирование системы поперечных нитей, структурирование продольных и поперечныхнитей между собой термопластичным частности нетканых клееных(51) 5 0 04 Н 3/00 связующим, разрезание полученногоматериала по образующим дорна в диаметрально противоположных точках,расправление частей материала в дваплоских полотна посредством постепенного сближения частей до полногоконтакта, протяжкусовмещенных полотен, намотку каждого полотна в отдельный рулон, при этом систему продольных нитей располагают по окружности усеченного конуса, а в качестве связующего используют термопластичную пленку, укладывая ее на систему продольных нитей в начальнойчасти дорна, проводят структурирование в пазах у основания по образующим конуса, причем систему поперечныхнитей укладывают на активированноетермообработкой термопластичное связующее по цилиндрической части дорнана расстоянии 5-500 мм от конца конической части дорна, 1 табл 1 ил. ружности и через собирающее кольцо 3 направляют по поверхности конического обогреваемого дорна 4, Движущуюся по коническому дорну систему продольных нитей, имеющую в начале конического дорна сплошную структуру, обматывают.с помощью первого ротора 5 термопластичной пленкой, разматывающейся с установленных на роторе паковок. Термопластичную пленку расплавляют и термопласт фиксируют на видимой, наружной поверхности стеклянной комплексной нити.Натяжение термопластичной пленки к продольным комплексным нитям осу1602902 д орна имеются распределительные пазыдля структурирования продольной 1 Осистемы.Поверх структурированной продольной системы стеклянных нитей на обогреваемой цилиндрической части дорнанаматывают стеклянные нити поперечной системы с помощью второго ротора6, на расстоянии 5 - 500 мм от концаконической части дорна, При дальнейшем движении сФормированного материала вне контакта с цилиндрическим 20дорном термопласт застывает, скрепляя системы нитей,Получаемый в виде рукава материал,разрезают в двух противоположныхместах ножами 7, разворачивают в два 25плоских полотна, пропускают междутянущими валиками 8 и наматывают врулоны 9,Намотка поперечных нитей на цилиндрической части дорна с помощьюротора 6 на расстоянии менее 5 ммот конца конической части дорна,гдерасположены распределительные пазы,нецелесообразна из-за возможности задевания продольных нитей пазами конического дорна. Намотка длиной более500 мм приведет к нарушению структуры продольной системы из-эа возможного провисания этих нитей.Примеры осуществления способа, 40Все примеры были реализованы наспециально разработанной для этойцели установке, обеспечивающей получение нетканого материала с разными размерами ячеек. 45П р и м е р 1. Продольные нитииз стеклянного волокна алюмоборосиликатного состава в количестве 100 шт равномерно распределяют по окружности конического обогреваемого дорна диаметром 60 мм. Движущуюся по коническому дорну систему продольных нитей, имеющую сплошную структуру, обматывают с помощью первого ротора полиэтиленовой пленкой шириной 100 мм55 Температура на поверхности коничесР кого дорна составляет 200 С.Термопластичная пленка расплавляется, переходит в вязко текучее состояние иП р и м е р 3. По примеру 1 и 2 при получении нетканого сетчатого материала точечной структуры намотку поперечных нитей осуществляют на расстоянии 500 мм от конца конической части дорна, где расположены распределительные пазы. ществляют за счет конической поверхности дорна, за счет термоусадки полимер:ой пленки, В дальнейшем,двигаясь го поверхности конического дор -5 на и одольные нити располагаются на определенном расстоянии друг от друга. В концевой части конического Фиксируется на видимой, наружной поверхности продольных нитей.В дальнейшем, двигаясь по поверхности конического дорна, продольные нити располагают на расстоянии 5 мм друг от друга с помощью распределительных пазов, установленных на концевой части конического дорна.Диаметр основания конического дорна 160 мм, а длина конического дорна - 200 мм. Далее продольные нити, расположенные друг от друга на расстояние 5 мм, перемещают по цилиндрической части дорна, температура на поверхности которого составляет .200 С.Поверх продольной системы нитей на обогреваемой цилиндрической части дорна наматывают стеклянные нити поперечной системы с помощью второго ротора на расстоянии 5 мм от конца конической части дорна. Расстояние поперечных нитей друг от друга также составляет 5 мм.При дальнейшем движении сФормированного материала с размерами ячеек 5 х 5 мм вне контакта с дорном термопласт застывает, скрепляя системы нитей в местах их пересечения.Получаемый в виде рукава материал точечной структуры разрезают в двух диаметрально противоположных местах ножами, разворачивают в 2 плоскостях полотна, проводят между тянущими валиками и наматывают в рулоны.П р и м е р 2. По примеру 1 при получении сетчатого материала точечной структуры с размерами ячеек 10 х х 10 мм берут количество продольных нитей 50 шт.Распределение продольных нитей у основания конического дорна осуществляют через пазы, Диаметр окружности конического дорна 30 мм при получении материала размерами ячеек 10 х 10 мм принимается с .целью сохранения сплошной структуры у окружности конического дорна, где систему продольных нитей обматывают термопластичной пленкой.1602902ьсистемы продольных нитей, Ьормирование системы поперечных нитей, структурирование продольных и поперечных нитей между собой термопластичньы связующим с последующим разрезанием полученного материала по образующим дорна в диаметрально противоположных точках распределением частей материала в два плоских полотна посредством постепенного сближения частей Это расстояние достаточно для сохранения структуры продольных нитей, более 500 мм наблюдается наруше ние структуры продольной системы из-за провисания этих нитей,что5 приводит к нарушению размеров ячеек нетк а ного мат ери ала . Свойства нетканого материала,полученные предлагаемым способом, в сравнении с прототипом. Пример Единицаизмерения 1 2 3 Прототип (авт.св.357316 НПСС - Т-Г) кгс кгс до полного контакта, протяжку совмещенных полотен и намотку каждого по- Технологическаялотна в отдельный рулон, о т л и - устойчивость ч а ю щ и й с я тем, что, с целью повышения производительности труда кгс и улучшения качества материала,систему продольных нитей располагают кгспо окружности усеченного конуса для 20 повышения плотности укладки, за счет разности диаметром оснований, а в качестве связующего используют термопластичную пленку, укладывая ее Технологическая устойчивость - на систему продольных нитей в начальпрочность полоски материала шириной; 25 ной части дорна, где система имеет 50 мм, вырезанной под углом ч 5 ч отно- сплошную структуру, проводят струк- сительно продольной системы, турирование в пазах у основания поКак видно из таблицы, лредлагае- образующим конуса, при этом систему мый способ позволяет получать нетка- поперечных нитей укладывают на актиный сетчатый материал точечной струк визированное термообработкой термотуры с лучшими свойствами. пластичное связующее по цилиндричес- Ф о р м у л а и з о б р е т е н и я кой части дорна на расстоянии 5 -Способ изготовления нетканого ма мм от конца конической части дортериала, включающий формирование на.
СмотретьЗаявка
4476546, 24.08.1988
ПРЕДПРИЯТИЕ ПЯ М-5314
ХОСТЕГЯН СЕТРАК АРУТЮНОВИЧ, ДОБРОСКОКИН НИКОЛАЙ ВАСИЛЬЕВИЧ, РАДЧУК НИКОЛАЙ МИХАЙЛОВИЧ, КАЛИМУЛИН ГАФУР ХАСИМЕНДИНОВИЧ, ХОРОШКО АНАТОЛИЙ АЛЕКСАНДРОВИЧ, АСКЕРОВ НИЗАМИ ГУСЕЙН ОГЛЫ
МПК / Метки
МПК: D04H 3/00
Метки: нетканого
Опубликовано: 30.10.1990
Код ссылки
<a href="https://patents.su/3-1602902-sposob-izgotovleniya-netkanogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления нетканого материала</a>
Способ измерения дробной части сдвига двух систем интерференционных полос в интерферометрах и устройство для осуществления этого способа

Номер патента: 124676
Опубликовано: 01.01.1959
Автор: Власов
МПК: G01B 9/02
Метки: двух, дробной, интерференционных, интерферометрах, полос, сдвига, систем, способа, части, этого
...можно объективно и с высо. кой точностью измерить дробную часть смещения интерференционных полос, причем и качестве интерферометра используется интерферометр Кастерса или Жамена, Обе системы пнтерференционных полос, даваемые сравниваемыми образцами, приводятся в равномерное движенис. При сравнении, например, концевых мер это достигается равномерным перемещением с помощью синхронного мотора 1 1 см. чертеж) предметного столика с концевыми мерами 2. Обе системы интерференционных полос сравниваемых образцов проектируются: помощью щели 3 и двух призм 4 на два фотоумножителя 5. Разность фаз синусоидальных напряжений, возникающих на выходе фотоумножителеи, пропорциональ. на смещению полос и может быть измерена с высокой точностью фазометром,...
Приспособление к прибору продольного профиля путеизмерителя системы долгова для устранения ошибки от инерции отвеса

Номер патента: 17302
Опубликовано: 30.09.1930
Автор: Леонтовский
МПК: E01B 35/04
Метки: долгова, инерции, отвеса, ошибки, прибору, продольного, профиля, путеизмерителя, системы, устранения
...частей данного припособления.Отвес-маятник Х измерительного приора имеет вращение на оси О, на проолжениях каковой оси в обе ее сторонй асажены конические зубчатые шестерни а 1 а 2, при чем шестерня а, связана свраающимся колесом вагона, а шестерня а, :естко соединена с маховичком Ф. Шегерни а, и а 2 насажены свободно на сях их вращения и для:передачи вра-,щения от шестерни а, к шестерне а 2 служит коническая шестерня 6, свободно насаженная на отросток о, жестко скрепленный со стержнем маятника, Ось с вращения шестерни 6 расположена в плоскости качания маятника, так что при его отклонении в ту или другую сторону шестерня б постоянно остается в сце-плении с шестернями а, и а,При ускорении движения вагона в сторону, указанную на...
Замок для соединения частей подвесной системы парашюта

Номер патента: 61215
Опубликовано: 01.01.1942
Автор: Палачёв
МПК: B64D 17/38
Метки: замок, парашюта, подвесной, системы, соединения, частей
...форма выполнения изобретения представлена на фиг. 1 - вид сверху и фиг. 2 - продольный разрез. Пряжка 2 имеет крышку 8, которая соединена с ней осями 7 и 11. На оси 7 укреплена защелка 5, подпружиненная пружиной 8 и снабженная на конце шпонкой б.При введении под крышку 3 пряжки 1 защелка 5 под влиянием пружины 8 своей шпонкой б войдет в отверстие пряжки 1.Для предохранения от самопроизвольного растегивания защелки 5 в крышке 3 установлены два предохранителя 4. Предохранители 4 по- воротно установлены на осях 1 З и подпружинены пружинами 10. В нормальном положении концы предохранителей 4 удерживают защелку 5 в опущенном, включенном, положении. Приподнять защелку 5 возможно лишь в случае отведения концов предохранителей 4 от защелки 5...
Погрузчик непрерывного действияизвестны погрузчики непрерывного действия с рабочим органом, выполненным в виде шнека, имеющего в заборной части коническую форму, переходящую в цилиндрическую. заборная часть шне

Номер патента: 174127
Опубликовано: 01.01.1965
Авторы: Анспакс, Галван, Стравинский
МПК: B65G 65/22
Метки: виде, выполненным, действия, действияизвестны, заборная, заборной, имеющего, коническую, непрерывного, органом, переходящую, погрузчик, погрузчики, рабочим, форму, цилиндрическую, части, часть, шне, шнека
...В зоне выгрузкишнек представляет собой радиальную лопатуа, параллельную его оси, переходящую в обратный виток шнека. Шнек монтируется в под 5 шипниках 5 и б и приводится во вращениецепной передачей 7 от вала 8 через реверсивный редуктор 9, цепную передачу 10 и карданную передачу 11 от вала отбора мощноститрактора. Он размещен в кожухе 12, который10 имеет окно б для выгрузки груза и вырез в,в заборной части, выполненный по всей длинепоследней, Кожух соединен с рамой 13 погрузчика при помощи оси 14, установленной наклонно относительно вертикальной и горизон 15 тальной плоскостей,В рабочем положении погрузчикется гидроцилиндром 15, который ч ехранительный клапан 1 б соедине г рстемой трактора,20 Рама 13 с рабочим органом навешивается...
Синхронизатор приемной части телевизионной системы

Номер патента: 1548866
Опубликовано: 07.03.1990
Авторы: Белозеров, Круглов, Шашкин
МПК: H04N 5/04
Метки: приемной, синхронизатор, системы, телевизионной, части
...последовательность тактовых импульсов, которая отличается высокой синхронностью по отношению к последовательности внешних импульсов синхронизацииПри пропадании внешних импульсов синхронизации блок 4 на основании вы-: ражений (1) и (2) осуществляет форми. рование кода коррекции фазы сигнала опорного генератора 1. При этом импульсные последовательности тактовых импульсов на счетнь;х входах делителя 5 частоты и счетчика 7 остаются синфазными с источником внешних импульсов синхронизации, Работа остальных блоков синхронизатора аналогична прототипу;,Сигнап с выхода делителя 5 частоты, поступив на сбросовый вход триггера 6, устанавливает его в состояние, при котором потенциал на его выходе принимает значение логического 0. Вьход триггера 6...
Предыдущий патент: Способ обработки заготовки валяной обуви
Следующий патент: Устройство для настрачивания отделочной полосы с кантами на швейную деталь
Случайный патент: Устройство для поперечной резки эластичного шнура