Способ сварки цилиндрических полых деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
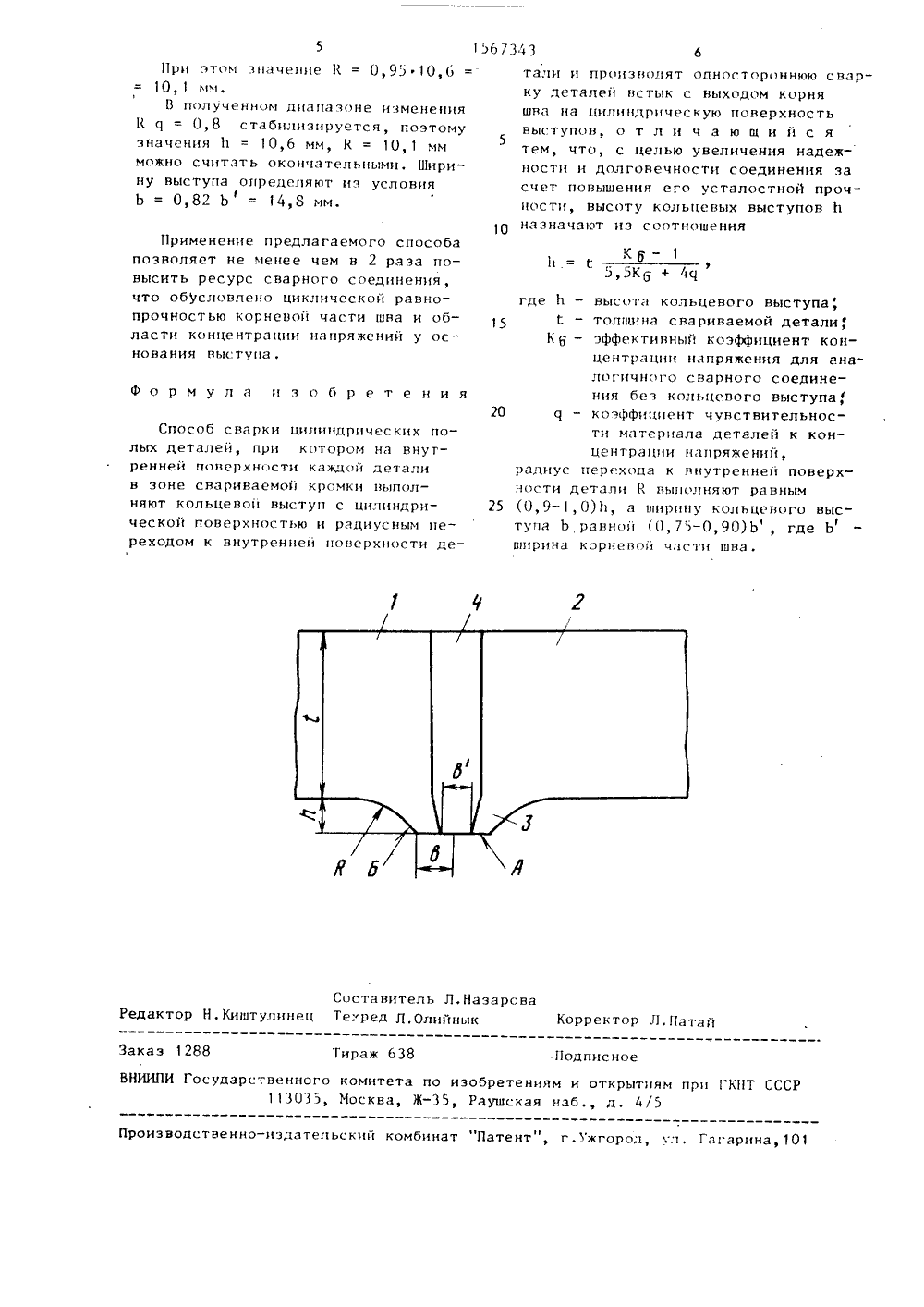
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 9) 1)1) В 23 К 31/ 43 ИЕ ИЗМУ СВИДЕТЕ РЕ Т ВТОРС цо оже ггь и зоа норугих от энергомаслях машиии ечности с я его ус утренней неция з стцой г ет повышеости. На еталей 1 и мок выпол высотой верхцос иваемых е сва Сухиняют кольц Ь = с(Кявыступь 5 К+49), ьгх кромо чи тол эффции нин щица свариваетинный коэффипряжений для ент конце сти М.: огичного сварно о вьступа, ельцости м во СССР 00, 1973. ДРИЧБСКИХ к к итра от д пнапр териала деталеи жений. Радиус и ки к цилиндриче тупа К берут ра рину выступа Ь(0,75-0,90) Ъ, вой части сварн а канавсти выс )Ь, ши- Ь а корнеереход ской п вным ( ЛИН оверхно 0,9-1,( варк и лов е Ь ки цилиц преимуще шири 4 1 о ш ится к сварке, сварки цилиндр На чертсварного с На внут же пре единени дставлеца схем я. енней 1 и 2кромо рхцости каждо цой Т в зоне реимуществе 3 деталеисвариваемых о плуа може цессе экрузки, и выполняю т кольцетой 1, Перео.ерхностА ьстхности дета.ейповерхности Б с чео детачи 1 и ой встык и свари еские н .вано в тации циклич быть исполня нии и других вой выступцилицдрическ внутренне 3, высо кой тповер энергомашиностро енност ние ца промышл увеличе трасля ль изобретеци 2 осуществл радиусом К, собирают ме яют на инециятной усталос за счет оьенпрочности,жт, со ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГННТ СССР(71) Научно-производствецное объединение по технологии машиностроения"ЦНИИТМаш и Производственное объее атомного турбострое ий турбинный завод" им(54) СПОСОБ СВАРКИ ЦИПОЛЫХ ДБТАЛГЙ(57) Изобретение относа именно к способам сварических полых деталей,Изобретение откос а именно к способам ческих полых детале цо испытывающих в пр ежности и долговечности с ытывающих в процессе зк танин циклические нагрузки,ностроения. Целью изобретения является увеличение надежности и долгоединения без кольце коэффициент чувстют односторонним швом 4 любым известным способом. Ширина корневой части шва 4, выходящая на цилиндрическую поверхность выступов А, составляет ЬВысоту Ь выступа 3 назначают из соотношения К - 15, 5 К+4 Ч 10 где К - эффективный коэффициент концентрации напряжений для аналогичного сварного соединения без выступов, 15 Ч - коэфФициент чувствительности материала детдлеи к концентрации напряженй.Радиус перехода К выполняют равным (0,9-1,0)1, а ширину кольцевых выступов Ь = (0,75-0,9)Ь.Ширину выступа Ь нельзя выбирать в зависимости от высоты выступа Ь, так как в ряде случаев высота выступа может быть незначительной. Не целесообразно связывать выбор высоты выступа с глубинои концентраторов напряжений, При характеристике сопротивления устдлости материала указанных зон сварного соединения крите рий оптимальности сводится к следующему: сварное соединение с разгруждющим выступом оптимально при равенстве эффективньх коэффициентов концентрации напряжении К 1 в основном ме 35 талле и в корне шва при минимальном значении теоретического коэффициента концентрации напряжений у основавстык изделии ширина шва, как правило, не превышает 20 мм. Зависимости для выбора К-основного 5 О геометрического размера выступа установлены для изменения К=(0,9-1,0)Ь. В случае К ( 0,91 сопротивление усталости основания выступа может оказаться существенно меньше )5 корня шва. Для К;1,0 Ь наряду со снижением разгрузки корневой части шва может быть нарушено условие его ультразвукового контроля (одного из ния выступа.При увеличении Ь более чем Ь0,9 Ь при прочих равных условиях эффект разгрузки уменьшается на 457., а коэффициент концентрации напряжений в основании выступа увеличивается на 127. При этом исходили из того, 45 что в практике односторонней сварки основных методов неразрушающего конт.роля сварных соединений).Зависимости для Ь получены из критерия оптимальности сварного соединения в виде /,э = М К /Ч (1 Ч) /Ч 1где Я сА- линейные функции отЬ/т, соответственно коэффициент концентрации напряжений у основания выступа и коэфрициент снижения напряжений в корневой части шва,Расчет 1 ведут методом последовательного приближения, так кдкГ(6 О,)/б, К). Находят Ь для Ч- Г(1)о,а/бь = с,К;) с заданным К;определяют К иэ условия К=(0,9-1,0)Ьи сравнивают с заданным и т,д,Процесс определения Ь упрощается тел,что Ч в области конструктивных концентраторов напряжений в большейстепени зависит от механическихсвойств материала ( 1 зо,)/ь), чем отЬ. Ширину выступа находят из условия Ь = (0,5-0,9)Ь . Разгруждющийкольцевой выступ выполняют согласноопределенных значений Ь, К, Ь.П р и л е р. Гваривали двухдисковую модель (полые кольца) роторатурбины низкого давления Р%1 К/3000, выполненную иэ стали 34 ХМ,у которой отношение бо,д /6 б = 0,6,где 6 о,), ь - соответственно пределтекучести и предел прочности.Высота шва 80 мм, ширина корняшва Ь = 18 мм.По известной методике определяютэффективный коэффициент концентрациинапряжений К сварного соединениябез разгружающего выступа, Для сварного соединения с неудаленным корнем, надрывами в зонах здшпаковок Ксоставил Кб .5,3 (дефект в корне швдгпубинои хЗ мм). Для конструкционных сталеи в среднем Ч = 0,6-1 в области конструктивных концентраторовнапряжений. Выбирают Ч = 0,6 (для Ки б 1),о/бр = 0,6), определяютвысоту Ь разгружающего выступа5,3 - 1Ь 80 5 5 5 3 4 0 6 - 109 ммНаходят К из условия К=0,95 110,4 мм.Определяют 1 исходя из уточненного значенияЧ - (6 о /ВК = 10,4) = О,Е,5,3 - 110,6 мм156 7343 Применение предлагаемого способапозволяет не менее чем в 2 раза пок-65,5 К 6 + 4 Ц высить ресурс сварного соединения,что обУсловлено циклической равнопрочностью корневой части шва и области концентрации напряжений у основания выступа Формула изобретения Способ сварки цилиндрических полых деталей, при котором на внутренней поверхности каждой детали в зоне свариваемой кромки выполняют кольцевой выступ с цилиндрической поверхностью и радиусным переходом к внутренней поверхности деСоставитель Л,Назарова Редактор Н,Киштулинец Те. ред Л,Олийньис Корректор Л.ЛатайЗаказ 1288 Тираж 638 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., д, 4/5Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина, 101 При этом значение К = 0,9510,6 - 10,1 мм.В полученном диапазоне изменения К с = 0,8 стабилизируется, поэтому значения 11 = 10,6 мм, К = 10,1 мм можно считать окончательными. Ширину выступа определяют из условия Ь = 0,82 Ъ = 14,8 мм. тали и производят одностороннюю сварку деталей встык с выходом корня шва на цилиндрическую поверхность выступов, о т л и ч а ю щ и й с я 5тем, что, с целью увеличения надежности и долговечности соединения за счет повышения его усталостной прочности, высоту кольцевых выступов 11 назначают из соотношения где Ь - высота кольцевого выступа,толщина свариваемой детали,К я - эффективнь 1 й коэффициент концентрации напряжения для аналогичного сварного соединения без кольцевого выступа ф 20 коэффициент чувствительности материала деталей к концентрации напряжений,радиус перехода к внутренней поверхности детали Р выполняют равным 25 (0,9-1,0)Ь, а ширину кольцевого выступа Ь,равной (0,75-0,90)Ъ, где Ъширина корневой части шва.
СмотретьЗаявка
4399310, 26.01.1988
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ "ЦНИИТМАШ", ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ АТОМНОГО ТУРБОСТРОЕНИЯ "ХАРЬКОВСКИЙ ТУРБИННЫЙ ЗАВОД" ИМ. С. М. КИРОВА
ПОПОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, ЗУБЧЕНКО АЛЕКСАНДР СТЕПАНОВИЧ, НАЗАРУК ВАЛЕРИЙ БОРИСОВИЧ, БУГАЕЦ АНАТОЛИЙ АЛЕКСАНДРОВИЧ, СУХИНИН ВИКТОР ПАВЛОВИЧ, ВОЛИЧЕНКО НИКОЛАЙ ПАВЛОВИЧ, ОВЧИННИКОВ АЛЕКСАНДР ВИКТОРОВИЧ, ДРОБАХИН ГЕОРГИЙ АНАТОЛЬЕВИЧ, ТУТЫНИН ВЛАДИСЛАВ КОНСТАНТИНОВИЧ
МПК / Метки
МПК: B23K 31/02
Метки: полых, сварки, цилиндрических
Опубликовано: 30.05.1990
Код ссылки
<a href="https://patents.su/3-1567343-sposob-svarki-cilindricheskikh-polykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ сварки цилиндрических полых деталей</a>
Способ получения сварного соединения

Номер патента: 1127727
Опубликовано: 07.12.1984
Авторы: Иохимович, Рублевский, Яцко
МПК: B23K 33/00
Метки: сварного, соединения
...ограничивают зону пластической деформации возле стыка. Указанные наплавки позволяют осуществить предварительную деформацию конца трубы в сторону увеличения проходного сечения.При стыковке концов труб зазор соединяют рядом поперечных к зазору, отстоящих друг от друга валиков, расположенных в промежутках между валиками, предварительно наплавленными до стыковки труб.Соосное расположение концов трубы осуществляется, например пластинами, радиально расположенными относительно поверхности трубы и прихваченными к трубам за пределами стыка, или при помощи иного приспособления, обеспечиваюшего закрепление труб на время сварки стыка за пределами сварного соединения.Наплавки на скосах разделки и соединение зазора отстоящими валиками есть...
Сварное соединение

Номер патента: 743818
Опубликовано: 30.06.1980
Авторы: Баринов, Бирюков, Веригин, Герасименко, Краснов, Панов, Перфилов
МПК: B23K 33/00
Метки: сварное, соединение
...выполняют выступ 4 и канавку 5, При сваркев стык цилиндрических деталей (см. фиг.4), в последних, кроме выполнения выступа и канавки, необходима еще одна дополнительная операция, обеспечивающая сборку деталей, - фрезеровка симметрично расположенных пазов в обеих деталях. Присборке, когда детали вошли одна в другую,их необходимо развернуть в противоположные стороны на небольшой угол до полногозацепления,Из экспериментальных данных установлено, что канавку необходимо располагать открая кромки на величину, несколько боль743818 Ф шую, чем ширина канавки, чтобы избежать смятпя пояска, остающегося и краю кромки.Способ был опробован на установке ЭЛУс пушкой ЭП/10 М при электронно-лучевой сварке образцов-имитаторов изделия из сплава титана...
Плоский образец для исследования влияния концентрации напряжений при циклическом нагружении

Номер патента: 932366
Опубликовано: 30.05.1982
Авторы: Батурин, Дегтярев, Попов
МПК: G01N 3/32
Метки: влияния, исследования, концентрации, нагружении, напряжений, образец, плоский, циклическом
...2 - вкд А на фиг.1.Образ ец содержит э ахватные части 1 с отверстиями 2 для закрепления образца в захватах испытательной машины и рабочую часть 3 прямоугольного сечения, выполненную с двумя сквозными прорезями 4 и 5,параллельными продольной оси образца. Прорези разделяют рабочую часть образца на три участка 6,7 и 8, Площади у астков6 и 8 в сечениях утонений 9 и 10, которые являютс я концен траторами н апряженйй в 10 - 20 раз меньше площади участка 7 образца, Данное соотношение площадей сечений участков позволяет обеспечить проведение испытания 5 в условиях жесткого циклического деформирования материала на участках 6 и 8. Для определения усилий, возникающих в сечениях утонений 9 и 10, служат тензорезисторы 11 и 12, 10При испытании...
Способ уменьшения концентрации напряжений в углах выреза полотнища судокорпусной конструкции

Номер патента: 1088981
Опубликовано: 30.04.1984
Автор: Гржебин
МПК: B63B 3/14
Метки: выреза, конструкции, концентрации, напряжений, полотнища, судокорпусной, углах, уменьшения
...образовавшихся бухтин.Поставленная цель достигается тем, что согласно способу уменьшения концентрации напряжений в углах выреза полотнища судокорпусной конструкции, заключающемуся в том, что в закруглениях выреза создают на.чальные напряжения сжатия. путем нагреЗО вания материала полотнища около зоны концентрации. напряжений до максимальной тепловой деформации нагреваемого участка полотнища, в зоне концентрации напряжений в полотнище выполняют П-образные прорези, после чего участок материала полотнища внутри каждой П-образной прорези нагревают и сваривают по кромке проре зи, перпендикулярной потоку напря жений, а затем после охлаждения нагретого вышеуказанного участка сваривают остальные кромки каждой из П-образных прорезей.На...
Способ определения показателя концентрации напряжений сыпучих материалов

Номер патента: 1696921
Опубликовано: 07.12.1991
Авторы: Каталымов, Лукьянов, Николаева, Прошунин, Шабаршова
МПК: G01L 11/00
Метки: концентрации, напряжений, показателя, сыпучих
...а изменяются скачкообразно и хаотично. Аналогичным образом изменяются и определяемые по ним величины показателя концентрации напряжений, Это позволяет сделать вывод о том, что на уровне внутренней поверхности полусферы и в относительной близости от нее действуют случайным (зависящим от параметров используемой установки) образом перераспределенные напряжения, поэтому использовать их для расчета показателя концентрации напряжений не следует,С ростом расстояний от места замера до внутренней поверхности полусферы в интервале(0,2-0,4)В величины замеряемых напряжений закономерно снижаются при увеличении площади штампа, через который приложена нагрузка, а:рассчитанные по ним значения коэффициента распределенной способности...
Предыдущий патент: Способ диффузионной сварки
Следующий патент: Способ сварки цилиндрических полых деталей
Случайный патент: 279679