Способ сварки цилиндрических полых деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
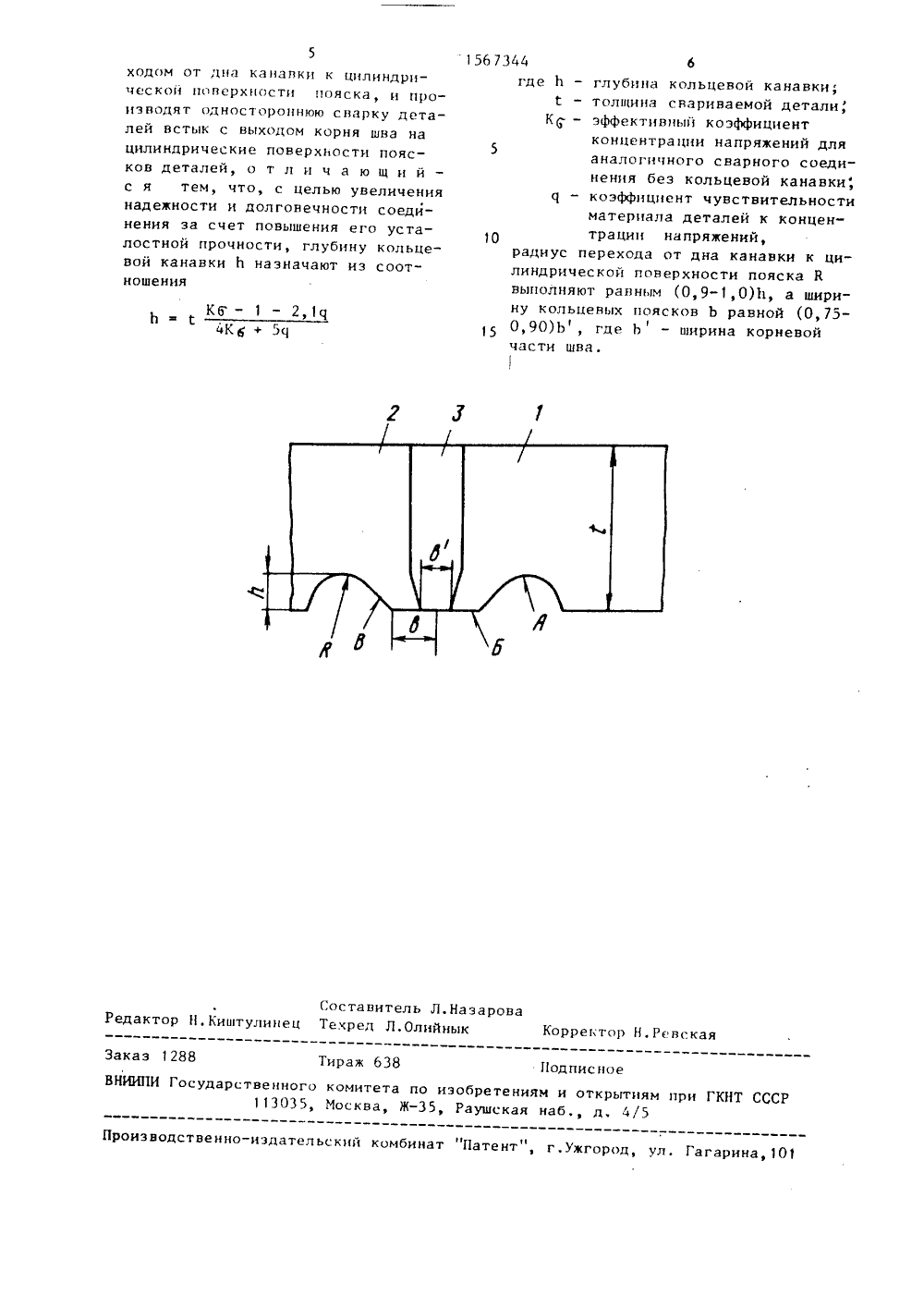
В 23 К 31/02 ОПИСАНИЕ ИЗОБРЕТЕНК А ВТОРСКОМУ СВИДЕТЕЛЬСТВУ И варке,индриИзобретен 1 а чертеже пр дстан:Генаия.Г 1011 ЕРХНос хема носит к снарк варного соедине На внутренней к спосоолых дет име м сваей, п цилиндри- мущестти каждои ески деталей толщин,;1 С в зонек выполняющих кольис пь 1 ты 11 дющихциклическиеспользовано цессе эксплузки, и может а ции свариндемых кромоценую канавку Азультате чего обр 1 убиной ыт ре гомашиностроромышленносении угих отрасл епосредиваемойневой поот дна к 1 зуется Ги к сна скип КО:1 и венно примыкаю л зобретеи долго ия - уечност его у еличен кромке цилиндриче ясок Б шириной Ь, навки А к цилиндр дежнос за сче с оедине нисталостной Дерекличссь и 1 (с у 11. овышения онерхнос тнляется Грочности кольцевого пояс ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГКНТ СССР(71) Научно-производственное объединение по технологии машГГностроения "ЦНИИТмаш" и Произнодстненное объединение атомного турбостроения "Харь ковский турбинны 1 завод им. С.М.Кирова"(56) Сб. Вопросы прочности крупных деталеи машин, 1 112, М.: Машиностро ение, 1976, с. 95-98.Авторское свидетельство СССР 9 513799, кл, В 23 К 28/00, 1973, (54) СПОСОБ СВАРКИ ЦИ.11 ПН 1 РИ(ЕСКИХ ПОЛХ ДЕТАЛЕЙ(57) Изобретение относится к с а именно к способам сварки цГ(л ческих полых деталей, преимущественн 801567344 А 1 испытывающих в процессе экс плуата циициклические ндгрузки, и может бытьиспользовано н энергомашиностроениии друг 11 х отраслях мдппГностроения.Цель изобретеГпГя - увеличение надежности и долговечности соединения засчет повышения его усталостной прочности, На внутренней поверхностГГ деталей 1 и 2 н зоне свдр 11 наемых кромоквыполняют кольц( вые канавки Л глубиной 1=(1;б-2,1(1/4 К+5, гдетолщина сваринаемых кромок, К - эффективныи коэффициент концентрациинапряжений для аналогичного сварногосоединения без кольпенои канавки,( - коэффициент чувствительности материала деталеи к концептрдции напряжени 11, Радиус переходд (т дна канавкик кольцевому цилиндрическому пояску,образовавшемуся нд свдриндемой краске берут равным (0,9-1,0)Н. Ыиринупояска Ь ныбирдют и 1 условия Ь- (0,75 - 0,90)Ь , где Ь - ширина корневой части сварного шна 3. 1 ил.по поверхности В радиусом К, послечего детали собирают между собойвстык и спаривают односторонним швом3 любым известным способом. Ширинакорневой части шва 3, выходящая цацилиндрическую поверхность пояска Б,(составляет ЬГлубину канавки Ь назначают изсоотношения Кб - 2,1 Ч4 Кб+ эЧгде К- эффективный коэффициентконцентрации напряженийдля аналогичного сварногосоединения без кольцевойканавки,"Ч - коэффициент чувствительности материала деталей к концентрации напряжений.Радиус перехода К назначают равным (0,9-1,0)Ь, а ширину кольцевых поясков Ь = (0,75-0,9)Ь.Экспериментально на тестовых моделях установлено, что в случае Ъ1,5 Ь сварка встык может привести к потере геометрии прикорневой зоны. При д1,8 Ь наблюдается снижение эффекта разгрузки корневой части шва. При увеличении Ь в два раза по отношению к Ь = 1,8 Ь при( прочих равных условиях эффект разгрузки уменьшается ца 457., а коэффициент концентрации напряжений в основании выступа увеличивается ца 127 При этом исходят из того, что в практике односторонней сварки встык изделий ширина шва, как правило, не превышает 20 мм.Зависимости для выбора К-основного геометрического размера выступа установлены для изменения К(0,9-1,0)Ь, В случае К ( 0,9 Ь сопротивление усталости основания выступа может оказаться существенно меньше корня шва. Для К 1,0 Ь, наряду со снижением разгрузки корневой части шва, могут быть нарушены условия его ультразвукового контроля (одного из основных методов нераэрушающего контроля сварных соединений). Расчет Ь ведут методом последовательного приближения, так как Ч1(бо,д/бь К) . Находят Ь, для Ч,од/у = с, К;) с заданным К определяют К из условия К=(0,9-1,0)Ь и сравнивают с заданным и т,д. Процесс определения Ь упрощается тем,что Ч в области конструктивных концентраторов цдцряжений ц большей степени зависит от механических свойствматериала (8 ад/б), чем от К,5П р и м е р. Сваривали полые кольца (диски) ротора турбины низкогодавления РНД К-65/3000, выполненные из стали 34 Х 1 М, у которойотношение 6 а 2 / 6 е = 0,6, где (,л, б -соответственно предел текучести ипредел прочности. Высота шва 80 мм,ширина корня шва Ь = 18 мм, Ио известной методике определяют эффективный коэффициент концентрации напряжений К 6 сварного соединения безразгружающей канавки. Для сварныхсоединении с неудаленным корнем, надрывами в зонах эашлаковок К 6 составил К= 5,3. В области конструктивных концентраторов напряжений Ч изменяется в пределах Ч = 0,6-1,0.Выбирают Ч = 0,6, определяют высоту Ь разгружающего выступа при наличии кольцевых канавок5,3-1-2,1 0,6Ь = 80- 10,0 им.4 5,3+5 0,630Отсюда Р = 0 95 Ь = 9 5 мм. Оп% У )ределяют Ь, исходя из уточненногозначения Ч = 0,8 (для К 9,5).5,3-1-2,10,845,3+5 0,8 8,3 мм.35При этом К = 0,95 ф 8,3 = 7,9 мм. Полученные значения Ь = 8,3 мм, К- 7,9 мм можно считать окончательными так как значения Ч стабилизируют ся: Ч = 0,8 в полученном диапазонеизменения К,Применение предлагаемого способапозволяет не менее чем в 2 раза повысить ресурс сварного соединения, что 45 Обусловлено циклической рдвцопрочностью корневой части шва и областиконцентрации напряжений у основанияпояска.50 формула изобретенияСпособ сварки цилиндрических полых деталей, при котором на внутренней поверхности каждой детали в зоне свариваемой кромки выполняют кольцевой поясок с цилиндрическойповерхностью, отделенный от остальной внутренней поверхности детали кольцевоц канавкой с радиусным пере156 7344 6где Ь - глубина кольцевой канавки;толщина свариваемой детали,К - эффективный коэффициентконцентрации напряжений дляаналогичного сварного соединения без кольцевой канавки,о - коэффициент чувствитеЛьностиматериала деталей к концен 10 трации напряжений,радиус перехода от дна канавки к цилиндрической поверхности пояска Квыполняют равным (0,9- 1,0)Ь, а ширину кольцевых поясков Ъ равной (0,750,90)Ъ, где Ь- ширина корневойчасти шва. ходом от дна канавки к цилиндрической поверхности пояска, и производят одностороннюю сварку деталей встык с выходом корня шва на цилиндрические поверхности поясков деталей, о т л и ч а ю щ и й с я тем, что, с целью увеличения надежности и долговечности соединения за счет повышения его усталостной прочности, глубину кольцевой канавки Ь назначают из соотношения Кб - 1 - 2, 1 оЬ4 К + 5 о Составитель Л.НазароваРедактор Н. Киштулинец Техред Л.Олийнык Корректор Н.Ревская Заказ 1288 Тираж 638 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раущская наб., д. 4/5
СмотретьЗаявка
4399310, 26.01.1988
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ "ЦНИИТМАШ", ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ АТОМНОГО ТУРБОСТРОЕНИЯ "ХАРЬКОВСКИЙ ТУРБИННЫЙ ЗАВОД" ИМ. С. М. КИРОВА
ПОПОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, ЗУБЧЕНКО АЛЕКСАНДР СТЕПАНОВИЧ, НАЗАРУК ВАЛЕРИЙ БОРИСОВИЧ, БУГАЕЦ АНАТОЛИЙ АЛЕКСАНДРОВИЧ, СУХИНИН ВИКТОР ПАВЛОВИЧ, ВОЛИЧЕНКО НИКОЛАЙ ПАВЛОВИЧ, ОВЧИННИКОВ АЛЕКСАНДР ВИКТОРОВИЧ, ДРОБАХИН ГЕОРГИЙ АНАТОЛЬЕВИЧ, ТУТЫНИН ВЛАДИСЛАВ КОНСТАНТИНОВИЧ
МПК / Метки
МПК: B23K 31/02
Метки: полых, сварки, цилиндрических
Опубликовано: 30.05.1990
Код ссылки
<a href="https://patents.su/3-1567344-sposob-svarki-cilindricheskikh-polykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ сварки цилиндрических полых деталей</a>
Устройство для очистки наружной поверхности подводной части судового корпуса

Номер патента: 112241
Опубликовано: 01.01.1958
Автор: Марин
МПК: B63B 59/08
Метки: корпуса, наружной, поверхности, подводной, судового, части
...от осадки судна, на вертикальных концах полос расположено несколько отверстий.На палубе подлежащего очистке судна устанавливается источник 1ного тока низкого напряжения (преобразователь или выпрямик палубе этого судна привариваются медные контакты 3.корпуса производится следующим образом.112241Установив полосы 10 в требуемое положение, в зависимости от осадки судна, заводят судно П между плотами и крепят его швартовыми к причалу, Расстояние между плотами и корпусом судна регулируется распорными брусьями 7. Затем присоединяют с помощью электрического кабеля 4 плюс источника к полосам 10, а его минус кабелем 2 соединяют с контактами 3 палубы судна. После этого включается источник тока, который пройдет по цепи от анода по электролиту...
Способ подготовки поверхности металлов перед сваркой

Номер патента: 662615
Опубликовано: 15.05.1979
Авторы: Замков, Киреев, Лапченко, Сабокарь
МПК: C23F 17/00
Метки: металлов, поверхности, подготовки, сваркой
...спиртом: сначала в и горячей (60-80 С) ванне, а затем в хо- ф н лодной (20 С ), В горячей ванне увеличи- м вается жидкотекучесть многоатомного м спирта, что способствует лучшему удале и нию. с поверхности остатков травяших ре- е активов, а в холоднойобеспечивается . 0 в достаточная вязкость защитного покрытия. пПри осуществлении предложенного н способа гспользовались следующиераст- с воры:. мЛля титана, ч, 23 л плавиковая кислота 1 . в азотная кислота 1. л глицерин ОТ 4 4 0 2 540АМГСварка непроисходит варка Сварка непроисходит 9 5 дит 21,6 ее для нанесе ия защитного покрыгликоль. При атомзавались следующие тия опробован. атилдля травления испорастворы:Йля титана, ч.плавиковая кислазотная кислотаэтиленгликольВремя травленияИля...
Установка для сборки и сварки изделий с прямолинейными сварными соединениями

Номер патента: 779162
Опубликовано: 15.11.1980
Авторы: Волынкин, Михайлов, Паллер
МПК: B63B 9/06
Метки: прямолинейными, сборки, сварки, сварными, соединениями
...пара захватов имеет силовое устройство - пневмо- или гидроцилиндр 16 и поршень 17, которое через винт 11 передает усилие на один из захватов и может его перемешать по направляющей 10 с целью растяжения деталей, которые будут зажаты в паре захватов. Все захваты могут быть при необходимости сменными и заменяться в зависимости от марки металла, толшины листов и высоты ребер,Установка работает следующим образом.При изготовлении плоской секции настенд 1 вначале укладывают полотнище 18 и вращением винта 11 передвигают захваты 5 и 6 так, чтобы захватить полотнище по кромкам с двух сторон от линии приварки ребра 19, Затем с помощью силового устройства (поршень 17 и цилиндр 16) раздвигают захваты 5 и 6 и таким образом растягивают полотнише вдоль...
Устройство для регулирования процесса дуговой сварки соединений с переменным зазором

Номер патента: 1326405
Опубликовано: 30.07.1987
Автор: Попков
МПК: B23K 9/10
Метки: дуговой, зазором, переменным, процесса, сварки, соединений
...Полученные от этих устройств сигналы суммируются в первом сумматоре 6 с сигналом задания высоты усиления шва дПолученный при этом сигнал рассог ласования передается на блок 7 управления подачей проволоки, который в зависимости от величины и знака сигнала через механизм 8 подачи электродной проволоки увеличивает или уменьшает скорость подачи проволоки 1 в сварочную дугу 2 (зону сварки) до такого значения, при котором сигнал рассогласования уменьшается до нуля,Изменение скорости подачи электродной проволоки. вызывает соответствующие изменения силы сварочного тока и напряжения на. дуге, которые Фиксируются измерителями сварочного тока 9 и сварочного напряжения 13. Сигнал об изменении силы сварочного тока поступает на второй сумматор 10, где...
Способ односторонней автоматической сварки под флюсом

Номер патента: 1787086
Опубликовано: 07.01.1993
Авторы: Генис, Левчук, Москович, Порутенко
Метки: автоматической, односторонней, сварки, флюсом
...формирующая и теплоизолирующая ползун от дуги стекл олента).Величина тока импульса 1 сви = (1,2- - 1,3)1 свп (1,2-1,370 ) выбиралась с уче 85том вышеизложенного, а также учитывалось более эффективное использование тепла за период импульса на расплавление свариваемых кромок при пульсирующем режиме (особенно при сварке по увеличенному зазору). При этом 1 свп 1 св.ст.обр. Значение выбранного сви во всех диапазонах применяемых при односторонней однопроходной сварке режимах обеспечивает 1 сви 1 св.кр =85 з(при .1 ди= Одп).Суммарное тепловложение в основной металл при сварке по предлагаемому способу примерно соответствует тепловложению при сварке стационарной дугой постоянного тока обратной плоярности,На основании статических данных...
Предыдущий патент: Способ сварки цилиндрических полых деталей
Следующий патент: Порошковая проволока преимущественно для наплавки
Случайный патент: Гидропневматический ударный механизм