Способ получения недокатов для исследования процесса формоизменения металла в очаге деформации и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1503901
Авторы: Литвиненко, Литвинов, Полторапавло, Стукалов, Феник

Текст
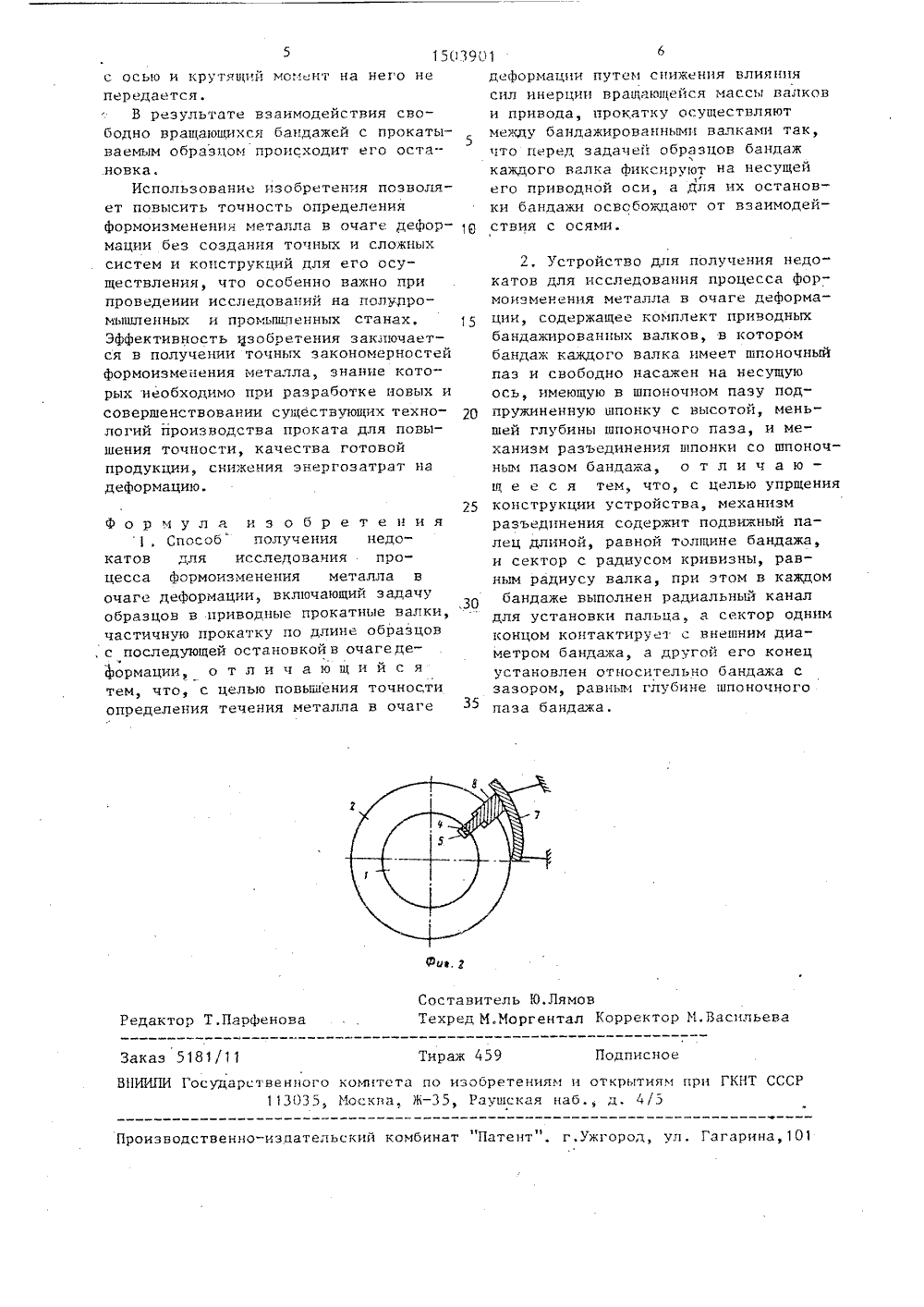
(57) ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГКНТ СССР ВТОРСНОМУ СВИДЕТЕЛЬСТ(71) Донецкий научно-исследовательский институт черной металлургии (72) В.А.Феник, И.Е.Стукалов, Ю.В.Полторапавло, А.Ю.Литвиненко и В.И.Литвинов(56) Тарновский И.Я. и др. Теория обработки металлов давлением, М.: Металлургиздат, 1963, с. 461-463.Авторское свидетельство СССР 156, кл. В 21 В 27/02, 1982.СПОСОБ ПОЛУЧЕНИЯ НЕДОКАТОВ ДЛЯ ДОВАНИЯ ПРОЦЕССА ФОРМОИЗМЕНЕНИЯВ ОЧАГЕ ДЕФОРМАЦИИ И УСТРОИС ЕГО ОСУЦЕСТВЛЕНИЯИзобретение относится к прокатному производству и может быть использовано при экспериментальных исследованиях процессов формоизменения металла в очаге деформации путем получения образцов, заторможенных вмежвалковом зазоре, Цель изобретения - повышение точности определения течения металла в,очаге деформации путем снижения влияния сил инерции вращающейся массы валков и привода 2на процесс формоизменения металла при остановке образцов, а также упро щение конструкции устройства, По предлагаемому способу получение недокатов осуществляют между бандажированныии валками, у которых бандажи 2 свободно насажены на приводные оси 1, а для передачи крутящего момента между собой соединяются подпружиненной шпонкой 4. Для освобождения бандажа 2 от взаимодействия с осью 1 шпанка 4 выводится иэ шпоночного паза 6 бандажа посредством механизма разъединения, содержащего сектор 7, подвижный палец 8, установленный в радиальном канале 9 бандажей и взад имодействующий с сектором 7. В результате разъединения бандажей с их осями крутящий момент не передается на бандажи и образцы останавливаются в очаге деформации. Значение точных закономерностей формоиэменения металла по длине очага деформации может быть использовано при разработке новых и совершенствовании существующих технологий производства проката для повышения качества готовой продукции и снижения энергозатрат при ее производстве. 2 с.п. ф-лы, 2 ил.1503901Изобретение относится к прокатному производству и мож".т быть исползовано при экспериментальных исследованиях процессов формоизменения металла в очаге деформации путем получения образцов, заторможенных в межвалковом зазоре.Цель изобретения - повышение точности определения течения металла в очаге деформации путем снижения влияния сил инерции вращающейся массы валков и привода на процесс Формоизменения металла при остановке образцов и упрощение конструкции устройства.15На фиг. 1 изображен один из валков устройства в положении, когда бандаж соединен с несущей осью для передачи момента прокатки; на Фиг. 2 - то же, бандаж отсоединен от несущей оси 20 (момент прокатки на бандаж не передается).Обжатие образцов производят между двумя бандажированными валками путем передачи момента прокатки от приводных несущих осей на бандажи а замедление и торможение частично прокатанного об-.разца в очаге деформации, т. е, получение недоката, осуществляется путем разъединения бандажей от их несущих осей, 30 в связи с чем бандажи получают возможность проворота относительно осей,Повышение точности определения формоизменения металла по длине очага деформации достигается за счет умень щения сил инерций определяющих пластическую деформацию металла в очаге деформации при его торможении, т.е.в отличие от прототипа, где инерционные массы вращающегося привода вели ки, по предлагаемому. способу пластическая деформация металла в период торможения осуществляется только в результате действия силы инерции бандажа, причем ввиду мапой ее величи ны, остановка образцов и затухание пластической деформации происходит практически мгновенно. Такимобразом, снижение скорости деформации от но- минимальной до нулевой происходит эа время, на порядок меньшее, чем время по известному способу, в течение ко-" торого каждое сечение недоката претерпивает бесконечно малую пластическую деформацию (деформацию при скоростях, не равных номинальной) и в связи с ее малой величиной погрешность, вносимая этой деформацией в общую картину формоизменения, также незначительна, соизмеряема с погрешностью измерения геометрических размеров контактной поверхности недоката после его получения. Этим достигается повышение точности определения формоизменения металла по длине очага деформации за счет устранения влияния замедления прокатки на течение металла в очаге деформации.Устройство.для получения недокатов. состоит из двух бандажированных валков содержащих приводные оси 1 и свободно насажденные на них бандажи 2. Оба валка имеют механизм разъединения идентичной конструкции, предназначенный для отсоединения банцажа от оси при котором нарушается их кинематическая связь и крутящий момент не передается на бандаж от приводной оси.В шпоночном пазу 3 несущей оси установлена подпружиненная шпонка 4, высота которой и пружины 5 в сжатом состоянии меньше глубины паза 3 настолько, что шпонка 4 может быть утоплена в пазу 3 или установлена заподлицо с внешним диаметром оси 1. Поскольку бандажи 2 свободно насажены на их оси в указанном положении бандаж размыкается с осью, нарушается их кинематическое едийство и крутящий момент на бандаж непередается.Для обеспечения кинематической связи оси с бандажом в последнем проточен шпоночный паз б, в котором под действием пружины 5 устанавливается шпонка 4. Для выведения шпонки 4 из паза 6 предназначен механизм разъединения который состоит из сектора 7, подвижного пальца 8, размещенного в радиальном канале 9, сопряженном со шпоночным пазом б банцажа, причем длина пальца 8 равна толщине бандажа.Сектор 7 выполнен с радиусом кривизны, равным радиусу валка,и установлен так, что один его конец контактирует с бандажом, а другой установлен с зазором, равным глубине шпоночного паза бандажа. При соединении бандажа с осью палец 8 выступает относительно образующей банцажей, Секторы 7 устанавливаются по внешним образующим обоих валков и в момент взаимодействия пальцев 8 с секторами 7 происходит их перемещение по радиальным каналам 9, шпонка 4 устанавливается заподлицо с осью, бандаж освобождается от кинематической связиствия с осями. Составитель Техред И.Мо Лямо тал рректор М,Васильева дактор Т.Парфенова Заказ 5181/11ВНИИПИ Государственного к113035, М Тираж 45 писно тиям при ГКНТ СССР4/5 митета п ф -иэооретениям и отРаушская наб Производственно-иэпательский комбинат "Патент". г.Ужгород агарина,10 5 150390 с осью и крутящий момент на него не передается.В результате взаимодействия свободно вращающихся бандажей с прокаты 5 ваемым образцом происходит его остановка.Использование изобретения позволяет повысить точность определения формоизмененин металла в очаге дефор мации без создания точных и сложных систем и конструкций для его осуществления, что особенно важно при проведении исследований на полупромышленных и промышленных станах, Эффективность изобретения заключается в получении точных закономерностей Формоизменения металла, знание которых необходимо при разработке новых и совершенствовании существующих техно логий производства проката для повышения точности, качества готовой продукции, снижения энергозатрат на деформацию. формула иэ обретения1 . Способ получения недокатов для исследования процесса Формоизменения метапла в очаге деформации включающий задачу,30 образцов в приводные прокатные валки, частичную прокатку по длине образцов , с последующей остановкойв очагеде 4 ормации, о т л и ч а ю щ и й с я тем, что, с целью повышения точноСти определения течения металла в очаге З 5 1 6деформации путем снижения влияниясил инерции вращающейся массы валкови привода, прокатку осуществляютмежду бандажированными валками так,что перед задачей образцов бандажкаждого валка фиксируют на несущейего приводной оси, а для их остановки бандажи освобождают от взаимодей 2. Устройство для получения недо" катов для исследования процесса формоиэменения металла в очаге деформации, содержащее комплект приводных бандажированных валков, в котором бандаж каждого валка имеет шпоночный паэ и свободно насажен на несущую ось, имеющую в шпоночном пазу подпружиненную шпонку с высотой, меньшей глубины шпоночного паза, и механизм разъединения шпонки со шпоночным пазом бандажа, о т л и ч а ю - щ е е с я тем, что, с целью упрщения конструкции устройства, механизм разъединения содержит подвижный палец длиной, равной толщине бандажа, и сектор с радиусом кривизны, равным раДиусу валка, при этом в каждом бандаже выполнен радиальный канал для установки пальца, а сектор одним концом контактиру з с внешним диаметром бандажа, а другой его конец установлен относительно бандажа с зазором, равным глубине шпоночного паза бандажа.
СмотретьЗаявка
4299251, 02.06.1987
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
ФЕНИК ВЛАДИМИР АЛЕКСАНДРОВИЧ, СТУКАЛОВ ИГОРЬ ЕВГЕНЬЕВИЧ, ПОЛТОРАПАВЛО ЮРИЙ ВАСИЛЬЕВИЧ, ЛИТВИНЕНКО АЛЕКСАНДР ЮРЬЕВИЧ, ЛИТВИНОВ ВИКТОР ИВАНОВИЧ
МПК / Метки
МПК: B21B 1/00, B21B 27/02
Метки: деформации, исследования, металла, недокатов, очаге, процесса, формоизменения
Опубликовано: 30.08.1989
Код ссылки
<a href="https://patents.su/3-1503901-sposob-polucheniya-nedokatov-dlya-issledovaniya-processa-formoizmeneniya-metalla-v-ochage-deformacii-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения недокатов для исследования процесса формоизменения металла в очаге деформации и устройство для его осуществления</a>
Способ измерения пластических деформаций металлов

Номер патента: 1002811
Опубликовано: 07.03.1983
МПК: G01B 5/30
Метки: деформаций, металлов, пластических
...и осуществляют спайку тимплетов равнопрочным материалу координатной сетки легко100283 Составитель Е. ШелинаТехред М,Тенер Корректор А. Дэятко Редактор Л. Алексеенко Заказ 1528/18 Подписное Тираж 600 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/54 илиал ППП "Патент", г. Ужгород, ул, Проектная, 4 3.плавким металлом с температурой плавления, на 50 - 100 С меньшей температуры плавления, . материала координатной сетки с сохранением пер. воначального положения последней.Способ осуществляется следующим образом.Получают модель с объемной координатной сеткой. В качестве материала для координат сетки используют ПОССу 35 - 2, Полученную модель разрезают на тимплеты с постоянным...
Способ исследования деформации металла при прокатке

Номер патента: 929252
Опубликовано: 23.05.1982
Авторы: Губайдулин, Зинин, Клименко, Левичев, Шульгин
МПК: B21B 1/00
Метки: деформации, исследования, металла, прокатке
...1 (фиг. 1) устанавливаетсямежду валками 2 и 3 таким, образом, чтобы его передний торец лежал в плоскостиосей валков. На переднем торце образца 1нанесена координатная сетка. После установки образца 1 производят сближениевалков 2 и 3 (фиг. 3),Величина сближения валков определяется заданной степенью деформации образца.В процессе сближения валков производяткиносъемку пережнего торца образца с нанесенной координатной сеткой. По изменению шага координатной сетки судят о перемещениях металла в поперечном и высотном направлениях.Применение предлагаемого способа целесообразно в тех случаях, когда разрабатываются новые процессы прокатки,информация о которых отсутствует.Пример. На стане 280 было проведеноисследование нового...
Способ шаговой деформации металлов и сплавов

Номер патента: 944687
Опубликовано: 23.07.1982
Авторы: Березин, Выдрин, Дремин
МПК: B21B 1/42
Метки: деформации, металлов, сплавов, шаговой
...а валки качают принудительно.Кроме того, для исключения скручивания заготовки, чередуют направления ее кантовки.Наиболее просто предлагаемым способом получать восьмигранное и круглое сечения. Сочетание соответствующей калибровки валков с периодической кантовкой заготовки обеспечивает получение профиля заготовки без усов и наплывов. Уменьшению угла качания валков, что способствует уве личению числа ходов валков в минуту, уменьшению подачи, как следствие, улучшению качества заготовок), помогает та особенность способа, что в момент окончания рабочего хода участок рабочей поверхности валков, находящийся в контакте с металлом, устанавливают параллельно оси прокатки. Например, при прокатке восьмигранника ладкими валками часть валка, которая...
Устройство для деформации металла прокаткой

Номер патента: 1734903
Опубликовано: 23.05.1992
Авторы: Гордеев, Гросман, Логинов, Малыгин, Якимов
МПК: B21B 31/02
Метки: деформации, металла, прокаткой
...(не указан) соединяют верхний валок 7 и передаточный вал 14, Для ограничения хода несущей плиты 13 может быть установлен конечный выключатель, а привод снабжен, например, электромагнитной муфтой(не показаны). На плиту 13 устанавливают зубчатую рейку 16, раму 17 и сменный внутренний неприводной деформирующий валок 19 с исходной заготовкой 25, При включении привода (фиг, 4) исходная кольцевая заготовка 25 вместе с валком 19, рамой 17 и плитой 13 перемещается с помощью передаточного вала 14 и реечной пары в направлении валка 7 и деформируется, при этом уменьшается ее сечение и увеличивается диаметр кольца, Валок 7 может быть выполнен бандажированным с нарезкой соответствующих калибров на бандажах, а на валке 19 целесообразно нарезать...
Способ определения распределения пластической деформации в очаге деформации при прокатке

Номер патента: 177131
Опубликовано: 01.01.1965
МПК: B21B 38/00, G01B 7/16
Метки: деформации, очаге, пластической, прокатке, распределения
...аналогично, датчик2 работал в области постоянной тензочувствительности при двюкении из положецця УУ до положения УУУ и т. д.Все датчики подсоединены ккоторая измеряет зависимость датчика от времени 1 см, фнг. 2); е, - кривая, полученная с помощью датчика1, е - кривая, полученная с помощью датчика2 и т, д.Точки В В, и т, д. - конечные, соответствующие шагу датчиков. Поскольку по осц абсцисс от,вложено время, то точки В, В и т. д. могут быть найдены исходя цз средней скорости прокатки в месте установки соответствующего датчика и известного шага наклейки. Средние скорости прокатки определяют либо расчетным, либо экспериментальным путем. За точками В 1, В, Вз и т, д. поведение датч 1 ка не представляет интереса.Итоговую...
Предыдущий патент: Устройство для очистки полых изделий
Следующий патент: Способ реверсивной прокатки слитков из малопластичных сталей и сплавов
Случайный патент: Система управления силовой реверсивной установкой