Способ модифицирования чугуна в литейной форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
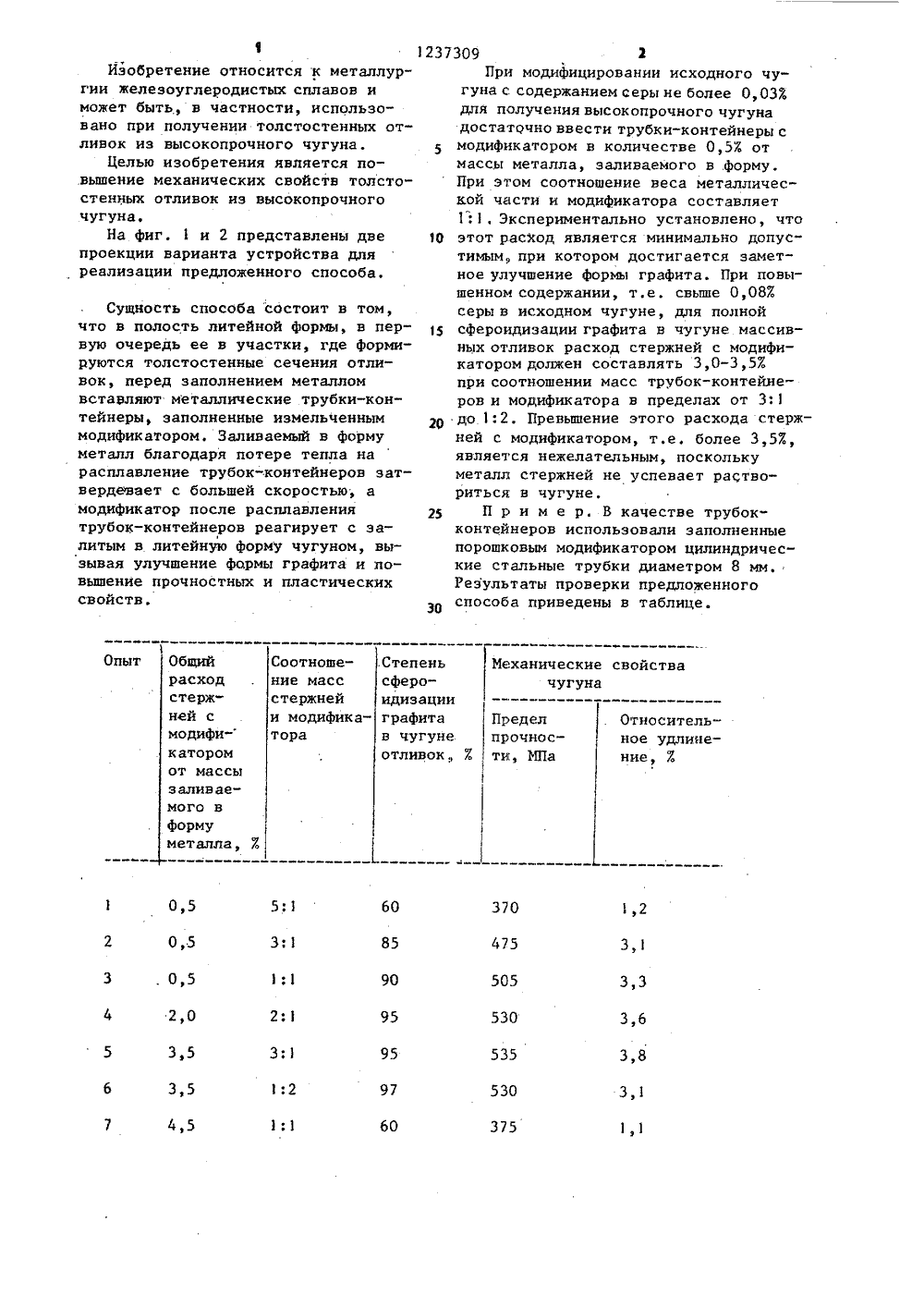
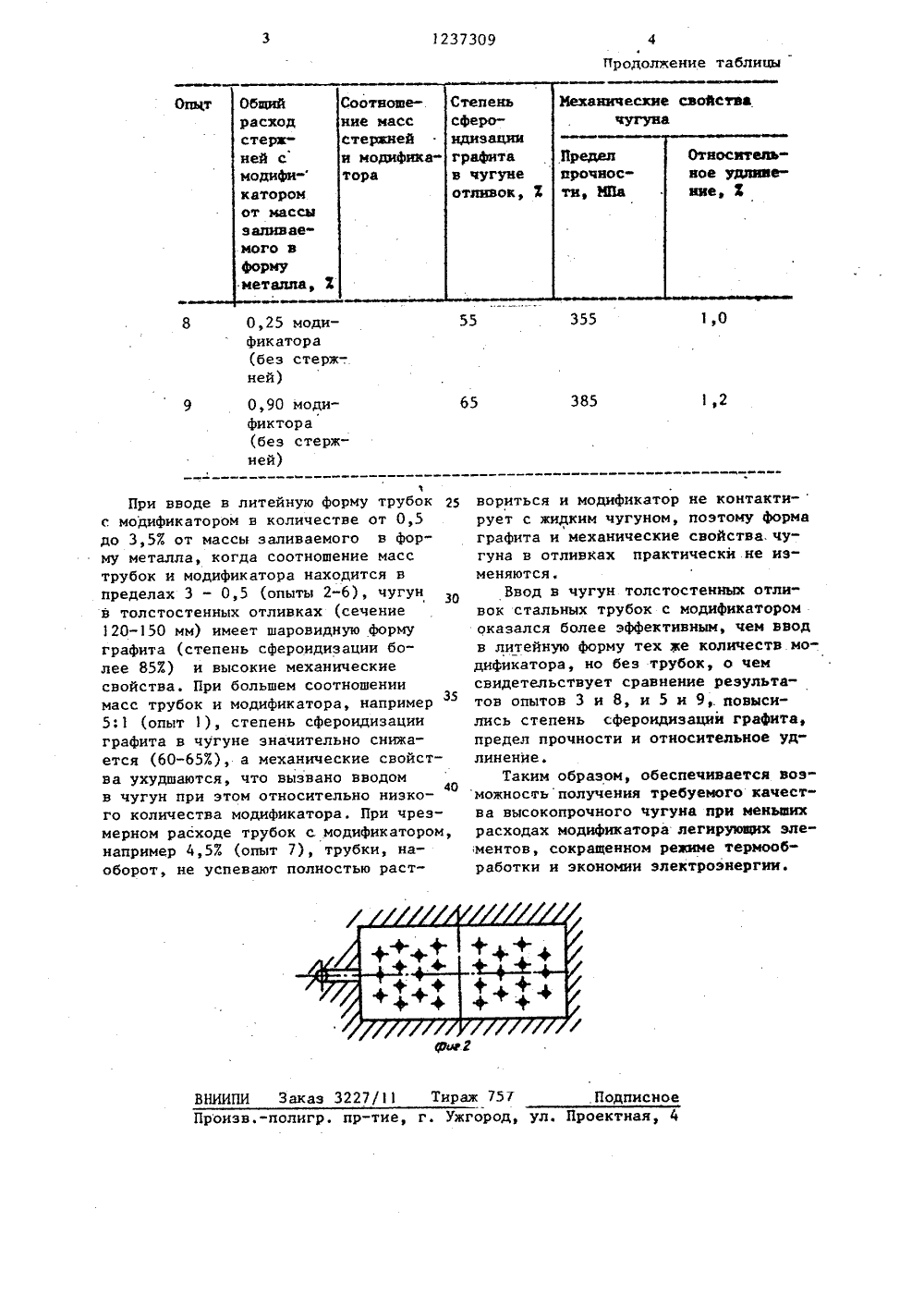
СОЮЭ ООВПОФХшюлюиазвкРЕСПУБЛИК ОЮ И(514 В 22 0 2 ГОСТ дРСтвЕКШ ИЛАН НВОРПЕЮ БРЕТЕ ЕТЖЛЬСТ(7,Ц Институт проблем литья АН УССРи Ордена Ленинаи ордена ТрудовогоКрасного Знамени институт электросваки им. Е,О.Патона(54) (57) 1 . СПОСОБМОДИФИЦИРОВАНИЯ ЧУГУНА В ЛИТЕЙНОЙ ФОРМЕ, включающий введение в литейную форму модифицирующей присадки, предварительно помещенной в трубку-контейнер, и ее р . заливку расплавом, о т л и ч а ю -щ и й с я тем, что, с целью повыше ния механических свойств толстостенных отливок из высокопрочного чугуна, трубки"контейнеры с модифицирующей присадкой размещают в тепловых узлах отливки в количестве 0,5- 3,53 от массы теплового узла при отношении массы трубки"контейнера к массе модифицирующей присадки 3-05.2. Способ по п.1, о т л и ч а ю -щ и й с я тем, что используют мерные трубки-контейнеры..Степеньсфероидизацииграфитав чугунеотливок % Соотношение массстержнейи модификатора Механические свойства Опыт Общий расход стержней с модифи- катором от массы заливаемого в форму металла, % чугуна ОтносительПредел прочности, МПа ное удлинение, % 60 370 1,2 5:1 475 3,1 85 3:1 0,5 3,3 505 90 0,5 3,6 530 95 2:1 3 ф 8 535 3:1 3,5 97 530 3 ь 1 1:2 3 ф 5 375 60 4,5 1Изобретение относится к металлургии желеэоуглеродистых сплавов и может быть, в частности, использовано при получении толстостенных отливок из высокопрочного чугуна.Целью изобретения является повышение механических свойств толстостенных отливок из высокопрочного чугуна.На фиг. 1 и 2 представлены две проекции варианта устройства для реализации предложенного способа,Сущность способа состоит в том, что в полость литейной Формы, в первую очередь ее в участки, где формируются толстостенные сечения отливок, перед заполнением металлом вставляют металлические трубки-контейнеры, заполненные измельченным модификатором. Заливаемый в форму металл благодаря потере тепла на расплавление трубок-контейнеров зат" вердевает с большей скоростью, а модификатор после расплавления трубок-контейнеров реагирует с залитым в литейную форму чугуном, вызывая улучшение формы графита и повышение прочностных и пластических свойств. 1237309 2При модифицировании исходного чугуна с. содержанием серы не более 0,03%для получения высокопрочного чугунадостаточно ввести трубки-контейнеры смодификатором в количестве 0,5% отмассы металла, заливаемого в форму.При этом соотношение веса металлической части и модификатора составляет1:1Экспериментально установлено, что10 этот расХод является минимально допустимым при котором достигается заметное улучшение Формы графита. При повышенном содержании, т.е. свыше 0,08%серы в исходном чугуне, для полной1 сфероидизации графита в чугуне массивных отливок расход стержней с модификатором должен составлять 3,0-3,5%при соотношении масс трубок-контейнеров и модификатора в пределах от 3:1до 1:2. Превышение этого расхода стержней с модификатором, т.е. более 3,5%,является нежелательным, посколькуметалл стержней не успевает раство"риться в чугуне,2 П р и м е р. В качестве трубокконтейнеров использовали заполненныепорошковым модификатором цилиндрические стальные трубки диаметром 8 мм.Результаты проверки предложенногоспособа приведены в таблице.1237309 Продолжение таблицы ход й сдифи-тороммассыаливаеГО Врмутелла,5 моди фикатор,2 вориться и модификатор рует с жидким чугуном, графита и механические гуна в отливках практ так не рма оэтому войств ески.н еняются отл аторомем ввод еств моем льтаысиафита,5 н тся Воз качестеньшихующих элермоо ргии ВНИИПИ Заказ 3227/11 Тираж 757 Подпис Произв.-полигр, пр-тие, г. Ужгород, ул. Проектная При вводе в литейную форму трубок с модификатором в количестве от 0,5 до 3,5% от массы заливаемого в форму металла, когда соотношение масс трубок и модификатора находится в пределах 3 - 0,5 (опыты 2-6), чугун в толстостенных отливках (сечение 120-150 мм) имеет шаровидную форму графита (степень сфероидизации более 85%) и высокие механические свойства. При большем соотношении масс трубок и модификатора, например 5:1 (опыт 1), степень сфероиднзации графита в чугуне значительно снижается (60-65%), а механические свойства ухудшаются, что вызвано вводом в чугун при этом относительно низкого количества модификатора. При чрезмерном расходе трубок с модификатором например 4,5% (опыт 7), трубки, наоборот, не успевают полностью растВвод в чугун толстостенныхвок стальных трубок с модифиоказался более эффективным,в литейную форму тех же количдификатора, но без трубок, освидетельствует сравнение ретов опытов 3 и 8, и 5 и 9, ились степень сфероидизацни гпредел прочности и относительлинение.Таким образом, обеспечиваможностьполучения требуемогова высокопрочного чугуна прирасходах модификатора легирментов, сокращенном режиме тработки и экономии электроэне
СмотретьЗаявка
3775944, 25.07.1984
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР, ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. ПАТОНА АН УССР
ПАТОН БОРИС ЕВГЕНЬЕВИЧ, ПОХОДНЯ ИГОРЬ КОНСТАНТИНОВИЧ, ЕФИМОВ ВИКТОР АЛЕКСЕЕВИЧ, ЛИТОВКА ВИКТОР ИВАНОВИЧ, АЛЬТЕР ВЛАДИМИР ФЕДОРОВИЧ, КУДРЯВЦЕВ ВАСИЛИЙ ПАВЛОВИЧ, АНАНИН ВЛАДИМИР ПАВЛОВИЧ, РУДЕНКО НИКОЛАЙ ГРИГОРЬЕВИЧ, ПШЕННЫЙ АЛЕКСЕЙ ПАВЛОВИЧ, КРАЛЯ ВАСИЛИЙ ДМИТРИЕВИЧ
МПК / Метки
МПК: B22D 27/20
Метки: литейной, модифицирования, форме, чугуна
Опубликовано: 15.06.1986
Код ссылки
<a href="https://patents.su/3-1237309-sposob-modificirovaniya-chuguna-v-litejjnojj-forme.html" target="_blank" rel="follow" title="База патентов СССР">Способ модифицирования чугуна в литейной форме</a>
Способ стабилизации формы чугунных отливок

Номер патента: 428011
Опубликовано: 15.05.1974
МПК: C21D 7/10
Метки: отливок, стабилизации, формы, чугунных
...способ стабилизации формы чугунных отливок, включающий статическое нагружение, например 5 - 6-кратное, при продолжительности цикла обработки 20 - 30 мин. Однако известный способ не обеспечивает удовлетворительной производительности при обработке отливок с низким уровнем остаточных напряжений.С целью сокращения продолжительности обработки отливок с низким уровнем остаточных напряжений по предложенному способу нагружение производят напряжениями, превышающими остаточное в 3 - 6 раз, при продолжительности цикла обработки 0,0002 - 0,075 час.Предложенный способ, например, применительно к обработке чугунных отливок с величиной остаточных линейных напряжений не более 3 кг/ми 2, включает статическое нагружение напряжениями, превышающими...
Смесь для изготовления литейных оболочковых форм и стержней по нагреваемой модельно-стержневой оснастке

Номер патента: 730445
Опубликовано: 30.04.1980
Автор: Воронин
МПК: B22C 1/22
Метки: литейных, модельно-стержневой, нагреваемой, оболочковых, оснастке, смесь, стержней, форм
...равномерного распределения, Затем вводят порошкообразные аммсний хлористый и уротропин, и смесь перемешивают 3 мин, После этого добавляют стеарат кальция и перемешивают еще 3 мин. Готовую смесь можно сразу использовать или хранить несколько месяцев. В табл. 1 приведены составы предложенных смесей (7-9), состав смесй сог ласно известному, а также а целью доказательства эффективности хлористого аммония совместно с дополнительньи,1 и количествами уротропина, составы смесей (3.-3), в которых содержится хлористый аммоний и не содержится дополнительных количеств уротропина, а также составы смесей (4-6), в которых содержится дополнительное количество уротропина и не содержится хлористый аммоний.Т а блица 15Твбпицв 2 30445 ских условий...
Способ извлечения отливок из литейных форм

Номер патента: 1289597
Опубликовано: 15.02.1987
Авторы: Голуб, Писарева, Яремчук
МПК: B22D 29/00
Метки: извлечения, литейных, отливок, форм
...форм, Концентрация раствора лимонной кислоты 15 вес.7 является оптимальной, так как дальнейшее увеличение концентрации не сокращает времени извлечения.Таким образом, извлечение блоков отливок иэ литейных форм с помощью раствора лимонной кислоты полностью исключает деформацию отливок.Изделия в литам блоке располага" ют рядами (страго один наддругим),2Извлечение литых блоков из литей"ных фарм проводится через 7-12 минпосле заливки формы металлом, т.е.после кристаллизации металла, Времякристаллизации металла, в частностисплава ЗлСрМ 583, зависит от массыизделий. В более крупных изделияхкристаллизация металла происходитчерез 12 мин после заливки формы,10 а в мелких - через 7 мин после заливки,Литые блоки в формах опускалисьв растворы...
Способ выбивки отливок из литейных форм и устройство для его осуществления

Номер патента: 1726120
Опубликовано: 15.04.1992
МПК: B22D 29/00
Метки: выбивки, литейных, отливок, форм
...с нерекомендуется, поскольку при этом обе части импульса сливаются в один, создающий такое большое усилие, которое может привести к преждевременному выходу опочной оснастки из строя.Задержка по времени более 0,2 с сдерживает производительность и является нецелесообразной в связи со снижением давления в опочной оснастке после первой части импульса. Существенное снижение давления приводит к тому, что вторая частьимпульсного заряда последует по пути, проделанному зарядом импульса сжатого воздуха из центральной рабочей полости с минимальным выполнением полезной работы.На фиг.1 изображено устройство для выбивки отливок из литейной формы в исходном положении, общий вид; на фиг.2 - то же, после срабатывания центрального клапана; на фиг.3 - то...
Способ подготовки модификатора для модифицирования высокопрочного чугуна в литейной форме

Номер патента: 1273211
Опубликовано: 30.11.1986
Авторы: Вишнякова, Горенко, Манойло, Черняк, Шинский, Щитков
МПК: B22D 27/20
Метки: высокопрочного, литейной, модификатора, модифицирования, подготовки, форме, чугуна
...0,60 среднего диамет 1273ра зерна модиАикатора увеличит фракцию модификатора, применяемого длявнутриформенного модифицированиясвыше оптимального размера. Это приведет к неравномерному растворениюмодиАикатора, вымыванию модиАикатора в форму и, как следствие, к снижению стабильности процесса, снижению и неоднородности механическихсвойств чугуна в различных сечениях 10отливки.Уменьшение толщины оболочки менее0,05 среднего диаметра зерна модификатора не позволяет получить оптимальную фракцию модификатора и тем 15самым в связи с уменьшением площадиконтакта модификатора с жидким чугуном снизится содержание остаточногомагния в нем, а это приведет к снижению и неравномерности прочностных 20свойств по различным сечениям отливки,Подогрев...
Предыдущий патент: Пресс-форма для литья с кристаллизацией под давлением
Следующий патент: Способ получения покрытия на внутренней поверхности трубы и устройство для его осуществления
Случайный патент: Пластинчатый насос