Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
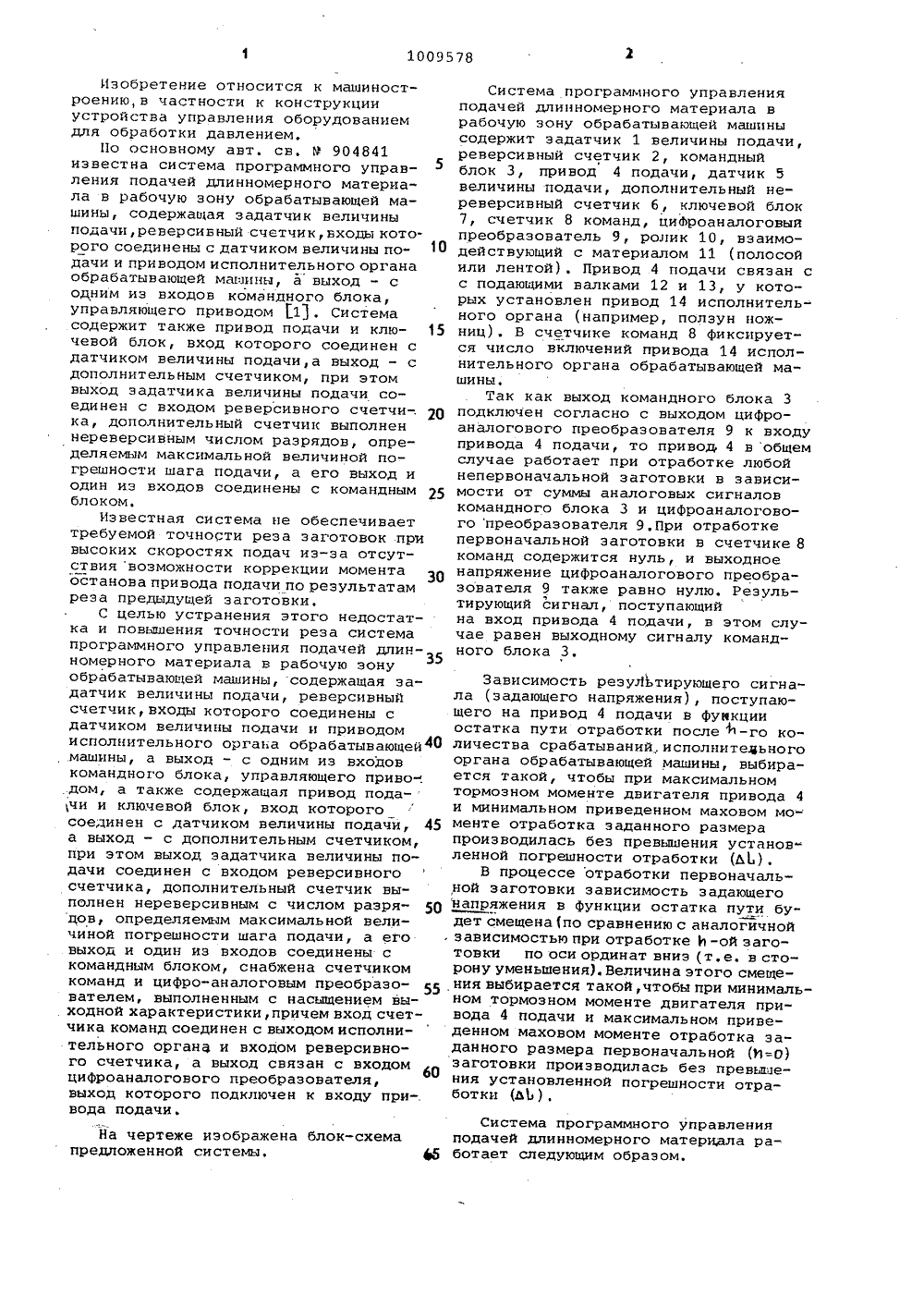
,12.02.80 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТИРЫТИ(54)(57) СИСТЕМА ПРОГРАИЯ 1 НОГО УПРАВ-. ЛЕНИЯ ПОДАЧЕЙ ДЛИННОЯ 1 ЕРНОГО ИАТЕРИАЛА В РАБОЧУЮ ЗОНУ ОБРАБАТЫВАЮЩЕЙ ЯИШИНЫ по авт. св. Р 904841, о т л и ч а ю - щ а я с я тем, что, с целью повыаения точности реза, она снабжена счетчиком команд и цифроаналоговым преобразователем, выполненным с насыцением выходной характеристики, причем вход счетчика команд соединен с выходом исполнительного органа и входом реверсивного счетчика, а выход связан с входом цифроаналогового преобразователя, выход которого подключен к входу привода подачиИзобретение относится к машиностроению,в частности к конструкцииустройства управления оборудованиемдля обработки давлением,По основному авт. св. Р 904841известна система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины, содержащая задатчик величиныподачи,реверсивный счетчик, входы которого соединены с датчиком величины подачи и приводом исполнительного органаобрабатывающей машины, а выход - содним из входов командного блока,управляющего приводом (1). Системасодержит также привод подачи и ключевой блок, вход которого соединен сдатчиком величины подачи,а выход - сдополнительным счетчиком, при этомвыход задатчика величины подачи соединен с входом реверсивного счетчи-. рОка, дополнительный счетчик выполненнереверсивным числом разрядов, определяемым максимальной величиной погрешности шага подачи, а его выход иодин иэ входов соединены с командным 25блоком.Известная система не обеспечиваеттребуемой точности реза заготовок привысоких скоростях подач из-за отсутствия возможности коррекции моментаостанова привода подачи по результатамреза предыдущей заготовки.С целью устранения этого недостатка и повышения точности реза системапрограммного управления подачей длинномерного материала в рабочую зонуобрабатывающей машины, содержащая задатчик величины подачи, реверсивныйсчетчик, входы которого соединены сдатчиком величины подачи и приводомисполнительного органа обрабатывающей 4 Омашины, а выход - с одним иэ входовкомандного блока, управляющего приво .дом, а также содержащая привод подачи и ключевой блок, вход которогосоединен с датчиком величины подачи, 45а выход - с дополнительным счетчиком,при этом выход задатчика величины подачи соединен с входом реверсивногосчетчика, дополнительный счетчик выполнен нереверсивным с числом разряцов, определяемым максимальной величиной погрешности шага подачи, а еговыход и один из входов соединены скомандным блоком, снабжена счетчикомкоманд и цифро-аналоговым преобраэователем, выполненным с насыщением выходной характеристики, причем вход счетчика команд соединен с выходом исполнительного органа и входом реверсивного счетчика, а выход связан с входомцифроаналогового преобразователя,выход которого подключен к входу при-.вода подачи.Йа чертеже изображена блок-схемапредложенной системы. Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины содержит эадатчик 1 величины подачи, реверсивный счетчик 2, командный блок 3, привод 4 подачи, датчик 5 величины подачи, дополнительный нереверсивный счетчик 6, ключевой блок 7, счетчик 8 команд, циброаналоговый преобразователь 9, ролик 10, взаимодействующий с материалом 11 (полосой или лентой). Привод 4 подачи связан с с подающими валками 12 и 13, у которых установлен привод 14 исполнительного органа (например, полэун ножниц). В счетчике команд 8 фиксируется число включений привода 14 исполнительного органа обрабатывающей машины.Так как выход командного блока 3 подключен согласно с выходом цифроаналогового преобразователя 9 к входу привода 4 подачи, то привод 4 в общем случае работает при отработке любой непервоначальной заготовки в зависимости от суммы аналоговых сигналов командного блока 3 и цифроаналогового преобразователя 9При отработке первоначальной заготовки в счетчике 8 команд содержится нуль, и выходное напряжение цифроаналогового преобразователя 9 также равно нулю. Результирующий сигнал, поступающийна вход привода 4 подачи, в этом случае равен выходному сигналу командного блока 3.Зависимость резуЛьтирующего сигнала (задающего напряжения), поступающего на привод 4 подачи в фуикции остатка пути отработки после ф-го количества срабатываний,исполнительного органа обрабатывающей машины, выбирается такой, чтобы при максимальном тормозном моменте двигателя привода 4 и минимальном приведенном маховом моменте отработка заданного размера производилась беэ превышения установленной погрешности отработки (ЬЬ).В процессе отработки первоначальной заготовки зависимость задающего напряжения в функции остатка пути будет смещена (по сравнению с аналогичной зависимостью при отработке И -ой заготовки по оси ординат вниз (т.е. в сторону уменьшения). Величина этого смещения выбирается такой, чтобы при минимальном тормозном моменте двигателя привода 4 подачи и максимальном приведенном маховом моменте отработка заданного размера первоначальной (И=О) заготовки производилась без превышения установленной погрешности отработки (ЬЬ). Система программного управления подачей длинномерного материала работает следующим образом.Заказ 2557/б Тираж 814 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и;открытйй 113035, Москва, Ж, Раушская йаб, д, 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Задатчик 1 величины подачи подаетсигнал, содержащий информацию о величине подачи материала 11, в реверсивйый счетчик 2, Пифровой сигнал изреверсивного счетчика 2 поступает вкомандный блок 3. Командный блок3 .преобразует цифровой сигнал ваналоговый, который поступает в привод 4 подачи, который приводит в движение подающие валки 12 и 13,перемещающие материал 11 (полосу или 10ленту) на шаг Т подачи в рабочую зону исполнительного органа машины.Ролик 10 при взаимодействии с матери-алом 11 вращается и приводит в движение датчик 5 величины подачи. Датчик 5 величины подачи вырабатываетсигнал, пропорциональный углу поворота ролика 10, и подает его в реверсивный счетчик 2, работающий в режимевычитания, а на выходе получается 20число, соответствующее оставшемусяпути, При равенстве чисел в реверсивном счетчике 2 и нереверсивном счетчике б (в данном случае число в не-.реверсивном счетчике б равно нулю) . у 5командный блок 3 подает сигналы после сравнения этих чисел на отключениепривода 4 подачи и включение ключевого блока 7. Подающие валки 12 и 13работают в режиме торможения и в этот Змомент перемещают материал 11 на некоторую величину А (меньшую величины Ь). При этом ролик 10 вращаетдатчий 5 величины подачи, который подает сигнал через ключевой блок 7 вйереверсивный счетчик б, где осуществляется запись величины длины пути,пройденногоматериалом 11 после подачисигнала на отключение привода 4, Поистечении определенного времени послеподачи сигнала на отключение привода 4 командный блок 3 подает сигнална размыкание ключевого блока 7 ивключение привода 14 исполнительногооргана .обрабатывающей машины,После осуцествления обработки 45(резки или штамповки) материала отпривода 14 исполнительного органапоступает сигнал в счетчик команд 8(который запоминает число включенийисполнительного органа) и в реверсивный счетчик 2. При этом задатчик 1величины подачи подает сигнал, содер"жащий информацию о величине подачи материала 11, в реверсивный счетчик 2.При повторном цикле подачи цифроаналоговый преобразователь 9 преобразует поступающий на его вход код числа включений исполнительного органа (в данном случае код числа ф 1") в аналоговое напряжение, которое суммируется с выходным напряжением командного блока 3Задающий сигнал, поступающий на привод 4, при этом увеличивается по сравнению с предыдущим циклом подачи (при одних и тех же значениях остатка пути отработки). Команда на отключение привода 4 подачи подается, как и в предыдущем цикле, при равенстве чисел в счетчиках 2 и б, т.е. сигнал на отключение привода 4 подается при прохождении материалом 11 величины пути Ь, равной Ь=ТА .Подаюцие валки 12 и 13 начинают работать в режиме торможения, а сигнал из командного блока 3 поступает в нереверсивный счетчик б и в ключевой блок 7. При этом в нереверсивном счетчике б значение параметра Д стирается и при вращении датчика 5 величины подачи записывается новое значение параметра.Цикл повторяется.Характеристика цифроаналогового преобразователя 9 выбирается такой, чтобы разница между новым (в 1 -м цикле) и старым (в 1 -м цикле) значе- ниямиД не превышала величины ЬЬ . Таким образом, сущность работы системы заключается в том, что для повышения точности первоначальной заготовки время ее отработки несколько уменьшается, а темп отработки последующих заготовок увеличивается до максимального значения при выходе цифроаналогового преобразователя в насыщение. Имеющее при этом место незна- чительное снижение производительности (до выхода цифроаналогового преобразователя в насыщение) окупается снижением брака от погрешности длины первоначальной заготовки.Эффективность использования системы программного управления достигается за счет повышения точности реза заготовок.
СмотретьЗаявка
3361757, 08.12.1981
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ И ПРОИЗВОДСТВА МИНИСТЕРСТВА СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР
ПАВЛОВ АНДРЕЙ ИВАНОВИЧ, РУДОЙ АРКАДИЙ ЕВГЕНЬЕВИЧ, СУЯРКО СЕРГЕЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21D 43/00
Метки: длинномерного, зону, обрабатывающей, подачей, программного, рабочую
Опубликовано: 07.04.1983
Код ссылки
<a href="https://patents.su/3-1009578-sistema-programmnogo-upravleniya-podachejj-dlinnomernogo-materiala-v-rabochuyu-zonu-obrabatyvayushhejj-mashiny.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины</a>
Устройство управления приводом подачи рабочего органа горнодобывающей машины

Номер патента: 1432142
Опубликовано: 23.10.1988
Автор: Слидкевич
МПК: E02F 3/26
Метки: горнодобывающей, органа, подачи, приводом, рабочего
...подключен к входам элемента 2 развязки и задатчика 3 интенсивности, выходы которых подключены соответственно к первому и второму входам нуль-органа 4, выход которого подключен к первому входу регулятора 5 скорости, второй вход последнего подключен к выходу элемента 7 сравнения, первый вход которого подключен к выходу датчика 6 скорости, а второй - к первому выходу регулятора 5 скорости.Устройство работает следующим образом.Задающий сигнал дозы подачи А 1 - . Ад от задатчика 1 подачи поступает на входы элемента 2 развязки и задатчика 3 интенсивности. Пройдя через элемент 2 развязки, задаюгций сигнал А 1, А 2 или Аз воздействуе 1 а нуль-орган 4, изменяя его исходное со. стояние, в результате чего на первый вход регулятора 5 скорости...
Поворотный блок тягового органа устройства для транспортирования сыпучих материалов

Номер патента: 1191380
Опубликовано: 15.11.1985
Автор: Потапов
МПК: B65G 19/14
Метки: блок, органа, поворотный, сыпучих, транспортирования, тягового, устройства
...быть использовано в угловых поворотных устройствах конвейеров с бесконечным тяговым органом.Цель изобретения - снижение металлоемкости и повышение надежности работы устройства.На фиг. 1 изображен предлагаемый поворотный блок; общий вид; на фиг, 2 - то же, вид сверху; на фиг. 3 - участок втулочно-роликовой цепи опорного элемента.Поворотный блок тягового органа устройства для транспортирования сыпучих материалов включает кожух 1, содержащий верхнюю крышку 2, нижнюю крышку 3 и боковую стенку 4 с входным и выходным патрубками 5, Верхняя и нижняя крышки 2 и 3 кожуха 1 выполнены с центральными отверстиями 6, со стороны которых между крышками установлена обечайка 7. В кожухе установлен опорный элемент 8 для тягового органа 9 устройства....
Привод механизма газораспределения нижнего блока цилиндров звездообразного двигателя внутреннего сгорания

Номер патента: 1765471
Опубликовано: 30.09.1992
Авторы: Бутов, Ляпунов, Олейников, Феоктистов
Метки: блока, внутреннего, газораспределения, двигателя, звездообразного, механизма, нижнего, привод, сгорания, цилиндров
...сообщена с внутренней полостью кожухарессоры, имеющей винтовую или шнековуюнарезку. Кроме того, корпус насоса для откачки масла из картера совмещен с корпусом пОдшипника шестерни передачимеханизма газораспределения.На фиг,1 показан общий вид двигателявнутреннего сгорания с предлагаемымприводом механизма газораспределениянижнего блока цилиндров; на фиг,2 - поперечный разрез привода механизма газораспределения.Привод механизма газораспределениянижнего блока цилиндров содержит картер1 МГР, установленный на нем шестеренчатый откачивающий насос 2 (фиг.1), Откачивающий насос 2 включает корпус 3 (фиг,2) совсасывающей полостью 4, сообщенной смасляной полостью 5 картера 1 МГР,Коническая шестерня 6 передачи механизма газораспределения установлена...
Гусеничный привод цепного тягового органа транспортера

Номер патента: 124356
Опубликовано: 01.01.1959
МПК: B65G 23/16
Метки: гусеничный, органа, привод, транспортера, тягового, цепного
...редуктор 2, С выходным валом этого редуктора при помощицепной муфты соединяется вспомогательный редуктор 3, который служит для передачи движения на приводные звездочки 4.Корпус редуктора служит также для крепления холостых зветрично приводным звездочкам и предная боковой нагрузки от движителей на 1Ло 12435 бКроме тяговых цепей, привод имеет симметрично расположенные поджимные цепи 9 и 10. Конструкция их аналогична конструкции приводных цепей.Натяжение тяговых и поджимных цепей происходит при помощи винтовых натяжных устройств 11,На участке соприкосновения кулаков с тяговой круглозвенной цепью конвейера приводные и поджимные цепи движутся в направляющих 12, которые фиксируют устойчивое положение кулаков при передаче усилий на тяговую...
Способ контроля натяжения движущегося органа с приводом от ведомого барабана

Номер патента: 1500879
Опубликовано: 15.08.1989
Авторы: Корнев, Локшин, Пугачевский
МПК: G01L 5/04
Метки: барабана, ведомого, движущегося, натяжения, органа, приводом
...В качестве силоизмерительного устройства использовано измерительноеустройство, включающее опорную раму3, закрепленную на ней шарнирно два.,направляющих ролика 4, нажимное устройство 5, соединенное через месдозу6 с нажимным роликом 7. Месдоза бподключена к измерительному устройству 8. Опорная рама 3 снабжена масштабной линейкой 9, расположеннойпо середине между направляющими роликами 4. Силоизмерительное устройство установлено на устье скважины10, ось нижнего направляющего ролика 4 соединена шарниром 11 с осьюустановочного гнезда 12, Движущийсягибкий тяговый орган .1 охвачен с одной стороны нажимным роликом 7 и сдругой стороны - двумя направляющимироликами 4.Для осуществления способа контроля натяжения движущегося гибкого тягового...
Предыдущий патент: Устройство для обжатия муфт
Следующий патент: Система управления размером петли, образуемой в рулонном материале приводным подающим органом обрабатывающей машины
Случайный патент: Способ регенерации инфильтрационного бассейна