Способ прокаливания форм, получаемыхпо выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
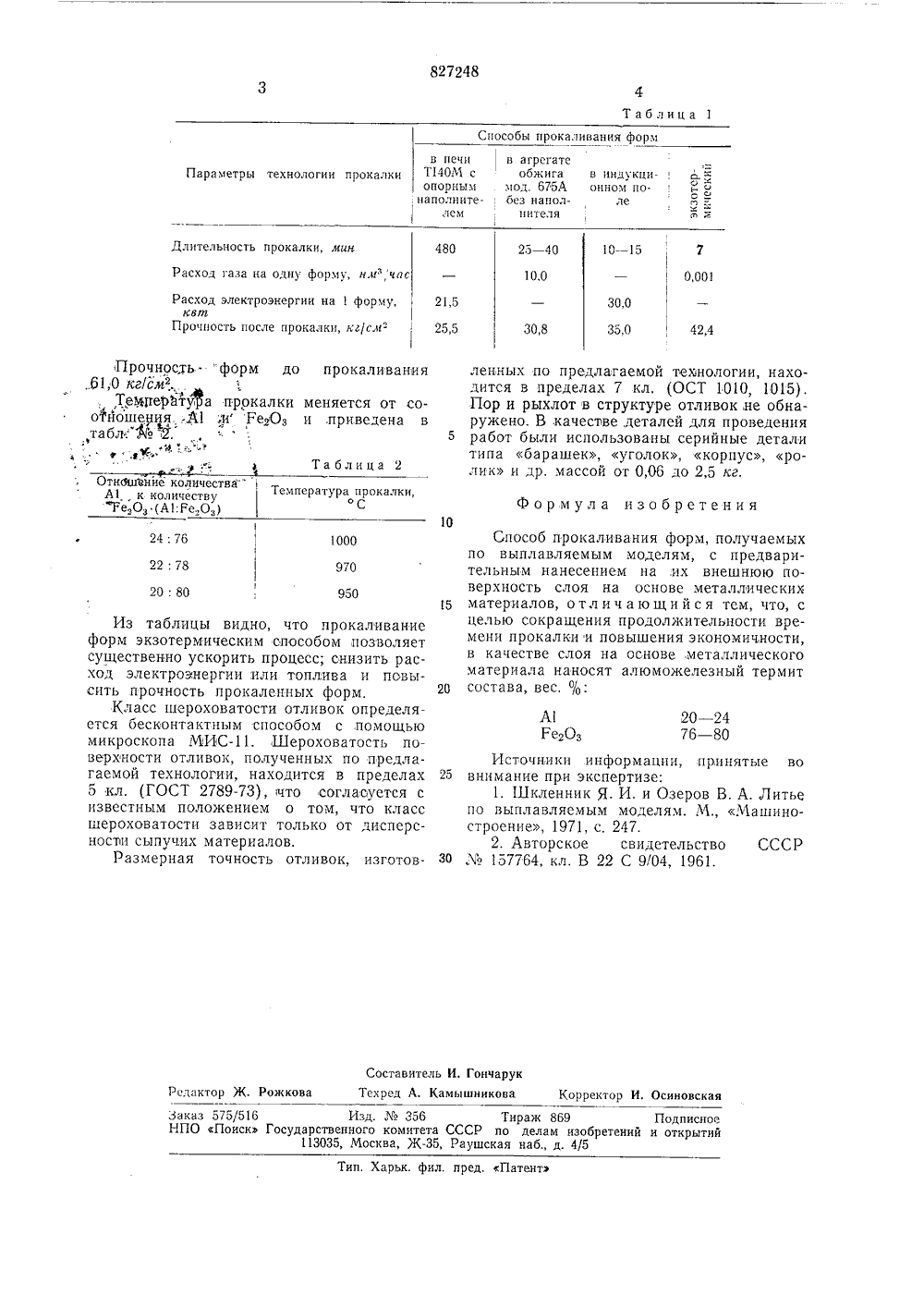
Союз Сопетских Социалистических Республик(43) Опубликовано 07.05,81, Бюллетень17 51) М Кл з В 22 С 9/12 Госудлрстпеиимй комитет пе делам извбретеиий15 Изобретение относится к литейному производству, в частности к способам прокаливания форм, изготавливаемых по выплавляемым моделям.В литье по выплавляемым моделям с целью удаления газотворных составляющих, обеспечения газопроницаемости формы и лучшей ее заполняемости жидким металлом производят технологическую операцию прокаливания форм перед их заливкой.Известен способ прокаливанвя форм перед заливкой с наполнителем либо без него 11.Недостатком данного способа прокалки является его длительность. Прокаливание в наполнителе длится 7 - 9 ч, Прокаливание без наполнителя длится от 25 до 40 лтин.Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ прокалки керамических блоков в индукционном поле с предварительным нанесением на поверхность оболочек металлического слоя 2.Несмотря на то, что время прокалки данным способом сокращается до 10 - 15 мин, оно все еще остается продолжительным и требуется дополнительный расход электроэнергии и специальное оборудование. Целью изобретения является сокращениепродолжительности времени прокалки и повышение экономичности,Для достижения указанной цели способ5 прокаливанпя форм, полученных по выплавляемым моделям, с предварительнымнанесением на их внешнюю поверхностьслоя на основе металлических материалов,в качестве слоя на основе металлического10 материала наносят алюможелезный термитсостава, вес. %: А 20 - 24ГезОз 76 - 80Изобретение иллюстрируется следующим примером.Экзотермическую смесь наносят на поверхность формы. Экзотермическую реакцию имитируют с помощью обычной газовой горелки в течение 1 лин,Форму выдерживают до полного сгорания газотворных составляющих. Реакция протекает без использования электроэнергии и других видов разогрева в течение 25лин. Прокаленные таким образом формызаливают жидким металлом спустя 5 -мин.Сравнительные данные по технологиипрокалки и прочности полученных форм 50 приведены в табл. 1.827248 Таблица 1 Способы прокаливания форм в агрегатеобжига мод. 675 А без напол- нителя в печи Параметры технологии прокалкиТ 140 М сопорнымДлительность прокалки, минРасход газа на одну форму, нл,час 10 - 15 480 25 - 40 10,0 0,001 Расход электроэнергии на 1 форму,квтПрочность после прокалки, кг/с,п". 21,5 30,0 25,5 30,8 35,0 42,4 Прочность. форм до,табл.:"Фй 12;фф,Ф прокаливания меняется от сои ,приведена в5 Таблица 2 ОтнбшЪние количества"А 1, к количеству "Ре,О (А:ге,О,) Температура прокалки,Формула изобретения 10 24: 76 1000 22: 78 20: 80 970 950 А 11 егОз 20 - 24 76 - 80 Составитель И, ГончарукТехред А. Камышникова Редактор Ж. Рожкова Корректор И. Осиповская Заказ 575/516 Изд.356 Тираж 869 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Тип. Харьк. фил, пред. Патент 5Из таблицы видно, что прокаливание форм экзотермическим способом позволяет существенно ускорить процесс; снизить расход электроэнергии или топлива и повысить прочность прокаленных форм.Класс шероховатости отливок определяется бесконтактным способом с,помощью микроскопа МИС.,Шероховатость поверхности отливок, полученных по предлагаемой технологии, находится в пределах 25 5 кл. (ГОСТ 2789-73), что согласуется с известным положением о том, что класс шероховатости зависит только от дисперсности сыпучих материалов.Размерная точность отливок, изготов ленных по предлагаемой технологии, находится в пределах 7 кл. (ОСТ 1010, 1015). Пор и рыхлот в структуре отливок,не обнаружено. В качестве деталей для проведения работ были использованы серийные детали типа барашек, уголок, корпус, ролик и др. массой от 0,06 до 2,5 кг. Способ прокаливания форм, получаемых по выплавляемым моделям, с предварительным нанесением на,их внешнюю поверхность слоя на основе металлических материалов, отличающийся тем, что, с целью сокращения продолжительности времени прокалки и повышения экономичности, в качестве слоя на основе, металлического материала наносят алюможелезный термит состава, вес, %: Источники информации, принятые во внимание при экспертизе:1. Шкленник Я. И. и Озеров В. А. Литье по выплавляемым моделям, М., Маашинстроение, 1971, с, 247.2. Авторское свидетельство СССР Лг 157764, кл. В 22 С 9/04, 1961.
СмотретьЗаявка
2717638, 25.01.1979
ПРЕДПРИЯТИЕ ПЯ Р-6500
БУШУЕВ АНАТОЛИЙ НИКОЛАЕВИЧ, БУШУЕВА ЛЮДМИЛА НИКОЛАЕВНА, ДАНИЛИН ВАСИЛИЙ ПЕТРОВИЧ
МПК / Метки
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемыхпо, прокаливания, форм
Опубликовано: 07.05.1981
Код ссылки
<a href="https://patents.su/2-827248-sposob-prokalivaniya-form-poluchaemykhpo-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокаливания форм, получаемыхпо выплавляемым моделям</a>
Поточная линия выплавки и прокалки форм для литья по выплавляемым моделям

Номер патента: 899230
Опубликовано: 23.01.1982
Авторы: Балаева, Корякин, Мамонов, Нещерет
МПК: B22C 9/04
Метки: выплавки, выплавляемым, линия, литья, моделям, поточная, прокалки, форм
...13, На нижнем конце 30штанги 12 укреплена крестовина 14 ишарнирная муфта 15, к которой подвешена нижняя часть штанги 16 с укрепленной на ней перекладиной 17и штырями 18 (фиг. 2 и 4) для устанонки на них керамических форм 19.Крестовина 14 взаииодействует(фиг,3) с цилиндрическими упорали20, установленныии неподвижно наподвесном пути 4 камеры 1 выплавки 4 Омодельного состава, а удлиненныйнижний конец штанги 16 при движениитележки 5 может взаилодейстновать(отклоняться) с Фигурныл копиром 21установленным на дне ванны 22 для;.бора ныплавляемого модельного состава. Загрузка керамических Форм 19производится с позиции 23 перед камерой 1.Поточная линия работает следующим образом,Керамические Формы 19 на местезагрузки 23 надевают на штыри...
Способ прокаливания оболочковых форм для литья по выплавляемым моделям

Номер патента: 1210956
Опубликовано: 15.02.1986
Авторы: Ашихмина, Кириевский, Куц, Озеров, Приступа, Чихачев
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
...прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с...
Смесь для формовки оболочковых форм в литье по выплавляемым моделям

Номер патента: 1400758
Опубликовано: 07.06.1988
Авторы: Иванцов, Кириллов, Крапивина, Морозов, Осинский, Паповян, Соловьев
МПК: B22C 1/18
Метки: выплавляемым, литье, моделям, оболочковых, смесь, форм, формовки
...35 40 45 50 55 повышенные пластические свойства и дополнительно снижает оседание кварцевого песка, упрочняет смесь во время прокалки форм, сохраняя прочность на сжатие на уровне о = 1,1 - 1,3 МПа, что компенсирует побочное влияние МОПЦ или МЦ без увеличения концентрации КАЦ.Кроме того, в сочетании с КАЦ каолин выполняет функции поверхностно-активного вещества (ПАВ), увеличивая жидкогекучесть до 160 170 мм.Введение в состав смеси ПК снижает пористость керамики. Перемещение ПК (ЯО) и гидроокиси алюминия (АГ(ОГ после затворения КАЦ водой повышает плотность сырой формовочной смеси. 1)осле прокалки форм при 900 950"С А 0 (ОН)з переходит в АГОз и в виде мелкодисперсной фазы распределяется между зернами ПК и песка, повышает плотность керамики,...
Связующее для керамических форм при литье по выплавляемым моделям

Номер патента: 128576
Опубликовано: 01.01.1960
Авторы: Брускин, Миролюбова, Сегаль
Метки: выплавляемым, керамических, литье, моделям, связующее, форм
...материала. раствора этилсилик рированной серной в гидролизованный его с пылевидным 5 реагирует с металлжащимся в марш по отношению к ги чем и предотвра коагуляция обмазоч 10 Предмет изобретения Связующее для керамических форм нрилитье по выплавляемым моделям, состоящее из этилсиликата, воды, растворителя (ацетона или др.) и соляной кислоты, отличаощееся тем, что, с целью возможности применсния непрокаленного маршалита, увеличения прочности оболочки и нейтрализации металлпче ского железа в пылевидном кварце, в нсговводят концентрированную серную кислоту. Обычно при литье по выплавляемым моделям применяются связующие на основе этилсиликата или жидкого стекла или же на этилсиликате - гидролизованные растворы этилсиликата. Однако эти...
Способ изготовления керамических литейных форм по удаляемым моделям
Номер патента: 603483
Опубликовано: 25.04.1978
Авторы: Баранов, Каплуновский, Колявкин, Королев, Маркарян, Масарский, Меньшиков, Писаренко, Розанов, Рудков, Сенюков, Степанов, Чернышев, Юшкан
МПК: B22C 9/04
Метки: керамических, литейных, моделям, удаляемым, форм
...обэлочки после обработки. по такому режиму формуют в огнеупорном наполнителе и перед заливкой подогревают до требуемой температуры,П р и м е р 1, (по известному способу),Испытание способа производится в цехегочнэгэ литья Ленинградского завода тур 45бинных лопаток,Изделие: лопатки 26-й ступени турбиныК.Материал оболочка; электрэкорунднаэтилсиликатнэй связке.Материал модели; солевая композиция(КС), содержащая 95%карбамида и 5%калиевой селитры,Габариты оболочки: 850 х 160 х 400 мм,Габариты опоки: 1100 х 400 х 500 мм.ЯОпорный наполнитель, для формовкиоболочек в опоках: щамотная крошка от0,3 до 5 мм.Прокалочная печь, газовая, проходная,трехзэнная с температурой по зонам 800.о850, 950 С. Контрольный коэффициент избытка воздуха 1,06....
Предыдущий патент: Способ изготовления литейных стержнейи форм p. k. окутина
Следующий патент: Устройство для протяжки модели
Случайный патент: Устройство для резания древесных материалов