Способ точного литья
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
О П И С А Н И Е и)821057ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Сове тскикСоциалистическихРеслубликОпубликовано 15.04.81. Бюллетень 14Дата опубликования описания 25.04,81 ло делам изобретений и отирмтнй(54) СПОСОБ ТОЧНОГО ЛИТЬЯ Изобретение относится к литейному производству, и в частности может быть использовано для изготовления деталей с повышенной точностью, преимущественно мелких, ажурных деталей из специальных высокопрочных сплавов. 5Известен способ литья, включающий изготовление модели, литниковой системы, формовку, загрузку заливаемого металла в литниковую чашу, его расплавление и заполнение им формы 11.Недостатком этого способа изготовления дегалей является отсутствие возможности отливать детали для изготовления которых необходима восковая модель из-за невозможности ее отливки в предварительной, разборной или эластичной формах, а г 5 создание сборной модели из воска затруднено или невыполнимо, что, как правило, снижает точность отливки, особенно, если элементы деталей ажурны. Цель изобретения - повышение точнос О ти литья и обеспечение возможности изготовления отливок сложной конфигурации.Указанная цель достигается тем, что модуль будущей детали сначала изготовляют из рабочего металла, т, е, металла, из которого должна быть деталь, общеизвестными способами металлообработки, модель заформовывают в формовочную смесь, а затем путем расплавления модели осуществляют заполнение формы расплавленным металлом модели и металлом, дополнительно поступающим из литниковой системы, заформованной заранее совместно с моделью. Пример. Осуществляют способ следующим образом. Для изготовления модели детали используется специальный сплав Со - Сг - Ж - И 1 - Мп - Я - Ге - С, из которого общеизвестными способами металлообработки изготовляют модель будущей детали, Отдельные элементы модели соединяются между собой методом посадо с с помощью клея или воска. Места соедичения элементов модели и переходчые галтели при сборке модели также заполняются воском. Затем модель заформовывают в мелкий порошок фианита (стабилизированной двуокиси циркония) со связующим - поливиниловым спиртом. Поедусмотрены литник - в виде стержня, но и того жеформула изобретения Способ точного литья, включающий изготовление модели, литниковой системы, формовку, загрузку заливаемого металла и литниковую чашу, его расплавление и заполнение формы,:отличающийся тем, что, с целью повышения точности литья и обеспечения возможности изготовления отливок сложной конфигурации, модель совместно с литниковой системой выполняют из зали ваемого металла, а заливку формы осуществляют расплавлением металла модели и литниковой системы. 82105 рабочего металла, что и модель, объемом близким к объему самой детали, основная масса которого располагается значительно выше верхнего уровня модели, и съемный стержень - выпарник, объем которого примерно равен объему литника. Готовую форму с находящейся в ней моделью помещают в зону нагрева, температуру которой доводят до расплавления модели и литника (для сплава Со - Сг - % - % - Мп - %в - Ге - С она составляет 1350 - 1380 С). При нагревании органика (клей, воск и т. п.) 10 выгорает.Далее температуру зоны нагрева повышают до литейной (Ъ 1450 С), благодаря чему расплавленный рабочий металл литника опускается в форму и смешивается с рабочим металлом расплавленной модели, вытесняя его часть в выпарник и заполняя весь объем, образованный моделью, обеспечивая однородность материала отливки, что исключает образование в отливке разнофазовой структуры, пузырей, раковин и др. дефектов, обеспечивая высокое качество изготовления изделия. Нагрев формы с моделью производят в вакуумной печи с вольфрамовыми нагревателями. Весь цикл выплавления детали составляет 7 - 9 ч. Ос 25 тальные завершающие этапы изготовления деталей методом точного литья общеизвестны (охлаждение и т. п.). 74Полученная деталь не требует дополнительной механической обработки. Использование предлагаемого способа позволяет повысить точность изготовления деталей и обеспечивает возможность изготовления деталей сложной конфигурации, например ажурных, в частности, деталей искусственного сердца. Источники информации,принятые во внимание при экспертизеСоставитель А. Минаев Редактор И. Касарда Техред А. Бойкас Корректор Г. Назаров Заказ 166519 Тираж 869 Подписное ВНИИ ПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2781779, 20.06.1979
ПРЕДПРИЯТИЕ ПЯ Р-6102
ИОФИС НАУМ АБРАМОВИЧ, ВАСИЛЬЕВ СЕРГЕЙ ИВАНОВИЧ, ИВАНОВА РИММА ГЕОРГИЕВНА, ЕГОРОВ ЮРИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B22D 23/06
Опубликовано: 15.04.1981
Код ссылки
<a href="https://patents.su/2-821057-sposob-tochnogo-litya.html" target="_blank" rel="follow" title="База патентов СССР">Способ точного литья</a>
Пресс-форма для литья под давлением с прямой литниковой системой

Номер патента: 1296292
Опубликовано: 15.03.1987
Авторы: Краснощеков, Федотов, Федотова
МПК: B22D 17/22
Метки: давлением, литниковой, литья, пресс-форма, прямой, системой
...направляющим 9, выполненным в виде выступов на вкладышах 6 и пазов в неподвижной полуформе 2, до упоров 10, выполненных в неподвижной полуформе 2 и предохраняюших вкладыши от выпадания при извлечении отливок (фиг. 2).Во избежание получения дефектных отливок действие прессуюшего поршня во время раскрьггия пресс-формы должно прекрашаться в момент расхождения вкладышей на величину диаметра пресс-остатка. Это достигается тем, что угол наклона направляюших к горизонтальной оси (а) определяется отношением диаметра прессуюшего поршня (Вп) к величине выхода прессуюшего поршня за плоскость неподвижной плиты машины (н). Практически этот угол находится в пределах 10 - 20.Пресс-форма работает следуюшим образом. Поступление металла в рабочую...
Металлокерамический материал для изготовления моделей при литье в оболочковые формы

Номер патента: 142382
Опубликовано: 01.01.1961
Авторы: Абалихин, Злодеев, Королев
МПК: C04B 35/74
Метки: литье, материал, металлокерамический, моделей, оболочковые, формы
...из смеси гидролизованногоэтилсиликата и металлического порошка, обработанной 15-ным раствором щелочи,Технологический процесс сводится к следующему из смеси 50% гидролизованного этилсиликата и 50 о, металлического порошка приготавливают шликер, который заливают в пресс-форму, причем шликер огеливают 15%-ным водным раствором щелочи, После затвердевания шликера и образования модели из нее выжигают летучие компоненты прокаливанием в печи 950 - 1000", в результате чего модель приобретаетвысокую прочность, которая сохраняется при рабочих температурах(200 - 300). Крепление моделей на подмодельной плите осуществляетсяпри помощи теплостойкого клея, например. марки ВС, или металлическими болтами, заливамыми мсталлокерампкой.Предлагаемый...
Литниковая система для получения отливок

Номер патента: 298420
Опубликовано: 01.01.1971
Авторы: Белецк, Железнов, Старосельский, Чуднер
МПК: B22C 9/08
Метки: литниковая, отливок
...конуса, создается добавочное давление на металл, вытекающий из выходного канала 4 и поступаю щий непосредственно в литейную форму. 10 П р с д м с т из о бр етсн и я Известны литниковые системы для вводя порошкообразных продуктов в струю разливаемой стали, включающие центробежный металлоприемник. Однако такие системы не обеспечивают необходимой скорости заполнения форм.Для повышения напора металла в центробежном металлоприемнике предлагается литниковая система, в которой металлоприемник выполнен в виде расширенного книзу усеченного конуса.На чертеже показана описываемая литниковая система.Она состоит из приемной воронки 1, литникового хода 2 и центробежного металло- приемника 8 с выходным каналом 4,Металл из ковша попадает в приемную...
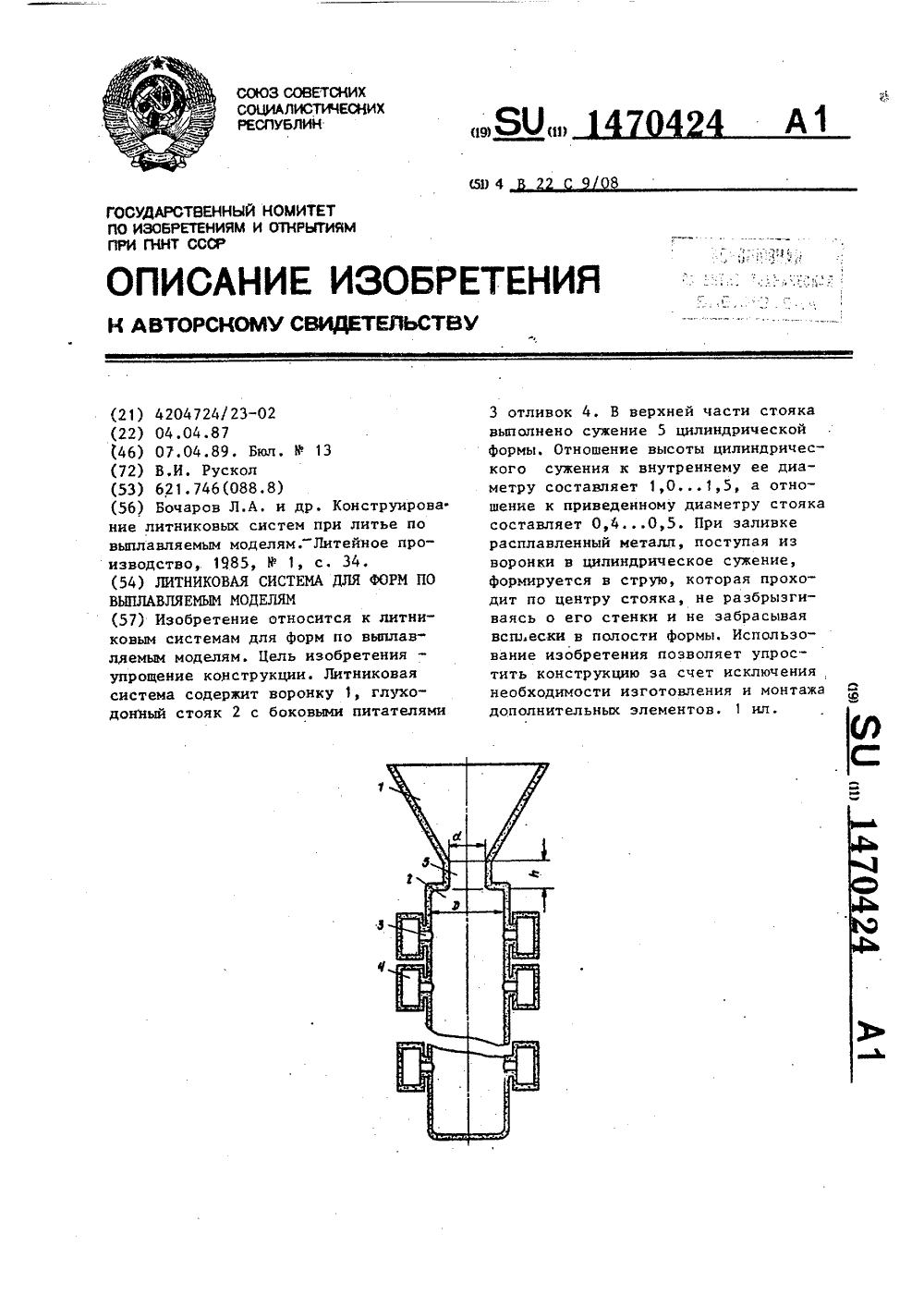
Литниковая система для форм по выплавляемым моделям
Номер патента: 1470424
Опубликовано: 07.04.1989
Автор: Рускол
МПК: B22C 9/08
Метки: выплавляемым, литниковая, моделям, форм
...дополнительных элементов . Формула изобретенияЛитниковая система для форм по выплавляемым моделям, содержащая литниковую воронку, глуходонный стояк с боковыми питателями, о т л и ч а - ю щ а я с я тем, что, с целью упрощения конструкции, в верхней части стояка выполнено сужение цилиндрической формы, причем отношение высоты цилиндрического сужения к внутреннему ее диаметру составляет 1,0 1,5, а отношение диаметра сужения к приведенному диаметру стояка составляет 0,40,5. Ь = 1,25 с 1 и й = 0,45 В,тулова Корректор М. Васильева Заказ 1415/12 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5а Производственно-издательский комбинат "Патент", г.ужгород, ул,...
“способ получения литья по газифицируемым моделям “див процесс” и литейная форма для получения литья”

Номер патента: 1764768
Опубликовано: 30.09.1992
Авторы: Василенко, Доровских, Иванова, Касперович, Праздничных, Танчук
МПК: B22C 9/00
Метки: газифицируемым, див, литейная, литья, моделям, процесс, форма
...принцип отвода продуктов деструкции устраняет необходимость общего и длительного вакуумирования формы в целом. А это в значительной степени расширяет технологические возможности, ускоряет процесс, уменьшает энергетические затраты, упрощает конструкцию оборудования. В отличие от известных способов, базирующихся на применении специальных контейнеров с двойными стенками и вакуумными камерами, в предлагаемом способе могут практически использоваться обычные простые емкости, способные удерживать песок.Применение газонепроницаемой противопригарной краски исключает загрязнение песка вредными веществами, повышает качество поверхности отливок, упрощает подготовку и нанесение покрасочных составов.Предложенный способ дает возможность заменить...
Предыдущий патент: Устройство для литья погружением
Следующий патент: Устройство для выталкивания слиткаиз изложницы
Случайный патент: Барабан хлопкоуборочного аппарата