Автоматическая линия для изготовления деталей типа топоров
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки











Текст
1727945 А 1 СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК О 43/00, В 2 ИСАНИЕ ИЗОБРЕТЕНИЯВИЙФВЗЙИф щурю а,".:; К АВТОРСКОМУ СВ ЕЛЬСТ обье ски А.И. Г октис нча в и(54) АВТОМ ГОТОВЛЕН (57) Изобрет лов давлени линий для Цель изобре тельности и матическая АТИЧЕСКАЯ Л ИЯ ДЕТАЛЕЙ ение касается ем, в частности горячей объем тения - повыш оковок и качест линия содержи ИНИЯ ДЛЯ ИЗТИПА ТОПОРОВ обработки метал- автоматических ной штамповки. ение производива поковок, Автот индукционный)ч.фсА .,1 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Воронежское производственноединение по выпуску тяжелых механичпрессов(56) Авторское свидетельство СССРМ 416217, кл. В 23,3 41/00, 1972,нагреватель 1, загрузчик 2 заготовок в пресс 3 для формообразования, оснащенный клещевой подачей 4 и инструментом 13, на позиции формирования обуха которого размещены механизм выстоя дорна и механизм фиксации заготовки, транспортирующее устройство 7 с горизонтальной кареткой и поворотными ложементами, сочлененное посредством компенсатора "7 разности линейных скоростей с кареткой 71, установленной на направляющей у кова. - ных многоклетьевых вальцев 39 и оснащенной клещевым захватом, а также устройством для кантовки и укладки покоеки на каретку устройства 96 транспортировки, калиброванным прессом 128, оснащенным клещевой подачей 135 и инструментом 136, сочлененными с гидроприжимами 130, установленными на ползуне 129, и устройством 140 для отвода топора в тару. 4 3 и ф лы, 13 ил,221727945 ,;2 1Составитель В.Авилов актор Е.Папп Техред М,Моргенталректор М.Шарош аз 1363 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС113035, Москва, Ж, Раушская наб., 4/5водственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 1Изобретение относится к области обработки металлов давлением, в частности к автоматическим линиям для горячей объемной штамповки.5Известна автоматическая линия длягорячей объемной штамповки, состоящаяйз нагревательного устройства, прессадля выполнения формующих операций,обрезного пресса, ковочных вальцов и устройств для перемещения заготовки, поковки и отходов.Недостаток известной автоматической линии заключается в том, что устройства для перемещения заготовки в 15инструмент линии не обеспечивают манипулирования заготовкой при ее перемещении вдоль линии и укладки в штамп,вследствие чего на линии не могут бытьизготовлены поковки топоров, требующие 20сложного манипулирования ими как при перемещении, так и в штамповом пространстве обрабатывающих машин и приложения кзаготовкам усилия при отличном друг отдруга положении нэ технологических переходах.Наиболее близкой к предлагаемой является поточная линия изготовления топоров, содержащая, нагревательную печь,ковочный многопозиционный пресс, передаточный стол, ковочные вальцы для раскатки полотна топора, обрезной пресс дляобрезки полотна топора, штамповочныймолот для калибровки, станок для двухстороннего горячего фрезерования и средства для транспортировки топора междуними,Основной недостаток линии заключается в ее низкой производительности, так какв основу линии заложен технологический 40процесс, требующий большого числа технологических операций, например, только дляобработки давлением порядка 16-ти переходов, что вовлекло в поточную линию большое количество оборудования и тем самым 45увеличило размеры капиталовложений ирасходы на содержание; разнокалиберность оборудования, отсутствие средствориентации и манипулирования заготовкойне только снижает производительность, но 50и делает невозможной автоматизацию линии и снижает точность поковок, особеннона операциях раскатки полотна на вальцахи прошивке отверстия; отсутствие средствприжима заготовки на операциях прошивки 55и обрезки также снижает качество штамповок.Цель изобретения - повышение уровня автоматизации линии и качества поковок,Указанная цель достигается тем, что линия снабжена устройством для перемещения топора между формообразующим прессом и ковочными вальцами, выполненными в виде установленной в корпусе каретки, механизма перемещения каретки, поворотных ложементов, закрепленных на каретке, механизма повсрота ложементов, траверсы с дополнительными ложементами, установленной на корпусе с возможностью вертикального перемещения, и привода вертикального перемещения, устройством для перемещения топора через ручьи ковочных вальцов, выполненным в виде ползушки с клещевым захватным органом, установленной на продольной направляющей около вальцев с возможностью воэвратно-поступательного перемещения, и механизмов размыкания захватного органа, установленнь;х по краям упомянутой направляющей, при этом каретка устройства для перемещения топора между формообразующим прессом и ковочными вальцами связана с полэушкой посредством тяги с пружинным компенсатором, устройством для перемещения топора между ковочными вальцами и оборудованием для обрезки и калибровки, выполненным в виде дополнительного корпуса с размещенными в нем механизмом для кантования, дополнительной кареткой с ложементами и дополнительной трагерсы, имеющей воэможность вертикального перемещения, также линия снабжена средством для дорнования, установленным в ковочном многопозиционном прессе, и клещевыми перекладчиками для перекладки топора по ручьям штампов.Сопоставимый анализ с известной линией показывает, что предлагаемая автоматическая линия для изготовления деталей типа топоров отличается наличием шагового устройства для перемещения топора между формообразующим прессом и ковочными многоклетьевыми вальцами, выполненного в виде установленной в корпусе каретки с поворотными ложементами и траверсы с дополнительными ложементами, имеющей возможность вертикального перемещения, наличием средства для дорнования размещенного в полэуне и штампе формообразующего пресса, выполненного в виде силового цилиндра, полэушки с дорном, установленной на колонках, и механизма фиксации заготовки, наличием устройства для перемещения поковки между фомообраэующим прессом и ковочными вэльцами, выполненного в виде ползушки с клещевым захватным органом, размещенной на горизонтальной направляющей и сочлененной с упомянутой выше кареткой посредством тяги с пружинным компенсатором, а также двух механизмов размыкания захватного органа, наличием шагового устройства для перемещения топора от ковочных многоклетьевых вальцев к оборудованию для обрезки и калибровки, выполненного в виде механизма для кантования, дополнительных каретки и траверсы, установленных в дополнительном корпусе. Перечисленные выше отличия, наряду с оснащен ем линии клещевыми перекладчасами для перекладки по ручьям формообразующих, обрезных и калибровочных штампов позволяют полностью автоматизировать процесс изготовления деталей типа топора и повысить их качество.На фиг. 1 изображена линия, общийвид; на фиг. 2 - разрез А - А (средство дорнования формообразующего пресса) на фиг. 1; на фиг, 3 - сечение Б - Б на фиг. 2; на фиг. 4 - участок линии между формообразующим прессом и ковочными вальцами,общий вид; на фиг. 5 - вид В на фиг. 4; на фиг, 6 - вид Г на фиг. 4; на фиг, 7 - разрез Д - Д на фиг, 4 (кинематическая схема устройства для перемещения поковки междуформообразующим прессом и вэльцами); нафиг, 8 - разрез Е - Е на фиг, 4; на фиг, 9 - разрез Ж - Ж на фиг. 4; на фиг. 10 - участок линии между ковочными вальцами и оборудованием для обрезки и калибровки (калибровочным прессом), общий вид; на фиг. 11 - вид 3 на фиг. 10; на фиг. 12 - разрез И - И на фиг. 11 (привод механизма для кантования); на фиг. 13 - вид К на фиг. 10,Автоматическая линия для изготовления деталей апа топоров состоит из нагревателя 1 заготовок, загрузчика 2 заготовок, формообразующего пресса 3 со смонтированной в нем клещевой подачей 4 с клещами 5 - 10, закрепленными на грейферной линейке 11 клещевой подачи 4, штампом 12, содержащим многопозиционный инструмент 13 для формирования обуха, всада и лезвия деталей типа топора с механизмом 14 формирования обуха, содержащим заднюю матрицу 15, а также средства для дорнования, содержащего силовой цилиндр 16, размещенный в расточке 17 ползуна 18 формообразующего пресса 3, пневмогидроаккумулятор 19, соединенный с расточкой 17 каналом 20 и снабженный зарядным устройством 21, опорную ползушку 22 с закрепленным на ней посредством крышки23, штифта 24 и болтов 25, дорном 26 с формирующим выступом 27, установленную с возможностью возвратно-поступа 5101520 25 30 35 40 45 50 55 тельного движения на вертикальных колонках 28, закрепленных в плите 29 штампа 12, сочлененную посредством толкателя 30 с поршней 31 упомянутого силового цилиндра 16, при этом многопозиционный инструмент 13 на позиции формирования обуха также содержит нижнюю матрицу 32, закрепленную к нижней плите ЗЗ штампа 12 и механизм фиксации заготовки, содержащий размещенные в нижней плите 33 напра" ляющую 34, ось 35 с качающимся рычагом Зб и матрицей 37 и боковой копир 38, закрепленный в верхней плите 29 штампа 12, постоянно сочлененный своими плоскостями с упомянутыми направляющей 34 и качающимся рычагом 36. Автоматическая линия далее состоит из ковочных многоклетьевых вальцов 39, содержащих станину 40 и смонтированные на ней привод 41 и последовательно расположенные пары валков с закрепленным на них инструментом 42 - 44 с общей горизонтальной" плоскостью разьема и различной высотой зазора п 1, М, пз, при этом последняя (калибрующая) клеть с инструментом 44 выполнена закрытой посредством трэверс 45 и 46, стянутым шпильками 47; устройства 48 для перемещения поковки (топора) между формообразующим прессом 3 с ковочными вальцами 39, содержащего раму 49; в верхней части которой установлена горизонтальная направляющая 50, каретку 51, перемещающуюся;возвратно-поступательно по направляют ей 50 нэ роликах 52, несущую поворотные локементы 53 и 54 со штифтовыми фиксаторами 55, опору 56, установленную с возмокностью возвратно-поступательного перемещения в вертикальной плоскости между упорами 57 и 58, смонтированными в раме 49, и несущую закрепленные на ней опорные ложементы 59 - 61 с фиксаторами 62, привод 63 перемещения каретки 51 и привод 64 возвратно-поступательного перемещения опоры 56 в вертикальной плоскости механизма, для поворота в горизонтальной плоскости транспортируемых поковок, состоящего из вертикальных поворотных осей 65, установленных с возможностью поворота в каретке 51, в верхней части которых закреплены ложементы 53 и 54, а в нижней - рычаги 66 с роликами 67, подпружиненные пружиной 68, и упоров 69 и 70, установленных вблизи направляющей 50.Автоматическая линия также содержит устройство 71 для перемещения поковки (топора) через ручьи ковочных вальцов 39, состоящее из дополнительной направляющей 72, закрепленной на кронштейне 73, сочлененном со станиной 40 ковочных валь10 15 20 цов 39, ползушки 74, установленной на дополнительной направляющей 72 на роликах 75 с возможностью возвратно-поступательного перемещения, сочлененной с кареткой 51 посредством двух тяг 76 с пружинным компенсатором 77 разности линейной скорости вальцовки и скорости каретки 51, выполненного в виде телескопической пары цилиндров 78 и 79, подпружиненных пружиной 80, опирающейся концами нэ размещенные в расточке цилиндра 78 втулку 81 и плавающую шайбу 82, установленную на ограничительной тяге 83 с гайками 84, клещевого захватного органа 85, смонтированного на ползушке 74, содержащего двуплечие рычаги 86 и 87, подпружиненные пружинами 88 и закрепленные на оси 89, на одних концах которых закреплены зажимные элементы (губки) 90, а на других ролики 91, механизма рэзмыкания клещевого захвата, выполненного в виде двух силовых цилиндров 92 и 93, установленных по концам дополнительной направляющей 72, с выдвижными пальцами 94 и 95, взаимодействующими с упомянутыми роликами 91. Далее в технологической последовательности расстановки оборудования автоматическая линия состоит из устройства 96 для перемещения поковки (топора) между ковочными вэльцами 39 и оборудованием для обрезки и калибровки, содержащего дополнительный корпус 97, механизм 98 для кантования поковки (топора), выполненный в виде горизонтального вала 99 с ловителями 100 и 101, установленного на подшипниках 102 и 103 в корпусе 97 перпендикулярно к направлению движения поковок в линии, привода поворота вала 99, содержащего шестерню 104, закрепленную на валу 99 и находящуюся в зацеплении с зубчатой рейкой 105, несущей упоры 106 и 107 и перемещающейся возвратно-поступательно в направляющих 108 и 109 на величину хода Н и Н 1, подвижный пневмоцилиндр 110 с ходом Н, сочлененный посредством своего штока 111 и штифта 112 с упомянутой зубчатой рейкой 105, а посредством шарнирного соединения 113 с цилиндром 114 возвратно-поступательного перемещения цилиндра 110, и закрепленных на корпусе 97 криволинейного сьемника 115, буферов 116 и 117, а также содержащего дополнительную каретку 118 с поворотным ложементом 119 и неподвижными ложементами 120 и 121, имеющую возможность горизонтального возвратно-поступательного перемещения в дополнительном корпусе 97 посредством зубчато-реечного привода 122, дополнительную траверсу 123 с дополнительными 25 30 35 40 45 50 55 опорными ложементами 124 в 1, привод 127 возвратно-поступательного перемещения траверсы 123 в вертикальной плоскости. Также автоматическая линия содержит оборудование для обрезки и калибровки, состоящее из калибровочного пресса 128,трехпозиционного штампа 129, гидроприжимов 130 и 131, установленных в ползуне 132 пресса 128 над позицией 133 обрезки лезвия и позицией 134 ребровой калибровки штампа 129, клещевой подачи 135 с четырьмя клещевыми захватами 136 - 139, и устройство 140 для отвода готовых деталей от калибровочного пресса 128 в тару 141. Конструкция гидроприжимов 130 и 131 идентична конструкции силового цилиндра 16 с пневмогидроаккумулятором 19 формообразующего пресса 3. Все ложементы и ловители 100 и 101 механизма 98 для кантования выполнены быстросьемными,Автоматическая линия работает следующим образом,Нагретая в нагревателе до температуры ковки заготовка (не показана) подается в ориентированном положении загрузчиком 2 к штампу 12 формообразующего пресса 3, захватывается клещами 5 клещевой подачи 4 и переносится в первый ручей многопозиционного инструмента 13, По команде клещевой подачи 4 осуществляется рабочий ход ползуна 18 пресса 3 и производится накол отверстия, затем клещи 6 захватывают заготовку и переносят ее с поворотом на 180 на вторую позицию инструмента 13, после чего осуществляется следующий ход ползуна 18, в результате которого прошивается отверстие в поковке (не показано), далее поковка клещами 7 захватывается и переносится с поворотом на 180 на матрицу 32 позиции формирования обуха по-, ковки (топора). Осуществляется очередной ход ползуна 18, при этом в начале хода копир 38 давит на качающийся рычаг 36 с матрицей 37 и фиксирует поковку в горизонтальном направлении, а затем дорн 26 заходит в отверстие, прошитое в поковке, и формирующим выступом 27 надавливает на верхний торец поковки с усилием прижима силового цилиндра 16 в конце хода ползуна 18 (на участке ходе, равном ходу поршня 31), когда усилие деформирования поковки начинает превышать усилие прижима, дорн 26 с опорной ползушкой 22 останавливается, а толкатель 30, воздействуя на поршень 31, останавливает его. В то время, как ползун 18 продолжает завершающее движение вниз, дорн 26 делает выстой, и в этот момент механизм 14 формирования обуха надавливает матри53, после чего каретка 51 возвращается в исходное положение. Осуществляется следующий ход каретки 51 и опоры 56, при этом поковка перемещается с ложемента 60 в ложемент 61, откуда она захватывается устройством 71 для переноса поковки через ручьи ковочных вальцов 39, При этом ползушка 74 находится в исходном крайнем левом положении, клещевой захватный орган 85 разомкнут механизмом размыкания губок 90 клещевого захвата, выдвижной палец 94 которого, воздействуя на ролики 91,осуществляет размыкание, После укладкипаковки в ложемент 61 и подъема опоры 56 вверх до упора 57, палец 94 выводится из взаимодействия с роликами 91, а пружины 88, воздействуя на рычаги 86 и 87, захватывают поковку губками 90. При следующем ходе горизонтальной каретки 51 вправо осуществляется перемещение и ползушки 74 по ее направляющей 72, так как последняясвязана через пружинный компенсатор 77 разности линейных скоростей с кареткой 40 45 50 цей 15 на задний торец поковки и формирует обух,При ходе ползуна 18 вверх поковкаудерживается на матрице 32 копиром 38,воздействующим на рычаг 36 с матрицей 37, 5при этом дорн 26 выходит из отверстия, амеханизм 14 формирования обуха отводитматрицу 15, Далее поковка захватываетсяклещами 8 клещевой подачи 4 и соответствующим образом сначала переносится на 10позицию формирования всада с поворотомна 90, а затем клещами 9 переносится напозицию раздачи полотна поковки (топора)под вальцовку, После этого клещами 10 клещевой подачи 4 поковка укладывается на 15дополнительный ложемент 59 устройства 48для перемещения поковки между калибровочным прессом 3 и ковочными вальцами39, После укладки заготовки в ложемент 59клещи 10 уходят, включается привод 64 и 20перемещает опору 56 с опорными ложементами 59 - 61 вниз до упора 58. При этом поковка ложится в ложемент 53горизонтальной каретки 51, а конечник К 1(не показан), подает команду на включение 25привода 63 перемещения каретки 51 в горизонтальном направлении, Каретка 51, пере- .мещаясь вправо, подходит к упору 70,который воздействует на ролик 67 рычага66, последний при дальнейшем ходе каретки 51 разворачивается и поворачивает поворотную ось 65 с ложементом 53 на 90. Приостановке каретки 51 после завершения рабочего шага вновь включается привод 64 иперемещает опору 56 с дополнительным ложементом 60 вверх до упора 57, при этомложемент 60 снимает поковку с ложемента 51, причем последняя по отношению к ползушке 74 является приводом. При движении ползушки 74 вправо осуществляется последовательное деформирование (раскатка) лезвия в инструменте 42 - 44 ковочных вальцов 39 до толщины лезвия йз, При возникновении разности линейных скоростей кареток 51 и 74, что возможно во время операции раскатки, пружинный компенсатор 77 воспринимает разность скоростей посредством деформации (просадки) пружины 80. При достижении кареткой 74 краи- него правого положения клещевой захватный орган 85 подходит к устройству 96 для перемещения поковки между ковочными вальцами 39 и оборудованием для обрезки и калибровки, и одевает удерживаемую поковку отверстием на штыреобразный ловитель 101 и лезвием на вилкообразный ловитель 100, находящиеся в исходном положении. Затем палец 95 под воздействием цилиндра 93 размыкает клещевой захватный орган 85 и каретки 51 и 74 с захватным органом 85 возвращаются в исходное положение. Подается команда на включение подвижного пневмоцилиндра 110, шток 11 которого перемещает зубчатую рейку 105 влево на ход Н 1, которая, воздействуя на шестерню 104, разворачивает вал 99 с ловителями 100 и 101 и поковкой не показана) на 180 в вертикальной плоскости и укладывает поковку на поворотный ложе- мент 119 каретки 118 устройства 96 для перемещения поковки между ковочными вальцами 39 и оборудованием для обрезки и калибровки, Если же пресс 128 не готов принять поковку, подается команда на включение неподвижного цилиндра 114, который через шарнирное соединение 112, подвижный цилиндр 110, зубчато-реечное зацепление 104 и 105 поворачивает вал 99 на 90, т.е. зубчатая рейка 105 совершает полный ход Н, равный сумме ходов подвижного 110 и неподвижного 114 пневмоцилиндров, до взаимодействия упора 107 с буфером 117, При этом повороте вала 99 поковка, упираясь на криволинейный сьемник 115, снимается с ловителей 100 и 101 и отводится в тару (не показана), а каретка 118 предварительной командой отведена своим приводом 122 в крайнее правое положение, тем самым освободив путь для прохождения ловителей 100 и 101 с поковкой, При готовности калибровочного пресса 128 к работе включается привод 122 и каретка 118 перемещается в правое положение, при этом поворачивается на 90 ложемент 119, в котором поковка ориентирована посредством вертикальных конических фиксаторов 55, затем включает 17279455 10 15 20 129, а с очередным ходом подачи 135 клещи138 переносят поковку на позицию 134 ре- .бровой калибровки, на которой смыкающийся рычажный механизм (не показан)штампа 129 калибрует две ребровые поверхности поковки при очередном ходе ползуна 132 вниз. А при подъеме ползуна 132вверх гидроприжим 134 возвращает упомянутый рычажный механизм в разомкнутоеисходное положение. После этого готовая 30деталь перемещается клещами 139 с позиции 134 штампа 129 на транспортирующееустройство 140, которое перемещает готовые детали от пресса 128 в тару 141 или жепередается на следующие технологические 35участки для термообработки и заточки лезвия (не показано). ся привод 127 и траверса 123, поднимаясь вверх, снимает поковку своим ложементом 124 с поворотного ложемента 119, после чего каретка 118 возвращается в исходное левое положение. Последующими ходами каретки 118 и траверсы 123 поковка перемещается сначала на ложемент 125, а затем на ложемент 126, откуда захватывается за боковую стенку всада поковки (фиг, 13) клещами 136 клещевой подачи 135 и переносится на позицию 133 обрезки лезвия штампа 129. При ходе ползуна 132 вниз поковка сначала прижимается гидроприжимом 133 к нижней матрице инструмента (не показана), а затем верхней обрезной матрицей (не показана) обрезается заусенец на лезвии поковки. При ходе ползуна 132 вверх и его выстое вверху обрезанная поковка захватывается клещами 137 подачи 135 и переносится на позицию плоскостной калибровки штампа Все движения механизмов линии и заготовки (поковки) контролируются датчиками, например, конечными выключателями и фотоголовками, сигналы которых поступают в электронную систему управления линией (не показано). При замене инструмента и ложементов автоматическая линия легко перестраивается на другой типоразмер деталей,Технические преимущества предлагаемой автоматической линии по сравнению с известной заключаются в обеспечении автоматической объемной штамповки, обрезки и калибровки поковок на линии с сокращенным числом оборудования, в обеспечении манипулирования заготовкой (поковкой) в процессе перемещения ее между машинами для обработки металлов давлением, в изготовлении готовых поковок методом объемной штамповки и калибровки с высокой производительностью и высоким качеством. 40 45 50 55 Формула изобретения 1. Автоматическая линия для изготовления деталей типа топоров, содержащая установленные в технологической последовательности нагревательную установку, ковочный многопозиционный пресс, ковочные вальцы для раскатки полуфабриката, оборудование для обрезки и калибровки, устройство для транспортировки поковок между технологическим оборудованием и систему управления, о т л и ч а ю щ а я с я тем, что, с целью повышения уровня автоматизации и качества изготовления топоров, она снабжена устройством для дорнования, установленным в ковочном многопозиционном прессе, и клещевыми перекладчиками для шагового перемещения поковок между позициями штампов прессов, устройство для транспортировки поковок между формообразующим прессом и ковочными вальцами выполнено в виде установленной в корпусе каретки, механизма перемещения каретки, поворотных ложементов, закрепленных на каретке, механизмов поворота ложе- ментов, траверсы с опорными ложементами, установленной нэ корпусе с возможностью вертикального перемещения, и привода вертикального перемещения траверсы, устройство для транспортировки поковок в ковочных вальцах выполнено в виде продольной направляющей, закрепленной в зоне, примыкающей к вэльцам, ползушки, установленной по продольной направляющей с возможностью возвратно-поступательного перемещения, клещевого захватного органа, размещенного на ползушке, механизмов размыкания захватного органа, установленных по концам указанной направляющей, при этом каретка связана с ползушкой посредством пружинного компенсатора и двух тяг, сопряженных между собой посредством указанного компенсатора, устройство для транспортировки поковок между ковочными вал ьцами и оборудованием для обрезки и калибровки выполнено в виде дополнительного корпуса и размещенных в нем механизма для кантования, дополнительных каретки с поворотным ложементом и траверсы с тремя опорными ложементами,2. Линия по п. 1, о т л и ч а ю щ а я с я тем, что устройство для дорнования выполнено в виде силового цилиндра, вертикально размещенного в ползуне пресса и связанного с силовым цилиндром пневмогидроаккумулятора, опорной ползушки, на которой закреплен дорн с формообразующим выступом, установленной на верхней плите штампа с возможностью возвратно- поступательного перемещения в вертикальной плоскости, толкателя, связывающего шток силового цилиндра с опорной ползушкой, и средство для фиксации поковки на нижней плите штампа.3. Линия по и. 1, о т л и ч а ю щ а я с я тем, что клещевой захватный орган выполнен в виде подпружиненных двуплечих рычагов, роликов, установленных на одних концах рычагов, и зажимных элементов, смонтированный га вторых концах рычагов, а механизм размыкания клещевого захватного органа выполнен в виде дополнительного силового цилиндра, конусного пальца, закрепленного на штоке указанного силового цилиндра с возможностью взаимодействия с роликами клещевого захватного органа.4. Линия по и. 1, о т л и ч а ю щ а я с ятем, что ковочные вальцы выполнены много 5 клетьевыми с различной величиной зазорамежду инструментом и с общей горизонтальной плоскостью разъема, причем входные клети вальцев выполнены открытыми, авыходная клеть - закрытой,10 5. Линия по и. 1, о т л и ч а ю щ а я с ятем, что механизм для кантования поковоквыполнен в виде горизонтально размещенного в дополнительном корпусе вала, двухловителей, смонтированных на валу, приво 15 да поворота ловителей и съемника, установленного с возможностью взаимодействия словителем в одном из крайних их положений,
СмотретьЗаявка
4693656, 22.05.1989
ВОРОНЕЖСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ВЫПУСКУ ТЯЖЕЛЫХ МЕХАНИЧЕСКИХ ПРЕССОВ
АВИЛОВ ВЛАДИМИР ИЛЬИЧ, БУРДИН ВАЛЕНТИН ИВАНОВИЧ, ГОНЧАРОВ АЛЕКСАНДР ИВАНОВИЧ, МАКШАНОВ ЛЕВ ЯКОВЛЕВИЧ, ФЕОКТИСТОВ ГЕННАДИЙ ГРИГОРЬЕВИЧ, ШЕПЕЛЕВ ВАЛЕНТИН МИТРОФАНОВИЧ
МПК / Метки
МПК: B21D 41/00, B21D 43/00
Метки: автоматическая, линия, типа, топоров
Опубликовано: 23.04.1992
Код ссылки
<a href="https://patents.su/11-1727945-avtomaticheskaya-liniya-dlya-izgotovleniya-detalejj-tipa-toporov.html" target="_blank" rel="follow" title="База патентов СССР">Автоматическая линия для изготовления деталей типа топоров</a>
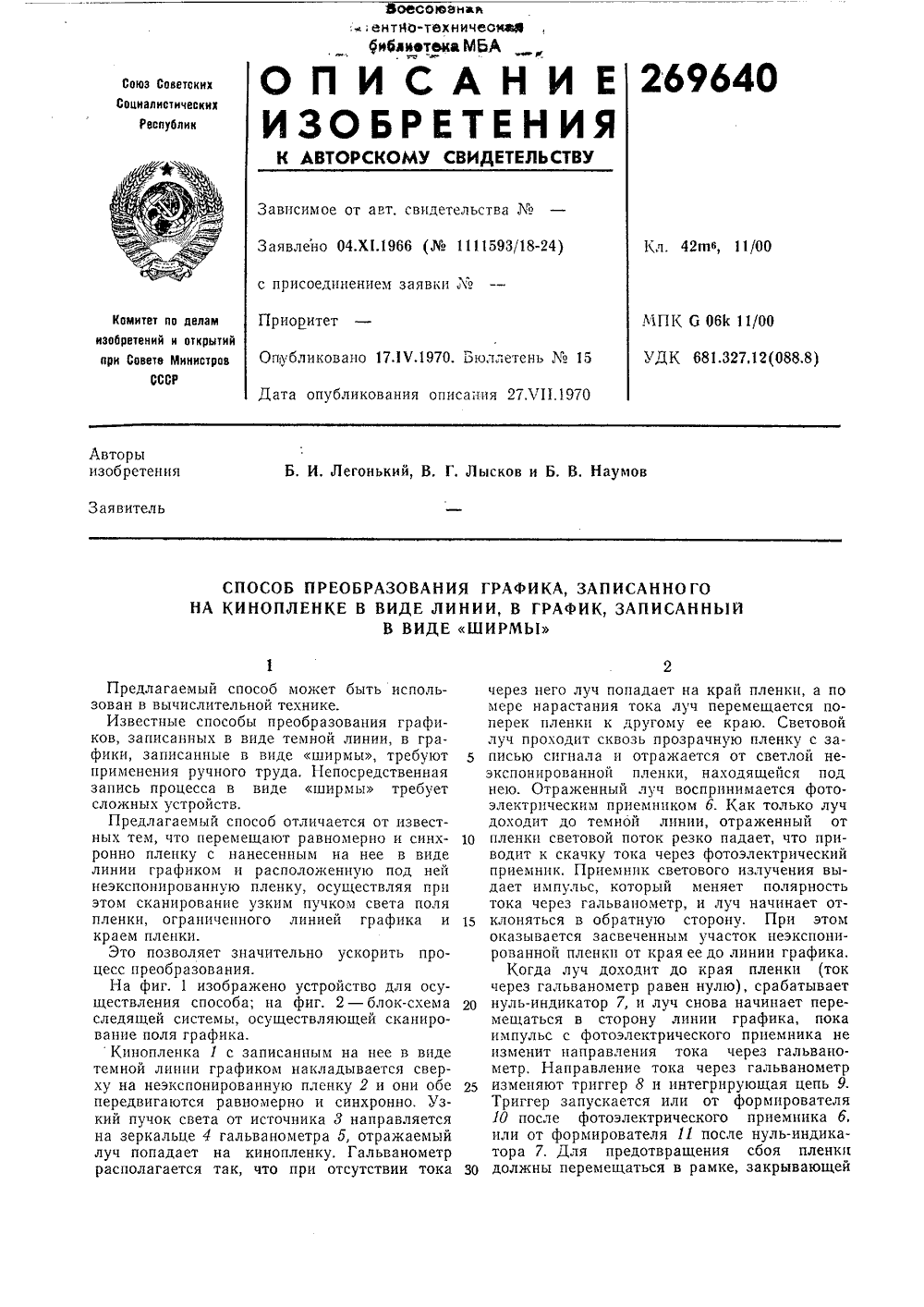
Способ преобразования графика, записанного на кинопленке в виде линии, в график, записанныйв виде «ширмы»
Номер патента: 269640
Опубликовано: 01.01.1970
Авторы: Легонький, Лысков, Наумов
МПК: G06K 11/02
Метки: «ширмы», виде, график, графика, записанного, записанныйв, кинопленке, линии, преобразования
...синхронно. Узкий пучок света от источника д направляется на зеркальце 4 гальванометра 5, отражаемый луч попадает на кинопленку. Гальванометр располагается так, что при отсутствии тока через него луч попадает на край пленки, а по мере нарастания тока луч перемещается поперек пленки к другому ее краю. Световой луч проходит сквозь прозрачную пленку с записью сигнала и отражается от светлой неэкспонированной пленки, находящецся под нею. Отраженный луч воспринимается фотоэлектрическим приемником б. Как только луч доходит до темной линии, отраженный от О пленки световой поток резко падает, что приводит к скачку тока через фотоэлектрический приемник. Приемник светового излучения выдает импульс, который меняет полярность тока через...
Автомат для загрузки деталей на каретку автооператорной линии

Номер патента: 708000
Опубликовано: 05.01.1980
Авторы: Исаев, Марков, Снегирев, Степнов, Тинькаев
МПК: C25D 19/00
Метки: автомат, автооператорной, загрузки, каретку, линии
...20(фиг. 1 и 2).Для сжатия контактов подвески служатдве анкерные фермы, выполненные в видестержней 55, неподвижно связанных сосями 56 при помощи звеньев 57,25Оси 56 вращаются в корпусах 48 и49 (фиг. 1 и 3) и по концам имеют шестерни 58, находящиеся в зацеплении между собой. Вращение шестерен осуществляется эа счет поворота одной из осей 56 З 0рычагом 59 от гидроцилиндра 60.Устройство 11 невески на каретку состоит из каркаса 61, на котором в опорах 62 смонтированы две скалки 63, поэтим скалкам на ползунах 64 перемешается рама 65 за счет связи ее при помощи планки 66 с гидроцилиндром 67, установленного на каркасе 61 (фиг, 4),На раме 65 установлена (фиг, 4) периодически поворачивающаяся на 90 оама 68, Одна сторона рамы 68 неподвижно...
Траверса для подъема и перемещения изделий с центром тяжести, расположенным выше линии присоединения ее к изделию

Номер патента: 726009
Опубликовано: 05.04.1980
Авторы: Богданов, Гениуш, Пожаров, Тулаев
МПК: B66C 1/68
Метки: выше, изделию, линии, перемещения, подъема, присоединения, расположенным, траверса, тяжести, центром
...упорами и изделием, а также исключитпри осевом нагружении перемещение упора отизделия, а это предотвратит повреждение выступающих элементов изделия (антенн, агрегатови т.д,) о конструкцию подвески,3 7бовйм участком, пятой 9 на одном конце и"- воротком 10 надругом;"ввинченную в полыйцилиндр 11 с реэьбовым участком на внутренней поверхйости и канавками 12 на наружной.В полухомуте 5 выполнен паз с установленнымв нем фйксатором, вьайлненным в виде подпружиненного пружиной 13 пальца 14, взаимодействующего с канавками 12, в центре пальца=выполнено отверстие; и съемного штыря 15установленного в отверстии пальца 14.Устройство работает следующим образом,Крестовина 1 серьгой 2 навешивается накрюк трузоподъемного механизма и...
Шагающий конвейер для перемещения компонентов моторных транспортных средств вдоль сборочной линии

Номер патента: 1170964
Опубликовано: 30.07.1985
Автор: Гаэтано
МПК: B65G 25/04
Метки: вдоль, компонентов, конвейер, линии, моторных, перемещения, сборочной, средств, транспортных, шагающий
...длине линии 1 либо сумме ходов между последовательными рабочими постами, имеет трубчатый профиль с четырехугольным сечением. Каждая штанга 6 снабжена большим количеством отстоящих в боковом направлении роликов 7, установленных в направляющем рельсе 5, а также удерживает посредством соединительных кронштейнов 8 расположенную по горизонтали рейку 9, расположенную под рельсом 5. Зубчатая часть рейки 9.обращена вниз и зацепляется с зубчатой шестерней 10, закрепленной посред-. ством шпонки на наружном конце поперечного вала 11, который проходит через внутреннюю боковую стенку 4 рамы 2 и с возможностью вращения удерживается в подшипниках 12. Каждый из валов 11 приводится посредством одного моторного узла 13 с зубчатой передачей таким...
Устройство соединительных линий между работающей по принципу сателлита автоматической телефонной групповой установкой и районной атс

Номер патента: 58606
Опубликовано: 01.01.1940
Автор: Лившиц
МПК: H04M 7/12
Метки: автоматической, атс, групповой, линий, между, принципу, работающей, районной, сателлита, соединительных, телефонной, установкой
...производится через ряд Д искателя ШИ, групповой установки для того, чтобы согласовать движение контроллера регистра с движением щеток искателя ШИ,; при этом плюс подается через четные ламели контактного ряда Д.Движение искателя ШИ, и остановка его на линии требуемого абочента происходит под контролем регистра, причем после цепи соответствия искатель ШИ, делает лишь один шаг опережение на один шаг (искатели же машинной системы передвигают свои рейки на две рамы или две струны).После обрыва стартового минуса реле РС., в ТЛСКАГ отпускает. ТЛСКАГ переводит свои щетки в 5-е положение, а затем в 6-е.При обрыве стартового минуса в групповой установке отпускает реле Р. и контактом Р., - б замыкает цепь пробного реле Р(плюс Р - б, Р., - а,...