B21D 28/02 — вырубка или высечка заготовок или изделий с образованием отходов или без них; образование пазов в изделиях
Способ изготовления петель для шарниров

Номер патента: 45263
Опубликовано: 31.12.1935
Авторы: Жулин, Шаршинский
МПК: B21D 28/02, B21D 35/00, B21D 53/40 ...
...имеет, как обычно, острую режущую кромку, а неподвижный нож выполнен в виде легко сменяемой части в цилиндрического сечения. При отрезании заготовки а конец ее получает начальный изгиб, тогда как у части г отрез получается нормальным.дЭтот способ, по указанию заявителя,ужпримнен на Горьковском автомо Ебильном заводе и дал хорошие резуль"поворотно и имеет помимо лезвия закругленную часть 2; этой частью 2части в цилиндрического сечения, которая, согласно вышеуказанному, выполняет функцию неподвижного ножа.1. Способ изготовления петель для шарниров, отличающийся тем, что отрезание заготовки для петли производится на ножницах, у которых подвижный нож имеет закругленную рабочую кромку для получения закругления на конце заготовки с целью...
Способ изготовления петель для шарниров

Номер патента: 55878
Опубликовано: 01.01.1939
Автор: Кулаков
МПК: B21D 28/02, B21D 35/00, B21D 53/40 ...
...сечеогласно вышеуказанфункцию неподвиж По фиг, 4 подлен поворотно и 1 закругленную ч 2 конец матери круг части о ци ния, которая, с ному, выполняет ного ножа мет изобретения ОПИСАНИ При отрезании заготовок для петель предлагается пользоваться ножами, схематически изображенными на фиг. 1. Подвижный верхний нож б имеет, как обычно, острую режущую кромку, а неподвижный нож выполнен в виде легко сменяемой части Ь цилиндрического сечения. При отрезании заготовки а конец ее получает начальный изгиб, тогда как у части г отрез получается нормальным.Конец заготовки, получивший начальный изгиб, подгибается в штампе по фиг. 2 и окончательно завивается в штампе по фиг, 3.Этот способ, по указанию заявителя, уже применен на Горьковском...
Способ вырубания из листового металла деталей, ширина которых меньше толщины материала

Номер патента: 57641
Опубликовано: 01.01.1940
Автор: Кушнер
МПК: B21D 28/02, B21D 28/24
Метки: вырубания, которых, листового, меньше, металла, толщины, ширина
...толщинеленть, а потом опиливаются по шаблонам до соответствующего размера, что удорожает продукцию. Пуансоны этих штампов очень часто ломаются. Обыкновенно при работе такого штампа на одну матрицу изготовляется 20 - 25 пуансонов.Предлагаемый способ штамповки состоит в следующем. Штамп изготовляется подобный обычному с той только разницей, что пуансон не имеет части, входящей в матрицу; нижний конец пуансона имеет очертание матрицы с небольшим припуском и спущен на конус. При работе пуансон является только давящей частью и в матрицу не входит; в нижнем положении он недоходит до нее на 0,2 - 0,4 мм в зависимости от толщины материала. Подрежущие части подкладывают две ленты материала и производят упор, Из нижней ленты, лежащей на матри...
Устройство для пробивания отверстий, например в рельсах

Номер патента: 66215
Опубликовано: 01.01.1946
МПК: B21D 26/08, B21D 28/02, B21K 7/00 ...
Метки: например, отверстий, пробивания, рельсах
...газов в корпусе поршневой бомбы высверлены специальные отверстия 11.Винтовой поджим с матрице й расположен с противоположной стороны рельса (пробивавмого металла) и состоит из винта 18, гайки 17, вставной гильзы 19 с кольцом 21 и поручня 20, В головной части винта монтируется матрица 16 под пуансон 13.В верхней части корпуса 1 приварены кронштейны для роликов 22 ,и рукоятка 23, служащие для передвижения предлагаемого устройства по рельсу,Для точной установки и пробивки отверстий предусмотрено специальное установочное приспособление.Для производства работ предлагаемое устройство устанавливается роликами 22 на один рельс ж,-д, пути, На расстоянии длины штанги-отмечателя закрепляется накладка, по отверстиям которой копируются пробиваемые...
Устройство для пробивания отверстий, например, в рельсах

Номер патента: 66261
Опубликовано: 01.01.1946
Автор: Андреевский
МПК: B21D 26/08, B21D 28/02, B21K 7/00 ...
Метки: например, отверстий, пробивания, рельсах
...подушка.На чертеже фиг. 1 и 2 изображают предлагаемое устройство вдвух проекциях.Предлагаемое устройство представляет собой цилиндр 1, в котором заключен поршень 2 с пуансоном 3. С телом цилиндра 1 черезрезьбу и кольцо 4 связаны схватывающие рельс рамки б с матрицей б. В верхней части цилиндра расположена камора р с затвором д и ударным механизмом 9. Между верхом цилиндра и поршнем предусмотрена камера 10. В стенках цилиндра имеются выхлопные отверстия 11, в исходном положении перекрываемые поршнем. Между низом поршня и нижней затлушкой 12 размещена пружина или резиновая подушка 13, служащая ограничением хода поршня и возвраща 1 ощая каждый раз поршень в исходное положение.Устройство надевается на подлежащий обработке конец рельса,...
Способ и устройство для штампового отрезания, просекания и пробивания без искажения геометрической формы изделия

Номер патента: 79378
Опубликовано: 01.01.1949
Автор: Мейлер
МПК: B21D 28/02, B21D 28/14
Метки: геометрической, изделия, искажения, отрезания, пробивания, просекания, формы, штампового
...ниже способ значи тельно повышает точность геомет рических размеров отрезаемых, про. секаемых и пробиваемых изделий и практически исключает возмож. ность трещинообразованпя.На чертеже изооражены в разрезе элементы штампа с прижимнобуферным устройством.Сущность изобретения заключает. ся в том, что, с целью исключить при операциях отрезания, просека ния и пробивания явление образования фаски, зонтообразности по углам скалывания и трещин путем ЗОБРЕТЕНВИДЕТЕЛЬСТ-В.У ПОВОГО ОТРЕЗАНИЯ,ЕЗ ИСКАЖЕНИЯ ИЗДЕЛИЯ изобретениям и открытияма М 38324650 года приближения операции среза к чис тому сдвигу, материал или отход его подвергают непосредственно перед срезом противогибке на обраба. тываемом участке. Для этого торцевые поверхности...
Способ изготовления вырубных матриц

Номер патента: 80751
Опубликовано: 01.01.1949
Автор: Шперк
МПК: B21D 28/02, B21D 37/20, B21K 5/20 ...
Способ изготовления изделий из тонкого листового материала и просечка для его осуществления

Номер патента: 92643
Опубликовано: 01.01.1951
Автор: Мац
МПК: B21D 28/02, B21D 28/26, B26F 1/00 ...
Метки: листового, просечка, тонкого
...для изготовления изделии из листового материала при помощи просечки, имеющей притупленную режущую кромку радиусом 0,5 мм, и закаленной стальной плиты.Описываемый способ отличается от известных тем, что отделение изделия от листа осуществляется на закаленной стальной плите просечкой, имеющей притупленную режущую кромку радиусом 0,5 мм. Это повышает точность и чистоту контура изготовляемого изделия и стойкость режущей кромки просечки, что является новым и полезным.На чертеже показана схема осуществления предлагаемого способа (применительно к изготовлению из листа изделий формы кольца).Просечка 1 имеет притупленные режущие кромки 2 радиусом 0,5 мм. В этом случае, если в изделии должны быть просечены отверстия, в просечку вставляют просечные...
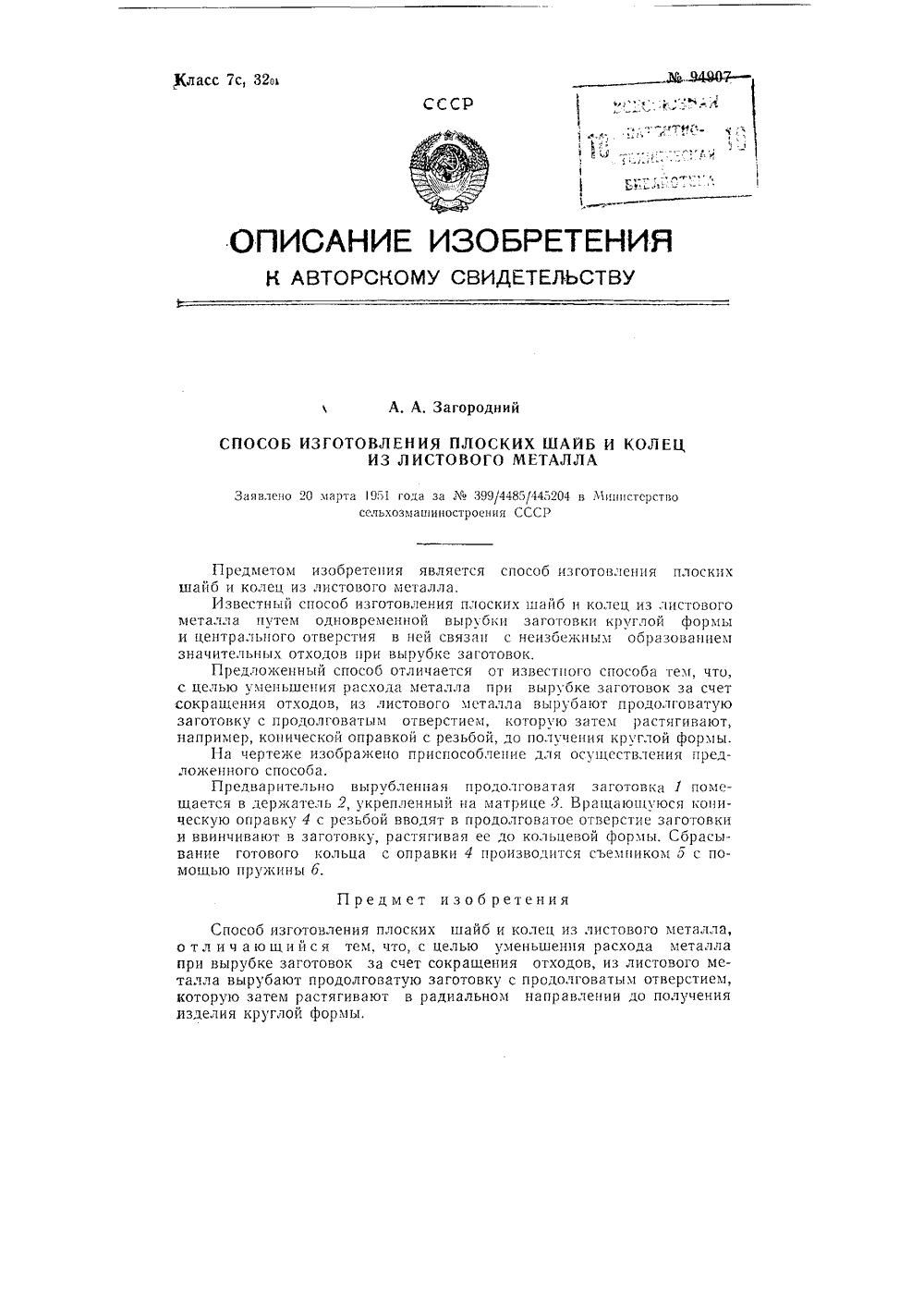
Способ изготовления плоских шайб и колец из листового металла
Номер патента: 94907
Опубликовано: 01.01.1953
Автор: Загородний
МПК: B21D 28/02, B21D 53/20
Метки: колец, листового, металла, плоских, шайб
...мста,заготовку с продолговатым отверстием,например, конической оправкой с резьбой,На чертеже изображено приспособлеложенного способа.ПредварительноШается в держатель 2,ческую оправку 4 с реи ввинчивают в заготованне готового кольмощью пружины 6. пособ изготовлен лоских их шацб ц колец иззаготовки кругло с неизбежным обр вок.известного способа и вырубке заготов ла вырубают прод которую затем рас до получения кругл ие для осущсствле листового й формы азова цием гем, что, ок за счет олговатую тягивают, ой формы.ния предПредме об и соб изготовл а ю щийся убке заготов ырубают прозатем растя круглой фо истового металла, расхода металлаиз листового меватым отверстием, нии до получения ения плоскихтем, что, с цок за счет сдолговатую...
Комбинированный штамп для одновременной вырубки и вытяжки заготовок из листового металла

Номер патента: 98021
Опубликовано: 01.01.1954
Автор: Крулев
МПК: B21D 22/02, B21D 22/30, B21D 28/02, B21D 35/00 ...
Метки: вырубки, вытяжки, заготовок, комбинированный, листового, металла, одновременной, штамп
...Вытяжки 8, в пазах которого ца осях устацовлецы два кулачка 9, стяутыепружиной 10.Штемпель вырубки 11 прикреплсц к цапрявля(св(е. м (Ор.п см 12Выт 5 ЖПОГО пуяцсоця. Няпрявля 10 шцЙ корпус 12 соеди 1 ец с ВытяжцыПЪса ЦСОЦОМ СВОООДЦО СКОЛЬЗЯЩИМИ ВИГТЯ:Ц . 3, Слс",Кац(Ц Ц ДЛЯ ПОДЦЯТИЯ ЦЯПРсВЛЯ 10 ЩСГО КОРГ 1 УСЯ В ИСХОДЦОЕ ПОЛОЖЕЦ 1 С ПР ООРсТЦОМ ХОДЕползуца пресса,К цяправляющеу корпусу штемпеля вырубки 14на нижней опорной плите, прикреплены две клицообрпредцазцачеццые для разведения кулачков. В(ЯР, ОК штемпеля :О ЦУЯЦ- с соответцОвсипомазцые планки 1 д, Ь"о 98 О 21Г 1 од действие.; уси;пш пресса верхняя плита штампа сообщает П) ЯНСОН ВЫТ 5)КК 1 ПОСТ, НсТСГЫОЕ ДВИ)КЕНИЕ И ЧЕРЕЗ К) ЛЯЧКИ, НЯХОДЯ- ппсс 51 Б стиснуто.1 пружипОЙ состоянии,...
Способ вырубания из листового металла деталей, ширина которых меньше толщины, например, пружинок и рычагов секундомеров

Номер патента: 98747
Опубликовано: 01.01.1954
МПК: B21D 28/02, B21G 3/26
Метки: вырубания, которых, листового, меньше, металла, например, пружинок, рычагов, секундомеров, толщины, ширина
...Та)О ( Иа 1(1,)Ч, И(. ДО 5;ОДЯН)1 М ДОЛаГ)И 1 Ы, 31"1(и НИС(РНИЯ ДНО 3 О УДЛОВ )Г ли гоном О,нумГя;)1 чаГР)иа,л, ,)( Н" 1 НЫЧ О.(ИН Н (Д 1 ГИ)1, 1(и Н П(Л - тлтч,1 и, дллО,ож ггс,(1,ьл РаусВтлт(е, т, 1 П;РТЛЛГ Н( НО "1 Ь) ИР ВЬПНТ1 ИВЫ;Л,Рись ил и роя),Ис ь.о(,ЛОНО 1 Ц)ВД,ЛГ 1 ЧОЧу сО Ойу ВЬу- ОЛ Л Я И (Л,)(й и;)И)ВО иЯ и( Ч и У,)ВЛМ, Н,ЛН; ) Н и;) (Л(О(ОР (о и(и(11 О Г )) Ы ( и ( ) 3 ) Р В Ь и и,(. 1 Н( И ) и,",.В Ы 11 уД 1 Вносят пуан( иол )лТокс. л;, - )ЬОННОИ В Г)Л1)Г. ОГВО 1(Г) ЯВНИ п)нло: 3;)(ь(ГГ(Г( И(3)ьч)1) ) та)а т(- ГООВ(Н(111)О.5 ОД В ЧЛ 3",;ПУ И 1 ДВ(1 ТТЬ- и 1 (.Во(;й 13 ы О 1 ы. О(.(Р (того ,1,Я 1 от Т)фС И НОЯ,ЛДЬ(В(ОТ Н;1 ЛЛ(ОНУ ПООЯЛ)(ВНУ, Но (ОГО)ОИ Н)(Н(ЯЯТ ОТОРВИ У, Р Н( Н(О)3 ОМ; В 1)Р ,Ь, Л" В )1;) УДЛ)( ВЛГОТОВНУ...
Способ изготовления сухариков клапанов двигателей внутреннего сгорания

Номер патента: 132061
Опубликовано: 01.01.1960
Автор: Егоренков
МПК: B21D 28/02, B21K 1/20
Метки: внутреннего, двигателей, клапанов, сгорания, сухариков
...ямоугольного п остижести их сечения зводитель 1 стоянного Обычно изготовление сухариков клапанов двигателей внутреннего сгорания производится механической обработкой. Сухарики вытачиваются попарно из цельного прутка круглого сечения, разрезаются на фрезерных станках, после чего их зачищают от заусенцев. Такой спо. соб связан с большим расходом металла, значительной трудоемкостью и сравнительно небольшой производительностью.Предлагаемый способ не имеет указанных недостатков, так как сухарики штампуют попарно из заготовки прямоугольного постоянного сечения в последовательном штампе, Такой спосоо дает возможность получить более точные размеры сухариков и повышает производительность,Суцость способа поясняется чертежом, на котором...
Автоматическое устройство для штамповки

Номер патента: 147561
Опубликовано: 01.01.1962
Авторы: Касевич, Мелнгалвис, Страздыньш
МПК: B21D 28/02, B21D 37/06
Метки: автоматическое, штамповки
...вале 1.Вращение валу передается через систему зубчатых ки 5, приводимых в движение электродвигателем через шкимощи клиновидного ремня.На вращающемся валу расистемой 7 торможения; две и сножом (пуансоном) 9, две парожом (пуансоном) 11.На торце вращающегося вала смонтированоколесо 12, которое передает движение первому узлчерез коническую зубчатую передачу 13, 14, 15 и 1 бский крест 18,Цилиндрический ролик 19, посаженный на оси 20, совметийским крестом и зубчатыми колесами 21 производит подаЯ 147561 Предмет изобретения Автоматическое устройство для штамповки, например, вырубки из ленты пластин трансформаторного железа с автоматической подачей ленты и поворотнь 1 ми штамповочными инструментами (пуансонами), взаимодействующими с...
155723

Номер патента: 155723
Опубликовано: 01.01.1963
МПК: B21D 28/02, B21K 1/20
Метки: 155723
...полосы металли формовкой сухариков.Предлагается способ изготовления сухаргсимметричного прокатанного профиля, Преддальнейшим развитием и усовершенствованМ 1320 б 1 и позволяет улучшить качество сухдительность штамповки.Способ поясняется чертеком,Прокатанный профиль в виде полос с пов штамп, где в профиле вырубается паз 2 иются две заготовки сухариков. После обрезкиокончательная формовка двух сухариков 3 иточной геометрической формы. В отходы идут соб изготовления пояскоо сгорания, осуществляес последующей обрезкой вой ного вля ется авт. св роизво 1 ков клапанов нз лагаемый способ нем способа по риков, повысит ясками 1 на немпредварительно фзаготовок осущес етс ормирутвляется ридания еканка их дл высечки 2 н 4 мет изобретения Способ...
155798

Номер патента: 155798
Опубликовано: 01.01.1963
МПК: B21D 28/02
Метки: 155798
...в осевом направлении. С помощью роликов 5 труокп 4 через кулачки 6 осуществляется поворот хомутиков 7, а вместе с ними и нарезных колец о. В результате раздвигаются плиты 9, а с ними - матрицы 10 и пуансоны 11. При этом матрицы и пуансоны находятся на одном уровне. После освобождения кулачком 2 трубки 4 матрицы зажимают ленту, предварительно поданную в зазор 12. При воздействии вращающихся фигурных дисков И на рычаги 14 нарезным втулкам 15 сообщается знакопеременное вращательное движение. В результате этого пуансоны 11 вместе с зажатой частью ленты совершают осевое колебательное движение прн не М 155798подвижном положении матриц 10, удерживающих ленту, Колебания продолжаются до полного отделения вырубаемой детали от отходов. При...
164012

Номер патента: 164012
Опубликовано: 01.01.1964
МПК: B21D 13/02, B21D 28/02, B21D 53/00 ...
Метки: 164012
...мультипликатора - компенсировать утечку в гидросисте. мс прц создзнин высокого давления). Вследствие износа деталей гцдросистемы и от по. грешностей при их изготовлении скорость напора жидкости от мультигликатора в несколько раз больше скорости напора от плунжера высокого давления,Мультипликатор приводится в действие следующим образом.Плунжер 16 подается вверх кривошипом 12. Кривошип 1 З с помощью шатуна З 0 и штанги З 1 подносит маятниковый рычаг З 2 к маятнику 8, движущемуся в данный момент в направлении рабочего хода мультипликатора, и передает свое движение на мультипликатор, Мультипликатор заканчивает свой рабочий ход одновременно с плуцжером. В исходное положение мультипликатор возвращается 5 пружиной ЗЗ.Жидкость из-под...
Способ получения отверстий с чистой поверхностью в листовом материале

Номер патента: 181599
Опубликовано: 01.01.1966
МПК: B21D 28/02, B21D 28/16, B26F 1/00 ...
Метки: листовом, материале, отверстий, поверхностью, чистой
...обратнои отбортатри т от нного Зависимое от авт, свидетельстваЗаявлено 09,Х 11.1964 ( 934184/25-27)с присоединением заявкиПриоритетОпубликовано 21,17,1966. Бюллетень10Дата опубликования описания 24.И.1966 СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИИ С ЧИСТОИВ ЛИСТОВОМ МАТЕРИАЛЕ Известны способы чистовой пробивки отверстий пуансоном с заваленными режущими кромками. Они не обеспечивают точности размеров пробиваемых отверстий и перпендикулярности всей поверхности среза и, поэтому 5 требуют дополнительной механической обработки отверстий.Предложенный способ пробивки отверстий с чистой поверхностью заключается в том, что предварительно пробивают отверстие, диа метр которого меньше заданного. Затем его отбортовывают до размера больше заданного и производят...
Способ чистовой вырубки деталей из листовыхматериалов

Номер патента: 206522
Опубликовано: 01.01.1968
Авторы: Андронов, Всесоюзный, Пичугин
МПК: B21D 28/02, B21D 35/00
Метки: вырубки, листовыхматериалов, чистовой
...посла вырубной матрпцей по шггггся тем, что, с целью вой вырубки деталей из ичных веталлов, заготовпуском, после чего сжиа затем обрезают припроталкивают пуансономматрицы, сужающееся в наИзвестен способ чистовой вырубки деталеп пз листовых матсриялов, при котором деталь ГОсле Выруоки сжпмя 1 от по пе 1 ОРметру, дсйствуя на нее вырубной матрицсй. Усилия, прикладывасмыс к зя Готовке, ооссг 1 с:иВяют течение материала в отверстие матр 1 цы. Этот СПОСОО ПОЗВОЛ 51 СТ ПРОИЗВОДИ ГЬ 1 ИСТОВУЮ ВЫ- рубку материалов с высокой пластичностью.Предлагаемый способ обеспечивает чистову 1 о вырубку металлов, обладающих также средней и малой пластичностью. Для этого загстовку вырубиот с припуском, после чего сжиыя 10 т по Геримстру, я зятсм...
207197

Номер патента: 207197
Опубликовано: 01.01.1968
МПК: B21D 28/02, B21D 28/14
Метки: 207197
...от известных конст ном штампе необходимо обеспечивается давление тампа через две ползуш Шие с двумя симметрич плечике пуансона, что посократить габариты шт фиг. 1 и 2 показана рукции, в е усилие м верхне и, взаим ными ско воляет з ампа в пконстру ложен жима сти ш ствую на за тельн дмет изооретения Штамп для чистовой пробивки отверстий, содержащий смонтированные на нижней плите матрицу и выталкиватель, а на верхней - пуансонодержатель, пуансон и прижим, выполненный в виде планки и устройства, обеспечиваютцего давление на нее, от,псчающийся тем. что, с целью сокращения габаритов штампа для пробивки отверстий в толстолнстовом материале, устройство, обеспечивающее давление на планку, выполнено в виде двух ползушек, воспринимающих...
Пресс-клещи для пробивки отверстий

Номер патента: 222130
Опубликовано: 01.01.1968
Авторы: Мелехин, Менакер, Сорокин
МПК: B21D 28/02, B21D 28/32, B26F 1/36 ...
Метки: отверстий, пресс-клещи, пробивки
...исключает механизированное снятие изделия.Цель предлагаемого изобретения - обеспечить нормальный диаметральный зазор между пуансоном и матрицей и механизировать снятие изделия с пуансона после пробивки,На фиг. 1 схематично изображены предлагаемые пресс-клещи; на фиг. 2 - то же, вид но стрелке А.Рабочий конец рычага 1 разделен на две части продольным вырезом 2. В гнезде нижней части при помощи установочного винта 3 фиксируется матрица 4, а в верхней части при помощи установочного винта 6 - втулка 6. Во втулке скользит пуансон 7, имеющий сферичеПРОЬИВКИ ОТВЕРСТИЙ ску 10 голоВку. Крышка 8 ограничиВает ДВижение пуансона при обратном ходе. На свободном конце рычага 1 шарнирно закреплена на оси 9 гайка 10.5 Рычаг 11 соединен с рычагом 1...
Способ штамповки деталей изматериала

Номер патента: 222319
Опубликовано: 01.01.1968
Авторы: Данилин, Коммель, Научно, Югансон
МПК: B21D 28/02, B21D 28/14
Метки: изматериала, штамповки
...с целью хрупких или териалов, а ности проце 30 кромок пуанЙзвестен способ штамповки листового материала, в том числе и электропроводного, с предварительным подогревом заготовки, уложенной в штамп.Этот способ предусматривает удаление нагревателя после нагрева заготовки до заданной температуры, а также разогрев заготовки по всему объему.По предложенному способу штамповки деталей из элвктропроводного материала разогрев материала осуществляется в процессе вырубки,и только по вырубаемому контуру путем пропускания через этот контур импульса тока, Импульс тока возникает в электрической цепи, образуемой при зажатии заготовки между пуансоном и матрицей и замкнутой на прерыватель, например игнитронный,Применение предложенного способа создает...
Способ чистовой пробивки и вырубки изделий из листового материала

Номер патента: 241381
Опубликовано: 01.01.1969
Авторы: Грайфер, Научно, Позн, Сельскохоз
МПК: B21D 28/02, B21D 28/26
Метки: вырубки, листового, пробивки, чистовой
...способом путем направления изгиба заготовки, при котором растягивающие напряжения создают в слоях заготовки, обращенных к пуансону, а сжимающие - в слоях, обращенных к матрице. ый способ иллюстрируется черзаготовку 1 помещают на выруб у 2 и прижимают к ней с помо ной плиты 3. Поверхности сопри косновения прижимной плиты 3 иматрицы 2 с заготовкой 1 выполняюскимп с углом у.При осуществлении рабочего хода ползуна 5 (на чертеже не показан) опускают прижимную плиту 3, и она при взаимодействии с магрицей изгибает заготовку, образуя сферическую оболочку с опорой на кромке матрицы.В процессе гибки слои заготовки, обращен ные к матрице 2, сжимают, а слои, обращснные к пуансону 4, растягивают, Угол конусов матрицы 2 и прижимной плиты 3 выбирают...
Устройство для обрезки кромок коробчатых деталей

Номер патента: 258245
Опубликовано: 01.01.1970
Автор: Боровинский
МПК: B21D 28/02
Метки: коробчатых, кромок, обрезки
...на ней маховиком 3,периодически совершающим один оборот от связанного с цим привода. На пуансоне 4 с помощью оси 6 смонтирована оправка 6. Пуансон через качающийся рычаг 7 связан с приволом, обеспечивающим возвратно-поступа 5 тельное движение пуансона. В станине 1 смонтирована неподвижная матрица 8, а во вращающейся гильзе 2 - поворотная матрица 9.Для удаления готовой детали 10 и отхода 11 из матриц предусмотрен выталкиватель 12, а 10 для освобождения от них пуансона - съемник 13. Механизм загрузки заготовками 14 снабжен лотком-подавателем 16, расположенным между матрицами и пуансоном. При перемещении в сторону матриц пуансон 4 с лот ка-подавателя 16 захватываег заготовку 14 ипереносит на оправке 5 в полость матриц, преодолевая...
Устройство для механической обработки деталей в ленте

Номер патента: 259036
Опубликовано: 01.01.1970
Авторы: Андреев, Камневого, Ломаное, Новиков, Павленко, Специальное
МПК: B21D 1/06, B21D 28/02, B21D 43/06 ...
Метки: ленте, механической
...другом посредством штифта 44 - рычаг 45 с,пальцем 46. На этой же оси свободно установлены рычаги 47 и 48, прижатые к пальцам 46 и 49,пружиной 50.На штампе 7 и плите 16 узла механической обработки имеются направляющие ленты, выполненные в виде двух, неподвижных штифтов 51 (см. фиг, 3) и рычагов 52, установленных на осях 53, онаб 1 сенных пружинами 54 и полкимаюсцих ооковую кромку ленты к штифтаз Для надежного направления ленты штифты и рычаги выполнены с выступами 55 и 56.Устройство работает следующим образом.Ленту вручную заправляют в зону вырубки и обработанную на этой позиции заправляют в зону,механической обработки, Затем включают электродвигатель 57, и он через зубчатый редуктор 58 сооощает вращение кулачковому валу 59.Кулачок 39...
Способ малоотходной штамповки

Номер патента: 260588
Опубликовано: 01.01.1970
Автор: Орел
МПК: B21D 28/02, B21D 35/00
Метки: малоотходной, штамповки
...параллельными задней и передней (по ходу перемещения материала) 5 сторонами.Известен способ малоотходной штамповки пластин с прямолинейными параллельными задней и передней (по ходу перемещения материала) сторонами, при котором производят 10 прямой раскрой, а боковые и заднюю стороны вырубают (вырезают).Однако этот способ штамповки требует расхода материала на перемычки между деталями и не обеспечивает точности получаемого кон тура.Предложенный способ обеспечивает устранение указанных недостатков. Это достигается тем, что переднюю сторону каждой пластины получают путем зачистки кромки, образован ной при вырубке предыдущей пластины. Зачистку кромки осуществляют одновременно с вырубкой (вырезкой) боковых и задней сторон этой...
Способ штамповки деталей из электропроводногоматериала

Номер патента: 283965
Опубликовано: 01.01.1970
Автор: Югансон
МПК: B21D 28/02, B21D 28/12
Метки: штамповки, электропроводногоматериала
...от тя до аемой склю Изобретение относится к области металлообработки, в частности к штамповке деталей вырубкой с нагревом.По авт. св.222319 известен способ штамповки деталей из электропроводного материала с разогревом материала по вырубаемому контуру путем пропускания через этот контур импульса тока, возникающего в электрической цепи, образуемой при зажатии заготовки между пуансоном и матрицей и замкнутой на прерыватель. Недостаток такого способа заключается в том, что в процессе вырубки не ограничивают длительности пропускания импульса тока. Это приводит к дополнительному нагреву вырубаемой детали и кромок инструмента, Кроме того, при прохождении пуансоном толщины материала возможно короткое замыкание пуансона с матрицей, что приводит...
321312

Номер патента: 321312
Опубликовано: 01.01.1971
Авторы: Гилев, Евзлин, Саркисов, Степан
МПК: B21D 28/02, B21D 28/24
Метки: 321312
...штамповки статорных и роторных листов и других концентрично располагаемых деталей из полосы или ленты, установленной вертикально (на ребро), и повышает производительность этого процесса.Полосу или ленту, установленную на ребро, подают на первую шгамповочную позицию, где полностью вырубают статорный лист, одновременно наружный контур и центральное отверстие роторного листа. Затем заготовку роторного листа снимают с этой позиции и, используя ее свободное падение, перемещают в направлении второй штамповочной позиции, но перед, поступлением на эту позицию удерживают в фиксирующем устройстве . После удаления с первой штамповочной позиции заготовки роторного листа с этой позиции сни. мают отходы штампуемой полосы или ленты и перемещают ее на...
Вырубной штамп

Номер патента: 332894
Опубликовано: 01.01.1972
Авторы: Гилёв, Евзлин, Каялов, Кулиев, Саркисов, Степан
МПК: B21D 28/02
...лля 11- руокп наружного контура. На подвп)киой плите 17 смонтирован съемник 23 отштамповяпиьх листОВ, Он слу)кт лопо,Нптсльпои 100 правляОщсй Лля пуаисопов, его няпрявляо32894 33щие пазы заполнены пластмассой 24, а торцовая,плоскость 26 расположена наклонно таким образом, что ее нижняя точка более удалена от торцов колец 21 и 22, чем верхняя, причем уклон выбран преимущественно равным 1;100. Рабочие торцы пуансонов 19 и 20 н кольца 22 находятся на одной плоскости, а рабочий торец кольца 21 расположен ближе к несущей его плите 17. На пуансоне 20 помещен съемник 26 вырубаемой центральной части листа, служащей заготовкой для листа ротора, Пуансоны 19 имеют сквозное отверстие 27, через которое проходит воздух, предотвращая прилипание...
Высечной станок

Номер патента: 345998
Опубликовано: 01.01.1972
Авторы: Беленький, Волков, Денисов
МПК: B21D 28/02, B26F 1/02
...втулки 17, которая, в свою очередь, опирается торцом на торец винта 18, ввернутого в плиту 19, закрепленную на нижней части 20 станины станка. Державка 14фиксируется относительно плиты 19 шпопкой 21, упором 22 и фиксатором 23 и, кроме того, крепится болтами 24. Фиксатор 23 размещен в корпусе 25. 11 а нижнем конце фиксатора 23 закреплена ручка 2 б. Плита 19 крепится на нижней части станины станка болтами 27 и фиксируется штифтами 28.Настройку станка производят следую.цпм образом.В посадочное отверстие державки 14, закрепленной ца плите 19, вместо матрицы 15 вставляют и закрепляют тапгснциальцым зажимом 1 б фиксирующю втулку 29. Пуапсоп 4, закрепленный с державкой 14 в ползуне 1 станка, вводят в отверстие фиксирующей втулки 29. В таком...
Сесоюзнля (batihtho-tbhheoif

Номер патента: 356019
Опубликовано: 01.01.1972
Авторы: Богородский, Федоров
МПК: B21D 28/02
Метки: batihtho-tbhheoif, сесоюзнля
...трансформаторов, а за. тем вырубают Ш-образные пластины. Однако при таком способе штамповки Ш-образные пластины, вырубаемые на одной позиции штампа, идут на провал и образуют под штампом пакет с ориентированным расположением, а пластины, вырубаемые на другой позиции, удаляются под действием собственного веса по скосу и при падении располагаются произвольно.По предлагаемому способу с целью ориен тированного расположения всех Ш-образных пластин при удалении их из штампа и образования из этих пластин двух пакетов вырубку производят после подачи ленты на шаг,равный длине Ш-образной пластины, а пробивку пазов - после подачи на два шага.На чертеже показана лента: а - в период одновременного образования пазов и вырубки Ш-образной...