Способ изготовления полых изделий из пластмасс раздувом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки








Текст
(5)5 8 29 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕЙИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССРОПИСАНИЕ ЙЗОБРЕТЕНДТОРСОМУ СИДЕТЕЛЬСВУ ИЯ 1 "..:.: .:":.2(21)4807637/05 :, (57) Использование: для изготовления по- (22)30,03.90 .лых изделий из пластмасс раздувом (46) 07.08.92. Бюл, %29:- : экструдируемой заготовки, Сущность (71) Московский институт химического ма- " изобретения:механическое вытягивание шиностроения";: экструдируемой заготовки осущест- (72) Б,В, Бердышев, В.К; Скуратов и И,В. Ско- в л я ю т с одновременным е е и оддупинцев ". :,.:, вом сжатым газомсдавлейием Р= (56) Авторское свидетельство СССР. " : 2- Ь , С 1 +11 1 - 3, %605530, кл, В 29 С 49/12.,1973, - 2 С 2 - , С 2 +1/ / где ЬПатент Японии)ч.61-59896, : начальная толщина заготовки, мм; г - на-" кл. В 29 С 49/04, опублик 1986:чальный радиус, мм; С 1, С 2 - константыПатент США М 3662049, ."," "кл. В 29 С 17/07, 1972 . высокоэластичности материала; Л = -степень дефоомации заготовки; 1 О - на- (54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗ- чальная длина, мм; -текущая длина ДЕЛИЙ ИЗ ПЛАСТМАСС РАЗДУВОМ деформируемой заготбвкй мМ.5 ил. ется сп раздув той заг .цаим СИзобретение относится к области пере- направленйй на велйчину,равную"высоте работки пластмасс и может быть использо- иэделия, с последующим раздувом сжатым вано при изготовлении изделий методом газом 3, Недостатоктакогоспособазаклюэкструзии с раздувом. Известен способ из- . чается в разнотолщинноСтй заготовки, котоготовления двухосно-ориентйрованных по-рая возникает на стадии ее вытягивания в лых изделий, включающий операций осевом направлении за счет неравномерно- получения путем литья под давлением нагодеформирования различных еечастей по сердечнике полой заготовки с дном, осевое длине, При этом в местах герметизации и вытягивание частично расширенной за- контакта заготовки с формующим инстру- СЛ готовки и окончательный ее раздув Ц, ментомонапрактическинедеформируется, О Известен также способ изготовления- про тогда как в средней части деформации за- ОО зрачных сосудов методом экструзии, вклю-;готовки макСимальны; что в свою очередь чающий экструзию трубчатой заготовки,отрицательно сказывается йа качестве изгерметизаций одного ее конца, механиче- делия. ское вытягивание в осевом направлении сЦель изобретения - йовышение качестподдувом и раздув путем подачи сжатоговаформуемыхизделийзасчетснижения их газа в полость заготовки 2), .: : ":, разнотолщинности. Наиболееблизкимкизобретениюявля-Цель достигается тем, что в известномособ изготовления полых изделийспособе изготовления полых изделий иэ ом, включающий экструзию трубча. пластмасс, заключающемся в экструзии отовки, герметизацию одного ее кон- трубчатой заготовки, герметизации одного еханическое вытягивание в осевом ее конца и механическом вытягивании в осевом направлении на величину, равную высоте изделия, с последующим раздувом сжатым газом, согласно изобретению механическое вытягивание заготовки осуществляют с одновременным ее поддувом сжатым газом с давлениемР = 2 С 2 - ( - +.1 ) (Л - Л ),г С 2где Ь - начальная толщина заготовки, мм,г - начальный радиус, мм;С 1, С 2 - константы эластичности материала;Л = -- степень деформации заготовоКИ;о- начальная длина, мм;- текущая длина деформируемой заготовки, мм.Механическое вытягивание заготовки до достижения ее длины, равной высоте из делия, с одновременным поддувом сжатым газом с давлением, определяемым из указанного соотношения, обеспечивает равномерное распределение толщины заготовки за счет создания однородной деформации во всех ее частях, при этом диаметр заготовки по асей ее длине в процессе деформирования остается постоянным.На фиг, 1 и 2 изображены этапы осуществления предлагаемого способа; на Фиг, 3 и 4 - распределение толщины стенок по высоте изделия, на Фиг. 5 - график распре- деления безразмерной толщины,Установка для осуществления предлагаемого способа содержит формующий инструмент.1, из которого выдавливают заготовку 2, ниппель 3 и зажимное приспособление 4, В ниппеле 3 выполненр отверстие 5 для подачи сжатого газа внутрь заготовки 2, а полуформы 6 установлены с возможностью смыкания, :,Способ осуществляется с помощью указанной установки следующим образом. На первом этапе получения полой заготовки (см. Фиг. 1) из формующего инструмента 1 выдавливают заготовку 2, один конец которой герметизируют на ниппеле 3 с помощью зажимного приспособления 4, Ниппель 3 установлен с возможностью возвратно-поступательного перемещения вдоль оси. Заготовку 2 механически вытягивают-в осевом направлении посредством перемещения ниппеля 3 с одновременным поддувом путем подачи сжатого газа в полость заготовки через отверстие 5 в ниппеле 3. При этом в зависимости от степени деформации заготовки 2 А =в ее полость подают сжатыйогаз под давлением, определяемым из соотношения. По достижении заготовкой 2 5 длины, равной высоте изделия= ,=Н (фиг. 2), прекращают перемещениениппеля 3, перекрывают подачу сжатого газа и смыкают полуформы 6, По окончании их смыкания внутрь заготовки 2 подают сжа тый газ для ее раздувания в изделие.Поскольку при вытягивании заготовки восевом направлении ее диаметр стремится к уменьшению (за счет несжимаемости материала заготовки), то для поддержания его 15 начального значения в процессе вытяжкизаготовки необходимо в ее полость подавать сжатый газ, чтобы там поддерживался определенный уровень давления,Для уравнения высокоэластического 20 потенциалаЯ = С 1(1 - 3)+С 2 п(2 2), (1)описывающего деформационное поведение25 заготовок,где С 1, С 2 - константы эластичности;1, 2 - первый и второй инварианты тензора деформаций;компоненты тензора напряжений будут свя 30 заны с компонентами тензора деформацийследующим образом,01 - Оз = 2 С 2 ( 6 -3 ) ( Г + ),л 335а - оз =2 С 2(4 - ,6)(Г+ ), (2)340 где 01, щ, Оз - компоненты тензора напряжений по главным направлениям;Л 1,Й,Лз - степени деформаций поглавным направлениям;Г = -- безразмерный параметр.С 145 С 2Так как экструзионные заготовки являются полыми оболочками, тоОЗССФ50и пз (а, поэтому ими можно пренебречь,Уравнение равновесия сил, действующих на принудительно вытягиваемую и од новременно поддуваемую зкструзионнуюзаготовку, в проекции на вертикальную осьс учетом приня-ых допущений имеет видсЪ 2 ж гйо 3 п О = ж Рг 2 Г 1 - ( " ) ) + 6,(3)г1752568 где Р - избыточное давление поддува в полость заготовки;6 - усилие вытяжки в осевом направлении;ъ - напряжение, развйвающееся в за готовке в меридиональном направлении;г, Ьо - текущие значейия радиуса и тол,щины"заготовки соответствейно,О - угол между нормалью к поверхности заготовки иеевертикальнойосью;10гк - радиус формующей части пуансона.. Напряженное состояние деформируе мой заготовки может быть описано уравнейием Лапласа сь о Р рщ р . 1 о(5) 25 Таким образом, чтобы трубчатая заго. товка, вытягиваемая в осевом напдавлениис одновременным поддувом сжатьм газом,деформировалась однородно, необходимо30 нагружать ее избыточным давлением (давление поддува) Р, которое должно менятьсяв соответствии с уравнением (12),П р и м е р 1. Из формующего инструмента 1 выдают заготовку 2 из полиэтилена35 высокого давления (ПЭВД) марки.10802020 при температуре 1 = 135 С, диаметромО = 40 мм, толщиной Ь = 2 мм, начальнойдлиной о = 100 мм. Герметизируют один ееконец на ниппеле 3 с помощью зажимного40 приспособления 4 и механически вытягивают в осевом направлении до достиженияконечной длины= Н = 200 мм посредствомперемещения ниппеля 3 с одновременнымподдувом путем подачи сжатого газа во45 внутреннюю полость заготовки, Давлениеподдува определяют в зависимости от степени деформации заготовки 2 Л = - по со1 оотношению (12), которое позволяетподдерживать постоянный диаметр на всейдлине заготовки 2 и ведет к однородномудеформированию заготовки во всех ее частях. Для ПЭ 8 Д марки 10802-020 при 135 оСконстанты высокоэластичности имеют значения С 1=14,4410 МПа, С 2=410 УПа,которые бпределяютсяметодами динамических реологических измерений. По достижении заготовкой 2 длины= .= Н =200 мм (Л), что соответствует высоте 2 оп, зи О Л гЬо г 1 - ( г )2) Деформирование заготовки являетсяоднородным в том случае, когда 0= сопз 1 =50- и следовательно г = сопз 1.2 Тогда из (7) получаем 5520 вг"о 1 ( гк )21 0 (8) откуда 0=2 кг 1 ооЪ. Из(3) имеем 20 п, зпО -Р, ЛгЬо 1где %п и % - соответственно напряжения, - развивающиеся в заготовке в меридиональ-, ном и окружном и направлениях;рп и р - радиусы кривизны заготовки в :меридиональном и окружном направлениях, определяемые следующими йзвестными . соотношениямир = зп 01: рс = - (6)дО,-1 зпОдг Подставив (5) и (6) в (4), получаем й,п. зи О +о 1Приняв оп =и, я =О, используя одно из соотношений (2) и учитывая, что Ьо= Ь Лз - - --- Ь Л ", из (9) получаем- 1 О = 4 л гЬС 2 (Л 1 Л 1 ) х где Ь - толщина начальная исходной (недеформированной) заготовки.Иа(4) и (8) имеем = - , откудаР аЬо и после подстановки в которое одного изуравнений (2), получаем следующую гзвисимость Р = 2 С 2 - ( - + 1 ) (Л 1 - Л 1 ), (12) г С 2изделия, прекращают перемещение ниппеля 3, подачу сжатого газа и смыкают полуформы 6. По окончании их смыкания внутрь заготовки 2 подают сжатый гаэ для ее окончательного раэдува в иэделие диаметром 80 мм,На фиг. 3 показано распределение толщины стенок по высоте боковой поверхности отформованного изделия.П р и м е р 2, Зкструдируют заготовку 2 с параметрами, указанными в примере 1, а механическую вытяжку и поддув ведут по способу, указанному в прототипе. Прй этом распределение толщины стенок по высоте боковой поверхности отформованного изделия представлено на фиг. 4,На фиг, 5 представлен графйк распределения безразмерной толщины (д/до, где д - текущая толщина стенки изделия, д, - максимальная толщина стенки изделия) стенки боковой поверхности изделия по его высоте (Н), полученного по предлагаемому способу (кривая 1) и по способу-прототипу(кривая 2), Сравнение кривых 1 и 2 показывает, что при реализации предлагаемого способа максимальная разнотолщинность составляет 1-0,5 = 0,5; а при реализации способа-прототипа максймальная разнотолщийность составляет 1-0,22 = 0,78.Таким образом, при изготовлении изделий предлагаемым способом их разнотолщинность снижается, что позволяет повысить качество и снизить расход материала.Формула изобретения 5Способ изготовления полых изделий изпластмасс раздувом, включающий экструзию трубчатой заготовки, герметизацию одного ее конца и механическое вытягивание 10 в осевом направлении на величину, равную.высоте изделия, с последующим раздувом сжатымгаэом,отличающийся тем,что, с целью повышения качества формуемых изделий за счет снижения йэ разнотолщинно сти, механическое вытягивание заготовкиосуществляют с одновременным ее поддувом сжатым газом с давлением20 Р=2 С 2 - ( - +1)(Л - Л ),г С 2где Ь - начальная толщина заготовки, мм;г - начальный радуис, мм;С 1, С 2 - константы эластичности мате риала;1А = -- степень деформации заготовоки;о - начальная длина, мм;30- текущая длина деформируемой заготовки, мм,.Кешеля ктор м при ГКНТ СССР01 роизво Заказ 2724 ВНИИПИ Г Составитель И,Скопинцев.Техред М.Моргентал Ко ТиражПодписное дарственного комитета по изобретениям и откры
СмотретьЗаявка
4807637, 30.03.1990
МОСКОВСКИЙ ИНСТИТУТ ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ
БЕРДЫШЕВ БОРИС ВАСИЛЬЕВИЧ, СКУРАТОВ ВЛАДИМИР КИРИЛЛОВИЧ, СКОПИНЦЕВ ИГОРЬ ВИКТОРОВИЧ
МПК / Метки
МПК: B29C 49/16
Метки: пластмасс, полых, раздувом
Опубликовано: 07.08.1992
Код ссылки
<a href="https://patents.su/8-1752568-sposob-izgotovleniya-polykh-izdelijj-iz-plastmass-razduvom.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых изделий из пластмасс раздувом</a>
Машина для изготовления витых изделий с переменным направлением свивки

Номер патента: 968123
Опубликовано: 23.10.1982
Авторы: Гимазетдинов, Егоров, Емельянов, Залялютдинов, Игнатенко, Недовизий, Першин, Щеголев
МПК: D07B 3/00
Метки: витых, направлением, переменным, свивки
...и выполненнымУров изделии. например, на триггере. ЗлектричесНа фиг. 1 показана кинематическая кие контакты 33 и 34 реле 31 и 32схема устройства машины; на фиг. 2- времени служат для включения электблок-схема управления исполнитель ропневмоклапанов 8 и 9 силового пневными механизмами машины. моцилиндра 7. Для включения пневмоциНа некотором расстоянии от ос- линдра 14 дополнительных плашек 13новных узлов машины установлено разио- служит электропневмоклапан 15, вклюточное устройство в виде фигурок 1 чаемый контактом . 35 реле 36 времени.с проволочными мотками и собирающий О Пневмоцилиндр 27 механизма измененияшаблон 2. скорости вытяжки соединяется с воз"Двигатель 3 машины посредством душной магистралью 37 электропневконической зубчатой и...
Устройство для формования минераловатных или стекловатных изделий с преимущественно вертикальным направлением волокон

Номер патента: 876570
Опубликовано: 30.10.1981
Авторы: Бобров, Симонов, Ткаченко
МПК: C03B 37/10
Метки: вертикальным, волокон, минераловатных, направлением, преимущественно, стекловатных, формования
...ф к горизонтали и направляющий транспортер 16. 20Устройство устанавливают между камерами волокноосаждения и тепловой обработки минераловатного ковра. Скорость движения транспортеров устройства и вращения барабана синхрониэиру ется со скоростью движения транспор- тероВ камер волокноосаждения и тепловой обработки.Минераловатный ковер со связующим 17 иэ камеры волокноосаждения непрерывно поступает на подающий транспор- Зо тер 1 устройства и прижимным валком 4 калибруется до заданной толщины. Горизонтальный, установленный вдоль ковра нож 6 непрерывно срезает верхний слой ковра 18, который по на- З 5 клонным транспортерам 2 и 3 транспортируется к узлу формования трехслойного ковра.Горизонтальный продольный нож 7 срезает нижний слой ковра...
Способ упаковки стоп штучных изделий с осевым отверстием

Номер патента: 1122575
Опубликовано: 07.11.1984
Автор: Лаптев
МПК: B65D 71/00
Метки: осевым, отверстием, стоп, упаковки, штучных
...которые распо лагают на обоих торцах спаренных стоп концами внутрь осевых отверстий, при этом концы каждой скобы имеют отогнутые в противоположные стороны полки с отверстиями, а фиксацию скоб на упаковке осуществляют с помощью стержней с головкой на одном конце и рядом отверстий под шплинт - на другом, которые вставляют в отверстия полок концов скоб, расположенных в осевом отверстии одной стопы. 30На фиг. 1 представлен блок дисков колес в упакованном виде; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид спереди; на фиг. 4 - то же, вид сверху, на фиг.5 - стержень.Способ упаковки стоп штучных изде лий с осевым отверстием осуществляется следующим образом. Колеса 1 набирают в стопы (фиг. 1). При наличии выступов на колесах 1 рядом...
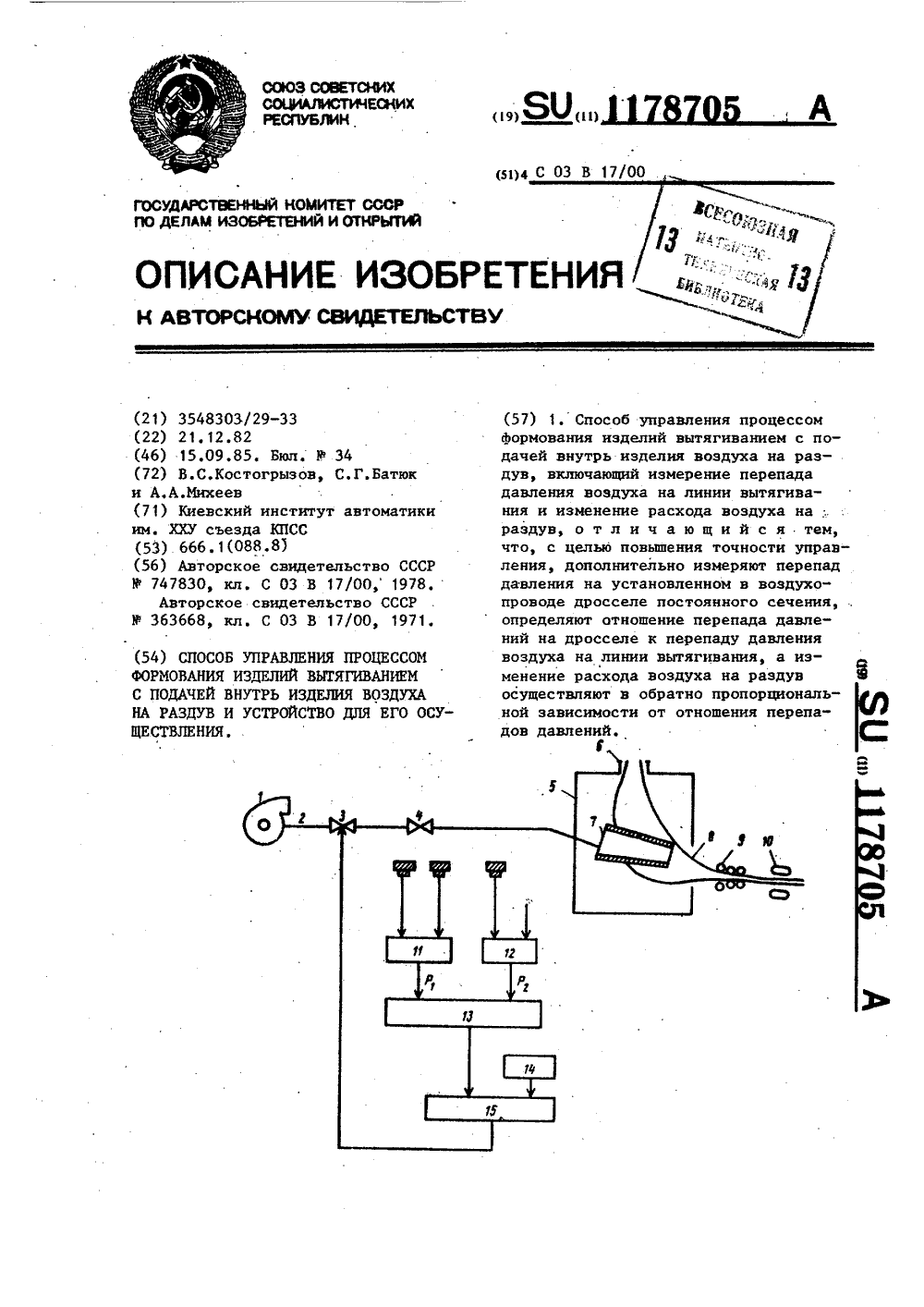
Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Номер патента: 1178705
Опубликовано: 15.09.1985
Авторы: Батюк, Костогрызов, Михеев
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
...которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП...
Заготовка для прессования изделий преимущественно из труднодеформируемых и малопластичных прецизионных сплавов

Номер патента: 1681996
Опубликовано: 07.10.1991
Авторы: Алексеев, Комов, Левинзон, Сизов, Суворов
МПК: B21C 23/01, B21C 23/32
Метки: заготовка, малопластичных, преимущественно, прессования, прецизионных, сплавов, труднодеформируемых
...(7)Полагая с малой погрешностью равенство расхода смазки и металла иэ центральной части и периферии заготовки в сеченииматричного канала, т,е. х=О, 5, и приравнивая левые части выражений (4) и (5), получаютО= 2 2Ок - Озаг(8) Вычитая выражение(7) из выражения (6)при том же значении х получаютОо = - рг- Ок = 0,7 Ок, (9)ГГПри наличии дополнительных соосныхотверстий в заготовке и полагая х = 0,5 поаналогии с выражением (7, правая часть),можно записать0,7850 /и =0,785(0) и+ 0,785 б 2, (10)откуда 0 определяется как30- д(Ок -Озаг)" (13) где и -2,3,4.,Выражения (12) и (13) определяют область существования (поле) возможных оп тимальных значений 0 и б заготовки для прессования через многоканальную матрицу совместно с выражением (9), которое...
Предыдущий патент: Автоматический корректор высоты отпрессованных изделий
Следующий патент: Экструзионная головка
Случайный патент: Устройство автоподстройки частоты