Способ горячей прокатки полос из алюминия и его сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
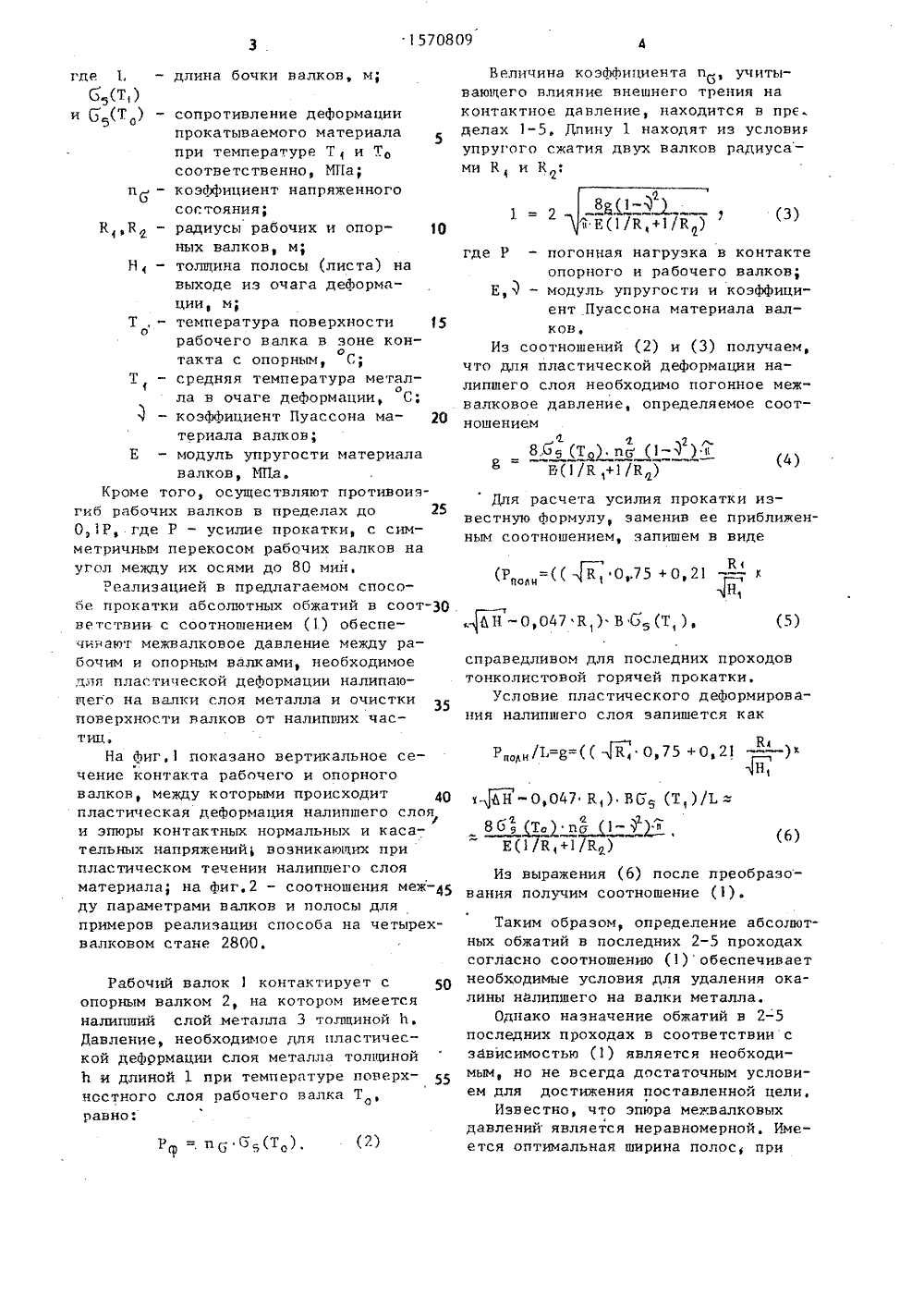
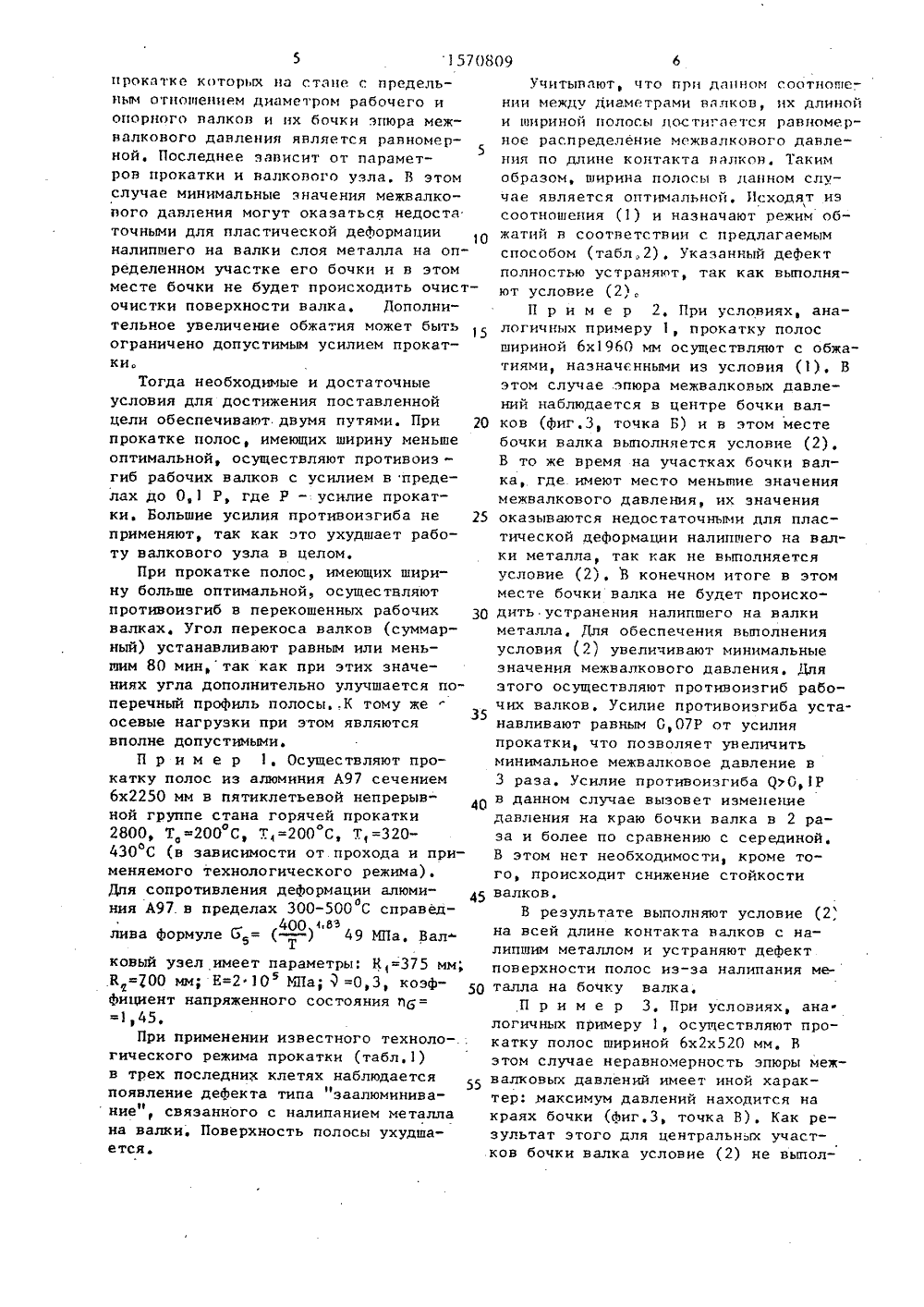
поверхности валков от налипших частиц,На фиг,1 показано вертикальное сечение контакта рабочего и опорного валков, между которыми происходит 40 пластическая деформация налипшего слоя и эпюры контактных нормальных и касательных напряжений 1 возникающих при пластическом течении налипшего слоя материала; на фиг.2 - соотношения между параметрами валков и полосы для примеров реализации способа на четырехвалковом стане 2800. Рабочий валок 1 контактирует с опорным валком 2, на котором имеется налипший слой металла 3 толщиной Ь. Давление, необходимое для пластической дефррмации слоя металла толщиной Ь и длиной 1 при температуре поверхностного слоя рабочего валка Травно: 50 55(2) Р, =, п 7-,бэ(Т ),где 1, - длина бочки валков, м;6 (Т,)и 5 (Т ) - сопротивление деформациипрокатываемого материалапри температуре Ти Тосоответственно, МПа;п - коэффициент напряженногосостояния;КК - радиусы рабочих и опорных валков, м;Н, - толщина полосы (листа) навыходе из очага деформации, мТ . - температура поверхности 15орабочего валка в зоне конотакта с опорным, С;Т - средняя температура металла в очаге деформации, С:- коэффициент Пуассона материала валковЕ - модуль упругости материалавалков, МПа.Кроме того, осуществляют противоизгиб рабочих валков в пределах до 25 0,1 Р,.где Р - усилие прокатки с симметричным перекосом рабочих валков на угол между их осями до 80 мин,Реализацией в предлагаемом способе прокатки абсолютных обжатий в соответствии с соотношением (1) обеспечивают межвалковое давление между рабочим и опорным валками, необходимое для пластической деформации налипаю- щего на валки слоя металла и очисткиВеличина коэффициента пб, учитывающего влияние внешнего трения на контактное давление, находится в пре. делах 1-5, Длину 1 находят из услови упругого сжатия двух валков радиуса- миК,иК 1=2(3) где Р - погонная нагрузка в контактеопорного и рабочего валков;Е, 1 - модуль упругости и коэффициент Пуассона материала валков,Из соотношений (2) и (3) получаем,что для пластической деформации налипшего слоя необходимо погонное межвалковое давление, определяемое соотношением8,.6 з (Т,) пс," (1-1 )Е(1/К,+1/К )справедливом для последних проходов тонколистовой горячей прокатки.Условие пластического деформирования налипшего слоя запишется как-ЯН -0,047 К,) Вбз (Т)/1 = 8 бд Та по 1-,) В Е(1/К,+1/К,)(б) Иэ выражения (б) после преобразо- вания получим соотношение (1). Таким образом, определение абсолютных обжатий в последних 2-5 проходах согласно соотношению (1)обеспечивает необходимые условия для удаления окалины налипшего на валки металла,Однако назначение обжатий в 2-5 последних проходах в соответствии с зависимостью (1) является необходимым, но не всегда достаточным условием для достижения поставленной цели.Известно, что эпюра межвалковых давлений является неравномерной, Имеется оптимальная ширина полос, при Для расчета усилия прокатки известную формулу, заменив ее приближенным соотношением, запишем в виде40 прокатке которых на стане с предельным отношением диаметром рабочего иопорного валков и их бочки эпюра межналконого давления является ранномер 5ной. Последнее зависит от параметров прокатки и валконого узла. В этомслучае минимальные значения межвалкопого давления могут оказаться недостаточными для пластической деформацииналипшего на валки слоя металла на определенном участке его бочки и в этомместе бочки не будет происходить очисточистки поверхности валка, Дополнительное увеличение обжатия может бытьограничено допустимым усилием прокатки.Тогда необходимые и достаточныеусловия для достижения поставленнойцели обеспечивают двумя путями. При 20прокатке полос, имеющих ширину меньшеоптимальной, осуществляют противоизгиб рабочих валков с усилием в пределах до 0,1 Р, где Р - усилие прокатки. Большие усилия противоизгиба не 25применяют, так как это ухудшает работу валкового узла в целом,При прокатке полос, имеющих ширину больше оптимальной, осуществляютпротивоизгиб в перекошенных рабочихвалках, Угол перекоса валков (суммарный) устанавливают равным или меньшим 80 мин так как при этих значениях угла дополнительно улучшается поперечный профиль полосы,.К тому же35осевые нагрузки при этом являютсявполне допустимыми.П р и м е р 1. Осуществляют прокатку полос из алюминия А 97 сечениембх 2250 мм в пятиклетьевой непрерывной группе стана горячей прокатки2800, Т =200 С, Т=200 С, Т,=320430 С (в зависимости от прохода и применяемого технологического режима).Для сопротивления деформации алюмио4ния А 97. в пределах 300-500 С справед 400 ,взлина Формуле (э = ( ) 49 МПа, Валковый узел имеет параметры: К,=375 мм;К =700 мм; Е=210 1 Па;=0,3, коэфФициент напряженного состояния п==1,45,При применении известного техноло-.гического режима прокатки (табл,1)в трех последних клетях наблюдаетсяпоявление дефекта типа "заалюминивание", связанного с налипанием металлана валки, Поверхность полосы ухудшается. Учитывают, что при данном соотношении между диаметрами налкон 1 их длинойи шириной полосы достигается равномерное распределение межналконого давления по длине контакта налкон. Такимобразом, ширина полосы н данном случае является оптимальной, Исходят изсоотношения (1) и назначают режим обжатий н соответствии с предлагаемымспособом (табл.,2), Указанный дефектполностью устраняют, так как выполняют условие (2),П р и м е р 2, При условиях, аналогичных примеру 1, прокатку полосшириной бх 1960 мм осуществляют с обжатиями, назначенными иэ условия (1). Вэтом случае .эпюра межвалконых давлений наблюдается в центре бочки валков (Фиг.З, точка Б) и н этом местебочки валка ныполняется условие (2),В то же время на участках бочки валка, где имеют место меньшие значениямежвалконого давления, их значенияоказываются недостаточными для пластической деформации налипшего на валки металла, так как не выполняетсяусловие (2). В конечном итоге в этомместе бочки валка не будет происходить устранения налипшего на валкиметалла, Для обеспечения выполненияусловия (2) увеличивают минимальныезначения межвалкового давления. Дляэтого осуществляют протиноизгиб рабочих валков, Усилие противоизгиба устанавливают равным С,07 Р от усилияпрокатки, что позволяет увеличитьминимальное межвалковое давление в3 раза. Усилие противоизгиба Я 0,1 Рв данном случае вызовет изменениедавления на краю бочки валка в 2 раза и более по сравнению с серединой.В этом нет необходимости, кроме того, происходит снижение стойкостивалков,В результате выполняют условие (2,на всей длине контакта валков с налипшим металлом и устраняют дефектповерхности полос из-за налипания металла на бочку валка.П р и м е р 3, При условиях, ана.логичных примеру 1 осуществляют прокатку полос шириной бх 2 х 520 мм, Вэтом случае неравномерность эпюры межвалконых давлений имеет иной характер: максимум давлений находится накраях бочки (Фиг,З, точка В), Как результат этого для центральных участков бочки валка условие (2) не выпол7 1570809 8 10 Н, - толщина полосы на выходе из очага деформации, мм; 20 Таблица 1Известный технологический режим прокатки полос бх 2250 алюминия А 97 Усилие Среднеепрокатки, давлеМН ние,МН/м Нмм Нмм Выполнение Температура Ме ЬН, им Р про.хода услов очаге деформао ции, С вия(2) 5,16 Да 4,.78 Нет 4,62 Нет 3,86 Нет 3,93 Нет 50,1 28,2 15,5 9,6 5,9 14,44 13,3812,95 10,83 10,04 422397 375 356 336 39,9 21,912,55,9 3,7 1 2 3 4 5 9050128,215 ф 59,6 няется. Для выполнения условия (2) на всей длине бочки применяют скрещивание рабочих валков на угол между ихосями 60 что обеспечивает увеличение межвалкового давления в центре в 1,2 раза, При этом среднее значение межвалкового давления в центре не меняется, однако снижается неравномерность его распределения по длине бочки. Условие (2) выполняется на всем участке налипания, чем устраняется дефект поверхности полос, обусловленный налипанием металла на рабочие валки. Активная образующая рабочих валков изменяется иэ-эа увеличения зазора между рабочими поверхностями валков по мере удаления от центра на величину, соизмеримую с величиной изменений профиля за счет прогиба.Формула изобретения Способ горячей прокатки полос иэ агпоминия и его сплавов, включающий черновую прокатку и чистовую прокатку с противоизгибом и перекосом рабочих валков в многовалковой клети при подаче на валки смазочно-охлаждающей жидкости, о. т л и ч а ю щ и й с я тем, что, с целью повьппения качества поверхности полос путем уменьшения налипания металла на бочки прокатных валков, абсолютное обжатие в чистовьх проходах определяют из выражения 81,6(То п 1-1иВ,(Т,) Е (1/К, +1/К) + 0,047 В,) /( -/К,0,75 +0,21,)Гн, где, Е " длина бочки валков, м;Гз(Т, )6 (То) - сопротивление деформации прокатываемого материала при температуре Т и Т.-осоответственно, МПа;пС; " коэффициент напряженногосостояния;к ,Кп - радиусы рабочего и опорного валков, м; Т - температура поверхностирабочего валка в зонеоконтакта с опорным, С;Т - средняя температура метало25 ла в очаге деформации, С;1 - коэффициент Пуассона материала валков;Е - модуль упругости материалавалков, МПа,при этом осуществляют противоизгибрабочих валков в пределах до 0,1 Р,где Р - усилие .прокатки, с симметричным перекосом валков на угол междуих осямидо 80 мин,1570809. 1 О Таблица 2Предлагаемьй режим прокатки полос бх 2250 алюминия А 97 Р прохода мм ВыполнеН мм ЬН, мм ние условия (2) 1 2 3 4 5 90 90 49 26 12,8 90 49 26 12,8 6 0 41 23 13,2 6,8Температура Ме вочаге деформации,420 396 376 356 УсилиепрокаткиМН 4,72 14,16 14,23 14,19 Среднеедавление,ИН/и 5,25 Да 5,05 Ла 5,08Да 5,07 Да570809 ерн Заказ 14 раж 414 о писное НИИПИ Госуд КНТ СССР д.,4 оцзводственно-издательский комбинат "Патент , г. Ужгород, ул. Гагарина, 10 Составитель М.Блатоваедактор А,Пежнина Техред М.Ходанич Коррек:.твенцого комитета по изобретениям 1 13035, 11 огкн 1, УК, Раушская на открытиям и
СмотретьЗаявка
4428200, 19.05.1988
МОСКОВСКИЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ
ЗИНОВЬЕВ АЛЕКСАНДР ВАСИЛЬЕВИЧ, ХЛОПОНИН ВИКТОР НИКОЛАЕВИЧ, БЕГЛОВ ЭРКИН ДЖАВДАТОВИЧ, БРУНИЛИН АНАТОЛИЙ ИВАНОВИЧ, КОГАНОВ ЛЕОНИД МИХАЙЛОВИЧ, КОПНЕВ ВЛАДИМИР ИВАНОВИЧ, ЩЕНЯЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ШМУРЫГИН ЕВГЕНИЙ ГЕОРГИЕВИЧ, ОВЧИННИКОВА МАРИНА ВАСИЛЬЕВНА, ЗИМИН ДМИТРИЙ БОРИСОВИЧ, ПИГАРЕВА ТАТЬЯНА ИВАНОВНА
МПК / Метки
МПК: B21B 13/20
Метки: алюминия, горячей, полос, прокатки, сплавов
Опубликовано: 15.06.1990
Код ссылки
<a href="https://patents.su/6-1570809-sposob-goryachejj-prokatki-polos-iz-alyuminiya-i-ego-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ горячей прокатки полос из алюминия и его сплавов</a>
Узел валков для прокатки полосы

Номер патента: 1643127
Опубликовано: 23.04.1991
Авторы: Песин, Салганик, Шабалин
МПК: B21B 1/22
Метки: валков, полосы, прокатки, узел
...на выходе с боковой поверхностью 9 неподвижного элемента 7,Осевые перемещения (вдоль бочки валка 1) неподвижного элемента 7 предотвращаются фиксаторами (не показаны), закрепленными на поперечине станины 4 с возможностью вертикального перемещения по сторонам неподвижного элемента 7,Клеть работает следующим образом.Неподвижный деформирующий элемент 7 вставляют в направляющий паз 6 поперечины станины 4 так, что деформирующая поверхность 8 обращена к рабочему валку 1. Далее крепят этот элемент 7 ззы 1 б 43127движными фиксаторами. С помощью нажимного устройства 5 устанавливают требуемый начальный зазор (или прижатие) между деформирующей поверхностью 8 неподвижного элемента 7 и рабочим валком 1. 5 В Фот зазор задают полосу и смазку и...
Способ охлаждения валков при прокатке полос
Номер патента: 1451949
Опубликовано: 30.07.1994
Авторы: Баканов, Ломтев, Небаба, Слюсаренко, Уразов
МПК: B21B 27/10
Метки: валков, охлаждения, полос, прокатке
СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ ПРИ ПРОКАТКЕ ПОЛОС, включающий подачу смазочно-охлаждающей жидкости по касательной к каждой бочке валка со стороны входа и выхода металла из валков, отличающийся тем, что, с целью повышения производительности стана и увеличения выхода годного путем повышения эффективности охлаждения валков, подачу смазочно-охлаждающей жидкости осуществляют с соотношением расхода ее (0,85 - 0,55)G со стороны входа и (0,15 - 0,45)G со стороны выхода, а расход у кромок относительно середины прокатываемой полосы в пределах (0,4 - 2,0)G, где G - общий расход смазочно-охлаждающей жидкости; G1 - расход СОЖ в середине по длине бочки валка.
Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы

Номер патента: 1061866
Опубликовано: 23.12.1983
Автор: Стрельников
МПК: B21B 31/02
Метки: бесконечной, валков, кварто, клети, перевалки, полосы, прокатки, прокатной, рабочих, стана
...по верхним и нижним направляющим, средство удержания валков в разведен ном состоянии выполнено в виде ползунов с верхним и нижним выступами, установленных с .воэможностью вертикального перемещения по внутренней поверхности станины клети и размещенных в пазах, выполненных в подушках опорных валков и взаимодействующих верхним выступов с подушкой верхнего опорного валка, при этом нижние направляющие закреплены на нижних выступах ползунов, а верхниена подушках верхнего опорного, валка,На чертеже изображено устройство,поперечный разрез по валкам клетикварто (слева от оси показано рабочее положение валков, справа - положение валков при перевалке).5 Устройство состоит иэ верхнихнаправляющих 1, жестко закрепленныхна подушках 2 верхнего...
Узел валков для прокатки периодических профилей с переменной по длине высотой

Номер патента: 1789313
Опубликовано: 23.01.1993
Авторы: Дерябин, Сердега, Сычев
МПК: B21B 1/08
Метки: валков, высотой, длине, переменной, периодических, прокатки, профилей, узел
...состоит из деформирующих горизонтальных валков 1, калибрующих вертикальных валков 2, смещенных относительно5 10 15 20 25 30 35 40 45 50 55 горизонтальных валков 1 по направлению прокатки. Калибрующие вертикальные валки 2 выполнены с винтовым калибром, длина винтовой нарезки по дну ручья которого равна длине периодического ручья горизонтальных валков 1. Калибрующие вертикальные валки 2 установлены нэ осях 3 с помощью шлицевого соединения 4. Оси 3 установлены на кронштейне 5, закрепленном на основании 6 посредством установочных винтов 7 и сопряженном опорной поверхностью с цилиндрической поверхностью 8 основания. Вертикальные калибрующие валки 2 подпружинены относительно основания 6 пружиной 9, Узел валков снабжен механизмом отклонения...
Способ прокатки полосы

Номер патента: 715153
Опубликовано: 15.02.1980
Авторы: Быкова, Девятченко, Злов, Плетнев, Смирнов, Тихоновский, Файнберг, Шичкин
МПК: B21B 1/22
...прокатки в дрессировочном режимес образованием волнистости на кромкахс помощью противоиэгиба валков,Изобретение поясняется чертежом,где показаны концы состыкованных Полос 1, сварной шов 2 и волнистостьпо кромкам 3,Волнистость по кромкам полосы наносится для исключения растягивакщихФормула изобретения Составитель О,РУмянцеватчикова Техред М .ПеткоФее веева ве ш и Корректор Е.Папп едак Заказ 9406/5 Тираж 986 ЦЫИИПИ Государственног по делам изобретени 113035, Москва, Ж, Раисно комитета СССРи открытийская наб., д. 4.Ужгород, ул.Проектная,ент П в илиал 371515Гв процессе холодной прокатки с натяжением, которые приводят к разрушению сварного шва. Предлагаемый способисключает увеличение продольной разнотолщинности, вызывающей...
Предыдущий патент: Непрерывная группа стана для производства тонких полос
Следующий патент: Рабочая клеть прокатного стана
Случайный патент: Упругий подвес несущих опор балансировочных станков