Связующее для изготовления литейных керамических форм по выплавляемым моделям и способ его приготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
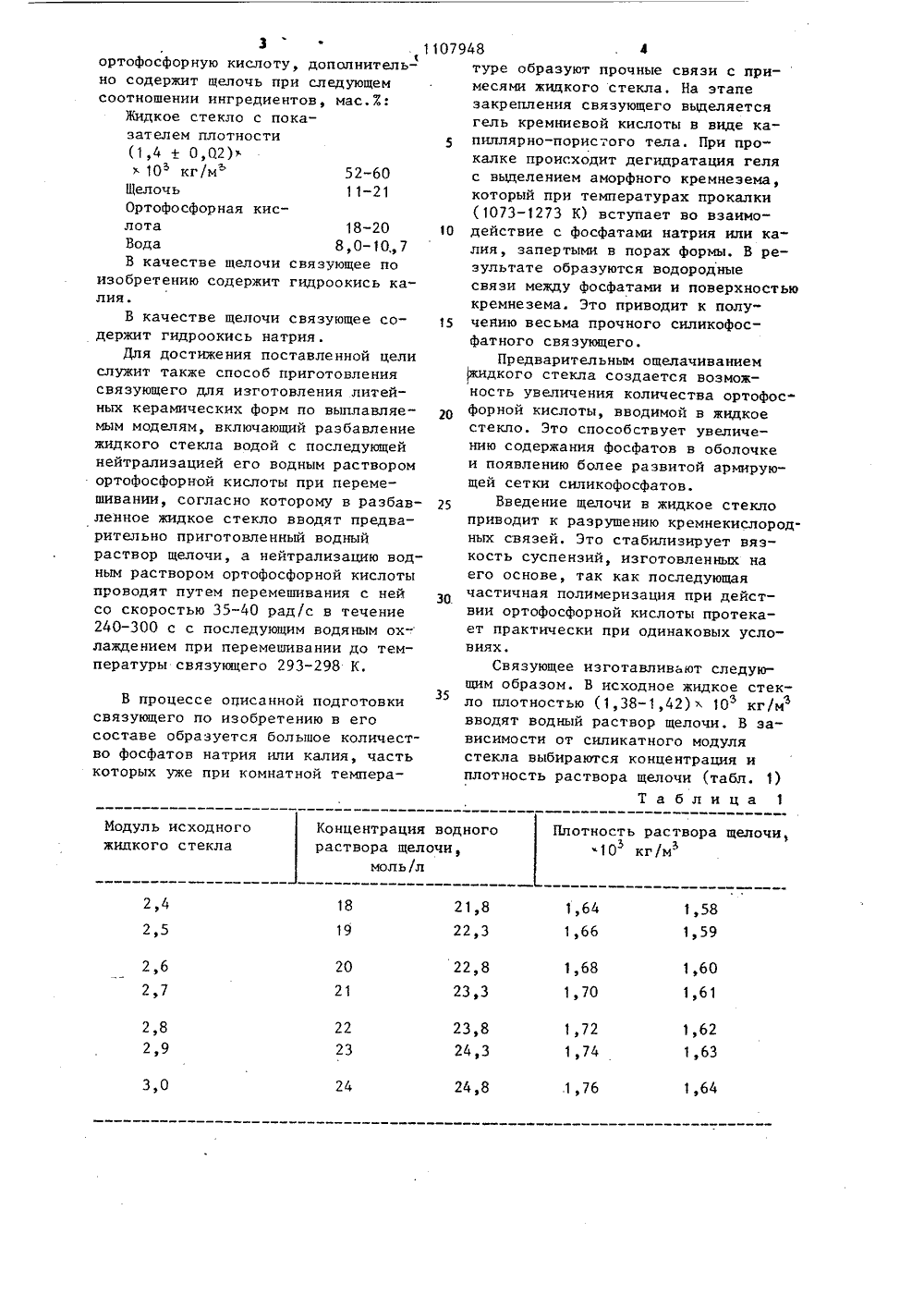
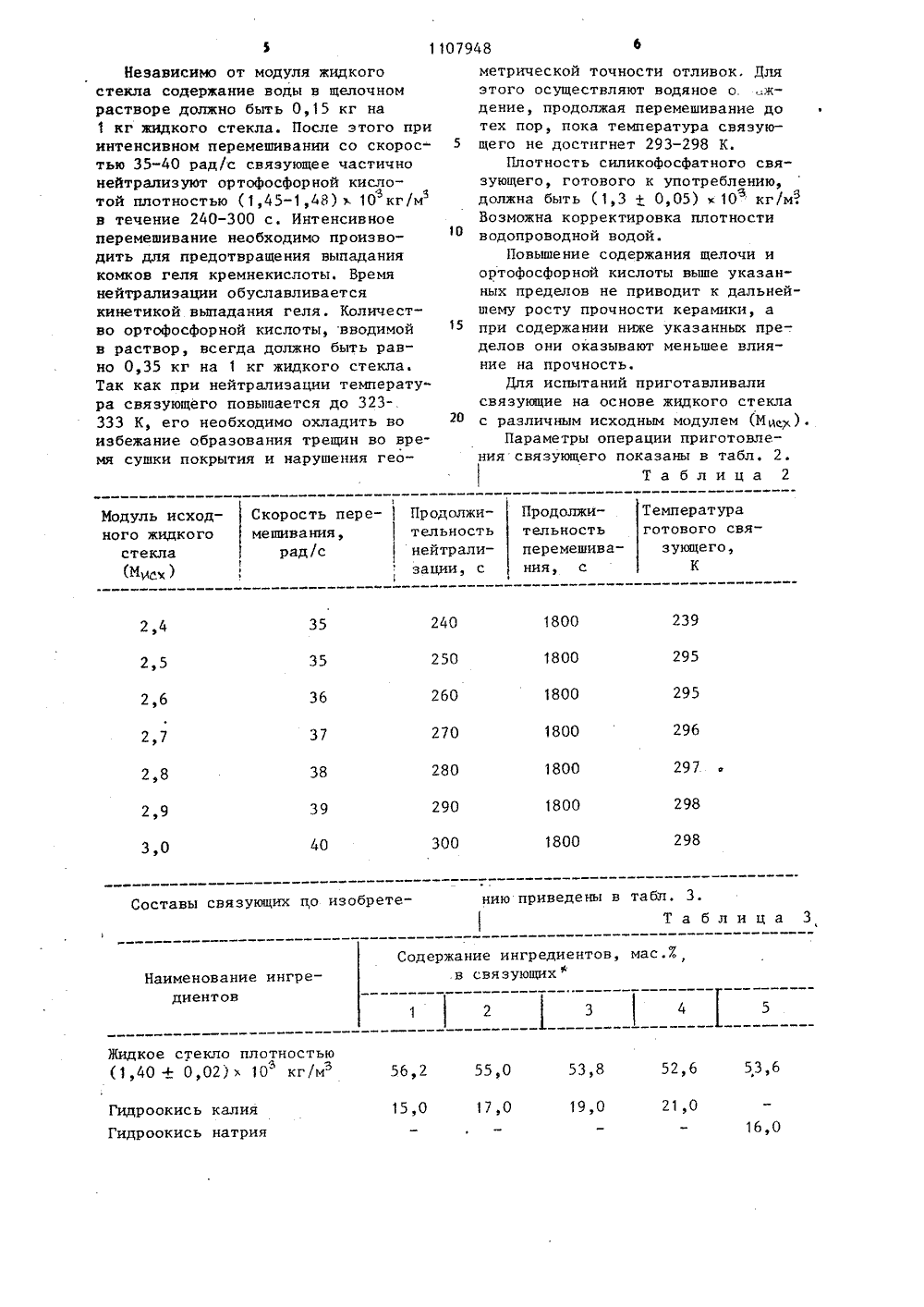
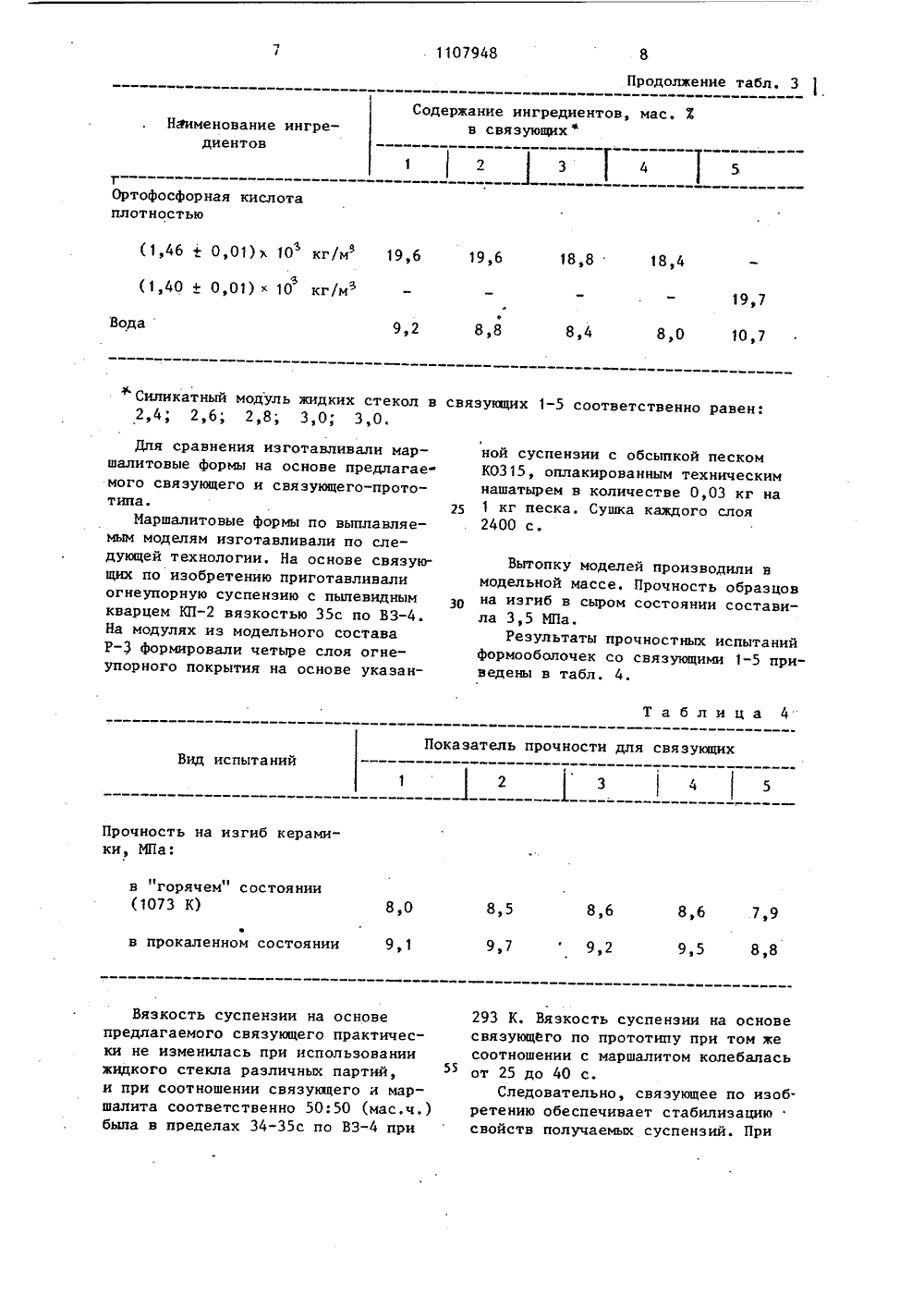
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 09) (11) зся) В 22 С 1/18 ЗСОПИСАНИЕ ИЗОБРЕТЕНИЯМ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) 1. Литье по выплавляемым моделям. Под ред. Шкленника Я.И, и Озерова В.А. Л., Машгиз, 1961, с. 227264.2. Першин П,С. Технология точного литья. М., Машгиз, 1955, с. 2050.3. Перевозкин Ю. Л. Неорганические связующие материалы керамических литейных фбрм. М НИИИМ, 1974,с. 10-20.4. Авторское свидетельство СССРИф 599910, кл. В 22 С 9/04, 1978.5. Авторское свидетельство СССРпо заявке У 3523755/22-02,кл. В 22 С 1/18, 1982.(54) СВЯЗУЮШЕЕ ДЛЯ ИЗГОТОВЛЕНИЯЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ И СПОСОБ ЕГОПРИГОТОВЛЕНИЯ.(57) 1. Связующее для изготовления литейных керамических форм по выплавляемым моделям, включающее жидкое стекло с показателем плотности (1,4 + 0,02)10 кг/м, воду и ортофосфорную кислоту, о т л ич а ю щ е е с я тем, что, с целью улучшения качества форм за счет повышения их прочности в процессе прокаливания и после прокаливания и стабилизации свойств связующего,оно дополнительно содержит щелочь при следующем соотношении ингредиентов, мас.Е:Жидкое стекло с показателем плотности (1,4 + Оь 02)к10 кг/мЗ 52-60Щелочь 11-21Ортофосфорная кислота 18-20Вода 8,0-10,72. Связующее по п. 1, о т л ич а ю щ е е с я тем, что в качестве щелочи оно содержит гидроокись калия.3. Связующее по п. 1, о т л ич а ю щ е е с я тем, что в качестве щелочи оно содержит гидроокись натрия.4, Способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям, включающий разбавление жидкого стекла водой с последующей нейтрализацией его водным раствором ортофосфорной кислоты при перемешивании, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества форм за счет повышения их прочности в процессе прокаливания и после прокаливания и стабилизации свойств связующего, в разбавленное водой жидкое стекло вводят предварительно приготовленный водный раствор щелочи, а нейтрализацию водным раствором ортофосфорной кислоты прово.дят путем перемешивания с ней со скоростью 35-40 рад/с в течение 240-300 с с последующим водяным охлаждением при перемешивании до температуры связующего 293-298 К.1Изобретение относится к литейному производству, в частности к изготовлению литейных форм по выплавляемым моделям, и может быть использовано в производстве точных отливок.Известно связующее, представляющее собой гидролизованный растворэтилсиликата в органических полярных растворителях, применение которого обеспечивает высокие прочностные свойства получаемой керамики 13Однако в то же время указанногосвязующего характеризуется токсичностью, дороговизной, сложностьюприготовления (гидролиза) и, крометого, длительной сушкой каждогоогнеупорного слоя (до 4 ч) и пожаровзрывоопасностью в цехах точного литья.Поэтому в последнее время всебольшее распространение получают неорганические связующие материалы с водным растворителем, которые в отличие от органических не имеют перечисленных недостатков.При изготовлении керамических литейных форм по выплавляемым моделям известно, в частности, связующее, представляющее собой продукт огеливания гидросиликата натрия (жидкого стекла) 2. За счет этого достигается уменьшение времени формообразования в 6-8 раз по сравнению с применением этилсиликата 23.Однако прочностные свойства изготовляемой керамики в 2-3 раза ниже, чем при использовании этилсиликата.Известно также алюмосиликатное связующее, которое образуется в результате воздействия на жидкое стекло, оксихлоридов алюминия (раствора алюмохлорида) 31.Формооболочки, изготовленные с применением указанного связующего, имеют достаточную прочность на изгиб (до 5,5 МПа). Однако при этом удлиняется процесс формообразования в результате недостаточной скорости сушки огнеупорных слоев (сушка каждого слоя до 2,5 ч). Растворение алюмохлорида в органических полярных растворителях 4удорожает производство и увеличивает пожаровзрывоопасность на участке формообразования.Наиболее близким к изобретению по технической сушности и достигае 10 107948 2мому результату является связующее51 для изготовления литейньн: керамических форм по выплавляемыммоделям, состоящее из жидкого стекла с показателем плотности (1,4 1+ 0,02)10 кг/м , воды и ортоз зфосфорной кислоты, причем содержание указанных ингредиентов составляет, мас. :Жидкое стекло 76,92Ортофосфорнаякислота в сочетаниис водой 23,08Наиболее близким к изобретениюпо технической сущности и достигаемому результату является также способ рчгэтовления связующего дляизготовил - .:я .нтейных керамическихформ по выглавляемым моделям, заключающийся в разбавлении жидкогостекла водой с последующей нейтра-лизацией водным раствором ортофосФорной кислоты при перемешивании 51.Применение такого связующего позволяет получать довольно стабильные свойства керамики, увеличиватьпроизводительность на участкеформообразования и существенно улучшать санитарно-гигиенические условия работы в цехе.Однако, так как промышленноежидкое стекло имеет узкий интервалразличия по модулю (2,0-3,0), количество ортофорсфорной кислоты,которую можно ввести в связующее, 35ограничено порогом коагуляции суспензии. В связи с этим количествосиликофосфатов, которые образуютсяпри прокалке и армируют матрицуф 40керамики недостаточно что не позУ Фволяет получить высокую прочностьформооболочек в "горячем" и "прокаленном состояниях.Кроме того, наблюдаются колебания вязкости суспензий на основе 45описанного связующего, приготовленного указанным способом, при одинаковом количестве наполнителя.Цель изобретения - улучшение качества форм за счет повышения ихпрочности в процессе прокаливания и после прокаливания и стабилизация свойств связующего.Для достижения поставленнойцели связующее для изготовлениялитейных керамических форм повыплавляемым моделям, включающеежидкое стекло с показателем плотнос.ти (1,4 + 0,02)10 кг/и , воду и8Модуль исходногожидкого стекла Концентрация водногораствора щелочи,моль /л 2,4 18 21,8 22,3 1,64 1,66 1,58 1,59 19 2,5 22,8 23,3 1,60 1,61 1,68 1,70 20 21 2,6 2,7 1,62 1,63 23,8 24,3 1,72 1,74 22 23 2,8 2,9 1,64 3,0 24.1, 76 24,8 3 1 ортофосфорную кислоту, допопнитель( но содержит щелочь при следующем соотношении ингредиентов, мас.7:Жидкое стекло с показателем плотности(1,4 + 0,02)10 кг/м 52-60Щелоч ь 11-21Ортофосфорная кислота 18-20Вода 8,0-107В качестве щелочи связующее по изобретению содержит гидроокись калия.В качестве щелочи связующее содержит гидроокись натрия .Для достижения поставленной цели служит также способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям, включающий разбавление жидкого стекла водой с последующей нейтрализацией его водным раствором ортофосфорной кислоты при перемешивании, согласно которому в разбавленное жидкое стекло вводят предварительно приготовленный водный раствор щелочи, а нейтрализацию водным раствором ортофосфорной кислоты проводят путем перемешивания с ней со скоростью 35-40 рад/с в течение 240-300 с с последующим водяным ох- лаждением при перемешивании до температуры связующего 293-298 К. В процессе описанной подготовки связующего по изобретению в его составе образуется большое количество фосфатов натрия или калия, часть которых уже при комнатной темпера 107948 4туре образуют прочные связи с при-месями жидкого стекла. На этапезакрепления связующего выделяетсягель кремниевой кислоты в виде капиллярно-пористого телаПри прокалке происходит дегидратация геляс выделением аморфного кремнезема,который при температурах прокалки( 1073-1273 К) вступает во взаимо О действие с фосфатами натрия или калия, запертыми в порах формы, В результате образуются водородныесвязи между фосфатами и поверхностьюкремнезема. Это приводит к полу чению весьма прочного силикофосфатного связующего.Предварительным ощелачиваниемкидкого стекла создается возможность увеличения количества ортофосфорной кислоты, вводимой в жидкоестекло. Это способствует увеличению содержания фосфатов в оболочкеи появлению более развитой армирующей сетки силикофосфатов.Введение щелочи в жидкое стеклоприводит к разрушению кремнекислородных связей, Это стабилизирует вязкость суспензий, изготовленных наего основе, так как последующаячастичная полимеризация при действии ортофосфорной кислоты протекает практически при одинаковых условиях.Связующее изготавливают следующим образом. В исходное жидкое стекло плотностью (1,38-1,42) 10 кгlм3вводят водный раствор щелочи. В зависимости от силикатного модулястекла выбираются концентрация иплотность раствора щелочи (табл. 1)Таблица 1 Плотность раствора щелочи, "1 О кг/м1 107948 Независимо от модуля жидкого стекла содержание воды в щелочном растворе должно быть 0,15 кг на 1 кг жидкого стекла. После этого при интенсивном перемешивании со скоростью 35-40 рад/с связующее частично нейтрализуют ортофосфорной кислотой плотностью (1,45-1,48) х 10 кг/м в течение 240-300 с, Интенсивное перемешивание необходимо производить для предотвращения выпадания комков геля кремнекислоты. Время нейтрализации обуславливается кинетикой выпадания геля. Количество ортофосфорной кислоты, вводимой в раствор, всегда должно быть равно 0,35 кг на 1 кг жидкого стекла. Так как при нейтрализации температура связующего повышается до 323-.333 К, его необходимо охладить во избежание образования трещин во время сушки покрытия и нарушения геоПр одолжительность нейтрализации, с35 239 1800 240 295 1800 250 2,5 295 1800 260 36 2,6 296 1800 270 297 1800 280 38 2,8 298 1800 290 39 2,9 298 1800 300 40 3,0 Составы связующих цо изобретеСодержание ингредиентов, мас.7 .в связующих" Наименование ингредиентов 1 2 3 4 5 52,6 53,6 56,2 53,8 55,0 Гидроокись калия Гидроокись натрия 21,0 19,0 17,0 16,0 Модуль исход- Скорость переного жидкого мешивания,стекла рад/соса ) Жидкое стекло плотностью (1,40 + 0,02) х 10 кг/м метрической точности отливок. Дляэтого осуществляют водяное о. ждение, продолжая перемешивание дотех пор, пока температура связую щего не достигнет 293-298 К.Плотность силикофосфатного связующего, готового к употреблению,должна быть (1,3 + 0,05) х 10 кг/мВозможна корректировка плотностиводопроводной водой.Повышение содержания щелочи иортофосфорной кислоты выше указанных пределов не приводит к дальнейшему росту прочности керамики, апри содержании ниже указанных пре-.делов они оказывают меньшее влияние на прочность.Для испытаний приготавливалисвязующие на основе жидкого стекла 20 с различным исходным модулем (Иисус)Параметры операции приготовления связующего показаны в табл. 2.Таблица 2 нию приведены в табл. 3.Та блица 3(1,40 + 0,01) х 10 кг/м 19,7 8,8 9,2 8,4 Вода 8,0 10,7 фСиликатный модуль жидких стекол в связувзцих 1-5 соответственно равен: 2,4; 2,6, 2,8; 3,0; 3,0. Таблица 4 Показатель прочности для связующих Вид испытаний 3 ) 4 ( 5 Прочность на изгиб керамики, МПа: в "горячем" состоянии(1073 К) 8,6 .7,9 9,5 8,8 8,0 8,5 в прокаленном состоянии 9,1 9,79,2 Для сравнения изготавливали маршалитовые формы на основе предлагае мого связующего и связующего-прототипа.Маршалитовые формы по выплавляемым моделям изготавливали по следующей технологии. На основе связующих по изобретению приготавливали огнеупорную суспензию с пылевидным кварцем КПвязкостью 35 с по В 3-4. На модулях из модельного состава Р-) формировали четыре слоя огнеупорного покрытия на основе указанВязкость суспензии на основе предлагаемого связующего практически не изменилась при использовании жидкого стекла различных партий, и при соотношении связукщего и маршалита соответственно 50:50 (мас.ч.) быпа в пределах 34-35 с по ВЗпри ной суспензии с обсыпкой песком КО 315, оплакированным техническим нашатырем в количестве 0,03 кг на р 1 кг песка. Сушка каждого слоя2400 с. Вытопку моделей производили в модельной массе. Прочность образцов на изгиб в сыром состоянии составила 3,5 МПа.Результаты прочностных испытаний формооболочек со связующими 1-5 приведены в табл. 4. 293 К. Вязкость суспензии на основе связующего по прототипу при том же соотношении с маршалитом колебалась от 25 до 40 с.Следовательно, связующее по изобретению обеспечивает стабилизацию свойств получаемых суспензий. При1107948 10 10 5,5 МПа 15 20 Составитель С. ТепляковТехред М. Тепер Корректор О. Тигор Редактор М. Келемеш Заказ 5815/10 Тираж 775 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 испытаниях на прочность керамикуизготавливали иэ суспензии с вязкостью 35 с для всех вариантов. При испытании керамики, полученной с использованием связующего по прототипу, были зафиксированы следующие усредненные показатели прочности на изгиб:В "горячем" состоянии 5,0 МПа В "прокаленном"состоянии В сравнении со связующим-прототипом применение связующего по изобретению позволяет увеличить прочность керамики на 62-657 при стабильных свойствах связующего и формооболочек. В качестве базового объекта рас- сматривали связующие этилсиликат и жидкое стекло, которые применяют для изготовления керамических форм на Челябинском инструментальном заводе. Замена базового связующего на связующее по изобретению (для чистоты поверхности отливок один слой на основе этилсиликата остается), позволяет снизить общий брак отливок на 37-407., ликвидировать почти полностью уход керамики на стадии прокалки, в 2 раза увеличить про" изводительность формообразования, в 3 раза уменьшить расход этилсиликата. Предполагаемая экономическая эффективность от применения связующего 50-60 тыс, руб. в год для одного литейного цеха с годовой прог,раммой 500 т точнолитых заготовок.
СмотретьЗаявка
3564782, 11.03.1983
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
ВАСИН ЮРИЙ ПЕТРОВИЧ, АВЕРЬЯНОВ ЕВГЕНИЙ ФЕДОРОВИЧ, ЛОНЗИНГЕР ВЛАДИМИР АЛЕКСАНДРОВИЧ, МАРКИН ВЛАДИМИР ВИКТОРОВИЧ
МПК / Метки
МПК: B22C 1/18
Метки: выплавляемым, керамических, литейных, моделям, приготовления, связующее, форм
Опубликовано: 15.08.1984
Код ссылки
<a href="https://patents.su/6-1107948-svyazuyushhee-dlya-izgotovleniya-litejjnykh-keramicheskikh-form-po-vyplavlyaemym-modelyam-i-sposob-ego-prigotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Связующее для изготовления литейных керамических форм по выплавляемым моделям и способ его приготовления</a>
Связующее для изготовления литейных форм и стержней

Номер патента: 1289581
Опубликовано: 15.02.1987
Авторы: Есепкин, Кузьменков, Кукуй, Мыльникова, Черчес, Шевчук
МПК: B22C 1/18
Метки: литейных, связующее, стержней, форм
...стекла. Полифосфат натрия вводят в автоклав в виде сухого продукта вместес силикат-глыбой.Предпочтительно использовать жидкое стекло с плотностью 1400-1480 кг/ми модулем 2,б,0 для самотвердеющих смесей и 2,0-2,4 для СО -процесса, Смеси готовились с содержаниемсвязующего в количестве от 3,5 до6,0 Х, Полифосфат натрия вводился в связующее со степенью полимеризации10, 19 и 27,Составы и свойства смесей с полученными связующими приведены втабл. 1-4.Таким образом, экспериментальныеданные, представленные в табл. 2, 4свидетельствуют о том, что оптимальным составом силикатного связующего 10 является, мас. 7.:Жидкоестекло 93,0-98,5Полифосфатнатрия со15 степенью полимеризации 10-27 1,5-7,0Существенное снижение работы выбивки и увеличение...
Способ приготовления связующего для изготовления литейных форм и стержней

Номер патента: 1338959
Опубликовано: 23.09.1987
Авторы: Василенко, Жуковский, Иванов, Сагура, Шадрин
Метки: литейных, приготовления, связующего, стержней, форм
...1 и 2.В табл,1 постоянной является концентрация раствора триполифо сфат анатрия (ТПФН) в кипящей воде, а пемеренной - плотность водного раствора едкого натра,В табл,2 постоянной является плотность водного раствора едкого натра,а переменной - концентрация водногорастовра ТПФН, 30В табл,3 приведены составы жидкостекольных связующих, полученные сиспользованием водно-щелочных раст -воров согласно табл, 1 и 2,Составы смесей со связующими 1-7приведены в табл.4,59 2 Свойства смесей 1 - 7 приведены в табл, 5.Смеси со с.вяэующим, полученным согласно предлагаемому способу, обеспечивают по вышение прочности форм и стержней сразу после продувки угле- кислым газом в 1,3 1,8 раз, через 24 ч выдержки - в 3 5 раз,снижение осыпаемости 330 раэ и...
Способ приготовления жидкостекольного связующего для изготовления литейных форм и стержней

Номер патента: 1509168
Опубликовано: 23.09.1989
Авторы: Волокита, Иванов, Кучмий, Лаптаев, Шадрин
Метки: жидкостекольного, литейных, приготовления, связующего, стержней, форм
...после продувки СО не разупрочняются в течение суточного хранения и имеют суточные прочности в 3 - 4 раза выше, чем у прототипа, а остаточные прочности после прокалки при 400 - 1000 С ниже в 1,5 - 2,0 раза.Использование связующего для форм и стержней с тепловой подсушкой (табл. 5) и жидких самотвердеющих смесей (табл. 6) показывает, что прочностные свойства смесей с тепловой сушкой и жидких самотвердеюших смесей в 1,5 - 2,0 раза выше, чем у смесей по прототипу, а остаточные прочности после прокалки при 400 -000 С ниже в 2,0 - 2,5 раза, что обеспечивает их легкую выбивку из отливок,Повышение прочностных свойств для всех типов смесей со связующим обеспечивается за счет введения в жидкое стеклоФормула изобретения 30 40 вают с 10 - 20 О;-ным...
Связующее для изготовления литейных форм и стержней

Номер патента: 1210950
Опубликовано: 15.02.1986
Авторы: Амелин, Комаричев, Соломкин
МПК: B22C 1/24
Метки: литейных, связующее, стержней, форм
...нового комплексного связующего, в единице объема которого увеличивается количество пленкообраэующего КО и уменьшается количество растворителя. Зто обеспечивает повышение связующей способности нового комплексного связующего, что значительно повышает прочность смеси на растяжение в сухом состоянии,Использование предлагаемого связующего увеличивает общую и поверхностную прочность стержней и форм, что обеспечивает высокую размерную точность и чистоту поверхности от,пивок и позволяет снизить брак стерж. ней, форм и отливок, возникающий при транспортных операциях, сушке и заливке.Повышение прочности смесей.на предлагаемом связующем дает воэможность снизить расход связующего, аследовательно, снизить себестоимостьотливок, а также...
Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней

Номер патента: 1404152
Опубликовано: 23.06.1988
Авторы: Дудецкий, Иодо, Кукуй, Одиночко
МПК: B22C 1/18
Метки: жидкостекольного, литейных, модифицированного, приготовления, связующего, стержней, форм
...разрядного промежутка,удельная энергия, затрачиваемаяна один пробой рабочего разрядногопромежутка, СПггде в - масса материала, кг,Изменение частоты разрядных импульсов в пределах 0,5-5,0 Гц существенно не влияет на свойства смеси, Однако с увеличением частоты разрядаувеличивается производительность процесса модифицирования, Поэтому целесообразно проводить обработку с наибольшей частотой, которую может обеспечить ГИТ.В табл. 1 отражены особенности модифицирования связующих и составы смесей, приготовленных с этими связующими, в табл, 2 - свойства указанных смесей,Связующее готовят следующим образом,В камеру для электрогидравлической обработки в указанных соотношениях подают жидкое стекло и кусковой полифосфат натрия (ПФН), после чего...
Предыдущий патент: Манипулирующее устройство к обрабатывающей машине
Следующий патент: Противопригарная краска для литейных форм и стержней
Случайный патент: Устройство для автоматического ограничения налива нефтепродуктов в железнодорожные цистерны