Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойно
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
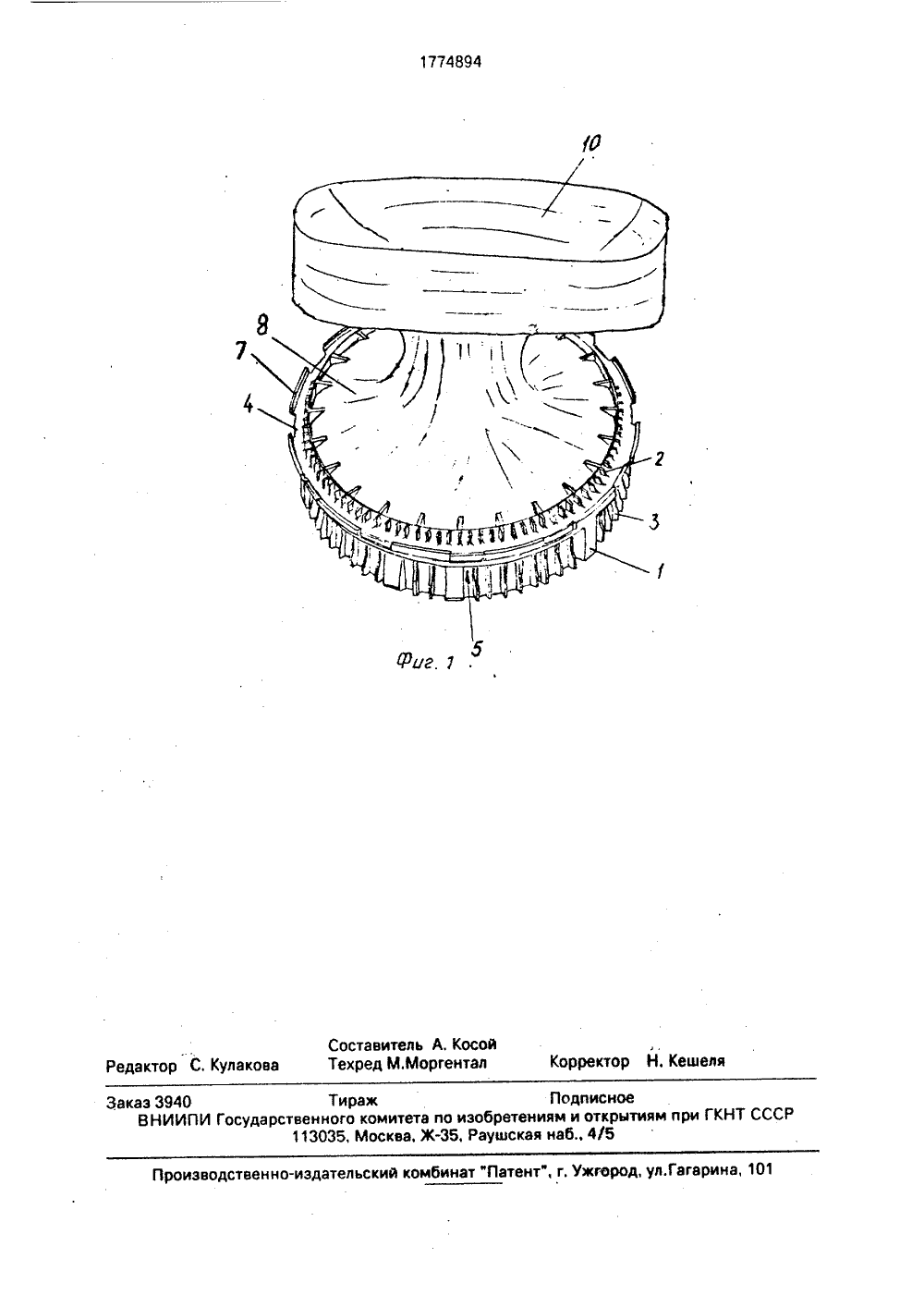
союз советскихСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 1)5 В 22 С 7/02 АНИЕ ИЗОБРЕТЕНИЯ К ПАТ двигателест отка фирмой фективного оделям / ПОзерова. М К 657 - 2184 т", место хра 6 Хгга ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТНЫХ ВСТАВОК ДВУХСЛОЙНОЙ ОБЕЧАЙКИ ЖАРОВОЙ ТРУБЫ, ЛИТЕЙНАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА К ЛИТЕЙНОЙ ФОРМЕ, СПОСОБ ПОЛУЧЕНИЯ МОДЕЛИ СЕГМЕНТНЫХ ВСТАВОК ДВУХСЛОЙНОЙ ОБЕЧАЙКИ ЖАРОВОЙ ТРУБЫ И ПРЕССФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (57) Изобретение относится к области изготовления газотурбинных двигателей, в частности к литейному производству и изготовлению пресс-формы для выплавляемых моделей; Цель изобретения - повышение производительности процесса и расширение номенклатуры изготавливаемых деталей, Для этого сегменты отливают в кольце с заливочным диском в районе ос- Ю У 1 Ютова зацепа сегментной вставки с последующей после отливки атрезкой диска по внутреннему диаметру вставки и порезкой кольца на сегменты. Доэирующие отверстия охла 1 кдаощего воздуха в сегментных вставках выполняют в выплавляемаи модели, затем заполняют их стержневой массой через продольна-окружные поднутрения. Прессформа для получения выплавляемай модели сегментных вставок состоит иэ двух полуформ 1, 2, набора сегментных вкладышей 3, 4, крышки б. Вкладыши, замкнутые через сменные штифты 5, разделены по кольцу на вкладыши для формирования поперечных ребер отливки и вкладыши для формирования продольных ребер и продольна-окружных поднутрений, причем у последних посадочные места под штифты выполнены на клинообразной поверхности 12 в виде подторцовки 13, а крышка пресс-формы по внутренней поверхности имеет усеченный конус для стягивания двух полуформ и набора сегментных вкладышей по посадочным плоскостям и диаметрам. 5 с, и. ф-лы, 2 ил.5 10 15 20 25 30 35 40 Изобретение относится к литейному производству и изготовлению пресс-форм для выплавляемых моделей.Известен способ получения сегментных в тавок двухслойной обечайки жаровой трубы методом точного литья с помощью выплавляемых моделей в виде сегментавЩ Известный способ включает получение выплавляемай модело детали и модели литникаво-питающей системы, их сборку, изготовление керамической формы, ее заливку и очистку готовой отливки, При этом, литейная форма содержит керамическую оболочку с полостями отливок и литниковопитающую систему,2,3,Известным также является способ изготовления выплавляемых моделей для слажнафасонных отливок, включающий предварительное изготовление сегментных частей модели, ее установку в пресс-форме и последующую поэтапную эапрессавку модельной массы, Для формирования поднутрений здесь используются вкладыши.41.Недостатком такого способа является значительное количество операций при поэтапном изготовлении модели и необходимость изготовления, как минимум, двух пресс-форм для изготовления сегментной части модели и для получения модели в виде кольца.Известна также пресс-форма для получения модели сегментных вставок, содержащая две полуфармы, крь,шку и набор сегментных вкладышей,5,Недостатком здесь является отсутствие возможности получения модели в виде кольца, с аребренными поднутрениями и отверстиями, Отсутствует также возможность получения модели детали вместе с моделью литника-питающей системы.Цель о настоящего изобретения является повышение производительности, расширение ассортимента отливок и повышение качества изделий. указанная цель достигается тем, что при изготовлении сегментных вставок двухслойной обечайки жаровой трубы, получают выплавляемую модель, изготавливают керамическую форму, заливают ее и очищают готовую отливку, при этом, сегменты вставок отливают эа единое целое, образуя из них кольцо, а после очистки отливки от керамики и ее термообработки производят отрезку литниковой системы и разрезают кольцо на сегменты,Литейная форма, содержащая керамическую обечайку и с полостями отливок и литникаво-питающей системы, имеет полость литника сопряженную па всему периметру с полостью отливки сегментной вставки в месте ее максимальной толщины,Литниково-питающая система к литейной форме выполнена в виде заливочного диска с отстойником-колодцем, причем заливочный диск выполнен переменной толщины с утонением к периферии, где крепятся сегменты.Кроме этого, способ получения модели, включающий сборку пресс-формы, заполнение ее модельным составом и извлечение модели из полуформы, включает также, перед сборкой пресс-формы, установку в нее штифтов для получения отверстий в модели сегментных вставок, а после эапрессовки модельного состава и разборки палуфармы их извлечение из модели и заполнение полученных отверстий в модели стержневой массой.При этом, пресс-форма для получения модели сегментных вставок двухслойной обечайки жаровой трубы, содержащая две полуформы, крышку и набор сегментных вкладышей, которые выполнены в виде разделенных по кольцу вкладышей для формирования поперечных ребер и вкладышей, для формирования продольных ребер и продольно-окружных поднутрений, соединенных посредством штифтов, при этом навкладышах для формирования продольныхребер и продольно-окружных поднутренийвыполнены клинообразные поверхности спосадочными местами под штифты в видепадторцовки-скребка, внутреннял поверхность крышки выполнена в виде усеченногоконуса для стягивания полуформ, наборасегментных вкладышей по посадочным плоскостям и диаметрам, выполненным на ней.Отливка сегментных вставок двухслойной обечайки жаровой трубы в виде кольца,как и крепление к Йим диска литниково-питающей системы дает возможность получать вставки строгой геометрическойформы без короблений, поводки и припусков под дальнейшую механическую обработку по посадочным поверхностям. Этопозволяет также упростить и сократить количество операций по изготовлению сегментных вставок после очистки отливки и еетермообработки.Создание литейной формы с литником ввиде диска сопряженным по всему периметру с отливкой сегментной вставки в месте еемаксимальной толщины, и выполнение заливочного диска переменной толщины сутонением к периферии, где крепятся сегменты, позволяет получать отливку безвнутренних дефектов, А крепление диска ксегментам в районе посадочных поверхностей будущей детали обечайки жаровой трубы позволяет получить данные поверхностис высокой точностью.Литниково-питающая система в видезаливочного диска с отстойником-колодцемпозволяет также повысить производительность при высоком качестве продукции, путем создания связки из несколькихмоделей. При этом, крепление модельнойформы ссуществляется через колодцы дисков.Кроме этого, способ получения модели,включающий также получение с помощьюштифтов отверстий в модели и их заполнение стержневой массой позволяет упростить изготовление отверстий в сегментнойвставке и выполнять их любой формы.При этом пресс-форма для получениямодели сегментных вставок двухслойнойобечайки жаагавой трубы, обеспечивает выполнение с высокой точностью модели слитниковой системой, отверстиями и оребренными поднутрениями.На фиг, 1 изображена выплавляемая модельь детали с мадел ью литн иковой системы;на фиг. 2 - пресс-Форма для изготовлениямодели фиг, 1,Выплавляемая модель сегментныхвставок двухслойной обечайки жаровой трубы с моделью ли 1 никооой системы содер 50 литниковой системы 10. После этого производят покрытие модели (ил 1 блока моделей) керамической оболочкой, выплавление модели, заливку металла в полученную керамическую форму, После получения отливки 55 и очистки ее от керамики и термоабработки,заливочный диск 8 по внутреннему диаметру вставки обрезают на токарном станке, а палучс:,;:ое кольца 1 электроэразианнымспособам проволокой диаметром 0,18 мм разре ают на сегменты,5 10 15 20 25 30354045 жит вставки 1 в виде кольца, имеюгцие про. дальные 2, 3 и поперечное 4 ребра, паднутрения 5; отверстия 6 и зацепы 7. В районе последних закреплен эаливочный диск 8 с отстойником - колодцем 9 литниковой системы 10.Пресс-форма состоит из полуформ 11, 12, набора сегментных вкладышей 13, 14, сменных штифтов 15, крышки 16 и стягивающего винта 17, В верхней полуформе имеется отверстие 18 и пазы 19, В верхних сегментных вкладышах имеются отверстия 20. В нижних сегментных вкладышах имеются пазы 21 и клинообразный выступ 22 с подторцовками. Устройство содержит также телескопические зацепы 23, центрующий штифт 24, паэ 25 и посадочные поверхности 26, 27.Способ получения сегментных вставок двухслойной обечайки жаровой трубы методом точнога литья осуществляют следующим образом: получают с помощью пресс-формы выплавляемую модель в виде целого кольца сегментных вставок 1 с выполненными коаксиальным приливом и поднутрениями 5 в продольно-окружном направлении, с развитым продольным оребрением 2, 3 отверстиями 6 зацепами 7 на поперечном ребре 4 и заливочным диском 8 с отстойником-колодцем 9. Заливочныйдиск 8 выполняет переменной толщины с утонением к периферии так, что в районесоединения его с цилиндром вставок толщина равна была ширине поперечного ребра 4 (наибольшей толщине вставки). Все размеры модели повторяют ра. еры детали с учетом поправки на литейную усадку, т. е. какого-либэ припуска для дальнейшей обработки по вставкам нет, Затем производят запрессовку отверстий вставок стержневоймассой через поднутрения 5 путем заполнения поднутрений 5 массой до выхода ее через отверстия 6. Заливку в паднутрения 5 стержневой массы осуществляют с помощью шприца, После этого, при необходимости, производят последовательное склеивание колодца 9 с остовом диска 8 нескольких моделей для одновременной их заливки. К остову диска 8 крепят модельДля получения выплавляемой модели используют пресс-Форму, которая работает следующим образом, Верхняя полуформа 11 при запрессовке модельной массы через отверстия 18 формирует одну из сторон заливочного диска переменной толщины 8, отстойник-колодец 9, часть кольца 1, одну из сторон поперечного ребра 4 и зацеп 7. Пазы 19 формируют продольные ребра 2 вставки 1. Верхние сегментные вкладыши 13 входчт в зацепление 23 с верхней полуформой 11 и стыкуются с ней по торцам и по посадочным поверхностям 26 С помощью верхних сегментных вкладышей 13 формируется зацеп 7 и одну из сторон коаксиального прилива сегментной вставки 1. Отверстия 6 сегментной вставки 1 в зависимости от требуемого диаметра и Аормы формируются сменными штифтами 15, которые входят в отверстия 20 сегментных вкладышей 13 и в подторцовки на клинообразных выступах 22 сегментных вкладышей 14. Фиксация сменных штифтов осуществляется крышкой 16 по посадочной поверхности 28. Нижние сегментные вкладыши 14 формируют наружную поверхность вставок 1, продольно-окружные поднутрения 5 и продольные ребра 4, Нижние сегментные вкладыши 14 стыкуются с нижней полуформой 12 по посадочным поверхностям 27, Кроме этого, нижние 14 и верхние 13 вкладыши состыкованные друг с другом фиксируются в окружном направлении друг относительно друга центрирующим штифтом 24 и пазом 25, Данная фиксация необходима для совпадения сменных штифтов 15, проходящих через вкладыши 13, с подторцовками на клинообразных выступах 22 вкладышей 14, Нижняя полуформа 12 прессформы формирует внутреннюю стенку сегментной вставки 1 и, аналогично, верхней полуформы 11, вторую из сторон диска 8, отстойник-колодец 9, Крышка 16 пресс-формы по внутренней поверхности имеет усеченный конус и стягивает через стяжной винт 17 две полуформы 11, 12 и набор сегментных вкладышей 13, 14 по посадочным поверхностям 26 и 27. Формула изобре;ения 1, Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, включающий получение выплавляемой модели, изготовление керамической формы, ее заливку и очистку готовой отливки, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности и расширения ассортимента отливок, сегменты вставок отливают за единое целое, образуя из них кольцо, а после очистки отливки от керамики и ее термообработки производят 5 10 15 20 25 30 35 40 45 50 55 отрезу литниковой системы и разрезают кольцо на сегменты,2. Литейная форма для изготовления сегментных вставок двухслойной обечайки жаровой трубы, содержащая керамическую оболочку и с полостями отливок и литниково-питающей системы, о т л и ч а ю щ а я с я тем, что, с целью расширения ассортимента отливок и повышения качества изделиИ, полость литника сопряжена по всему периметру с полостью отливки сегментной вставки в месте ее максимальной толщины.3, Литниково-питающая система к литейной форме для получения сегментных вставок двухслойной обечайки жаровой трубы, о т л и ч а ю щ а я с я тем, что, с целью расширения ассортимента отливо и повышения качества изделий, литник выполнен в виде заливочного диска с отстойником-колодцем, причем заливочный диск выполнен переменной толщины с утонением к периферии.4. Способ получения модели сегментных вставок двухслойной обечайки жаровой трубы, включающий сборку пресс-формы, заполнение ее модельным составом и извлечение модели из полуформы, о т л и ч а ющ и й с я тем, что, с целью повышения производительности и расширения ассортимента изделий, перед сборкой пресс-формы в нее устанавливают штифты для получения отверстий в модели сегментных вставок, а после запрессовки модельного состава и разборки полуформы их извлекают из модели и заполняют полученные отверстия стержневой массой,5. Пресс-форма для получения модели сегментных вставок двухслойной обечайки жаровой трубы, содержащая две полуформы, крышку и набор сегментных вкладышей, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности и расширения ассортимента изделий, вкладыши выполнены в виде разделенных по кольцу вкладь;шей для формирования поперечных ребер и вкладышей для формирования продол ьн ых ребер и продольно-окружных поднутрений, соединенных посредством штифтов, при этом на вкладышах для формирования продольных ребер и продольно- окружных поднутрений выполнены клинообразные поверхности с посадочными местами под штифты в виде подторцовки-скребка, внутренняя поверхность крышки выполнена в виде усеченного конуса для стягивания полуформ, а крышка имеет набор сегментных вкладышей по посадочным плоскостям и диаметрам, выполненным на ней,1774894 ставитель А. Косойхред М.Моргентал рректор Н, Кешеля Реда кто улаков Заказ 3940 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и откры 113035, Москва, Ж, Раушская наб 4/5ям при ГКНТ С зводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101
СмотретьЗаявка
4806667, 27.03.1990
А. С. Косой и В. Е. Беляев
КОСОЙ АЛЕКСАНДР СЕМЕНОВИЧ, БЕЛЯЕВ ВЯЧЕСЛАВ ЕВГЕНЬЕВИЧ
МПК / Метки
Метки: вставок, двухслойно, двухслойной, жаровой, литейная, литейной, литниковопитающая, модели, обечайки, сегментных, трубы, форма, форме
Опубликовано: 07.11.1992
Код ссылки
<a href="https://patents.su/5-1774894-sposob-izgotovleniya-segmentnykh-vstavok-dvukhslojjnojj-obechajjki-zharovojj-truby-litejjnaya-forma-dlya-ego-osushhestvleniya-litnikovopitayushhaya-sistema-k-litejjnojj-forme-sposo.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойно</a>
Модель для формовки труб большого диаметра

Номер патента: 15583
Опубликовано: 31.05.1930
Автор: Харитонов
МПК: B22C 7/00
Метки: большого, диаметра, модель, труб, формовки
...имеет возможность скользить, На верхнем конце штанги 5 имеется проушина иди другое соответствующее приспособление, служащее для зацепления модели крюком подъемного механизма при вытаскивании или по,становке модели в опоку, Концы широких плоскостей планок 2 со стороны периферии модели. имеют с обеих сторон одинаковые скосы, которыми они соприкасаются при своем радиальном движении по подобным же плоскостям секций 1 и заставляют последние раздвигаться. В целях прочности, секции 1 с внутренней своей поверхности снабжены ребрами Д,Когда штанга 5 находится в своемкрайнем верхнем положении, ограниченном укрепляемой снизу штанги гайкой 12, сережки 3 составляют с горизонталью некоторый " угол, а планки 2 занимают свое ближайшее к штанге 5 место...
Прибор для продувки жаровых труб паровоза

Номер патента: 24067
Опубликовано: 30.11.1931
Автор: Кащенко
МПК: F22B 37/06, F23J 3/02, F28G 1/16
Метки: жаровых, паровоза, прибор, продувки, труб
...топочные дверцы и тройник 11 на трубодержателе 1 посредством шланга соединяют или с пароргзборндй колонкой или с пожарням отростком инжектора, или с резервуаром сжатого воздуха тормоза Вестингауза; пропуская пар или сжатый воздух через прибор, одновременно продувают сразу двенадцать жаровых труб, после че го переставляют прибор на следующие трубы и т. д.Видоизменение прибора, изображенное на фиг, 3, 4, отличается тем,.что трубодержатель 1 снабжен центральной полой головкой 2 с разветвляющимися от нее продувательными трубками 3 имеющими на концах сопловые наконечники, которые закреплены на общей раме б. На две центральные трубки 3 навинчены направляющие аппараты 5, состоящие из короткого патрубка 4 с четырьмя, лапками, приклепанными к...
Динамометр для испытания моделей в аэродинамической трубе

Номер патента: 73320
Опубликовано: 01.01.1948
Автор: Лисичкин
МПК: G01M 9/06
Метки: аэродинамической, динамометр, испытания, моделей, трубе
...по АА на фиг. 1.Модель 1 самолета, испытываемая в трубе, своей державкой 2 вхо.горизонтально расположенный шток 3 и закрепляется в нем коким винтом 4. На шток 3 надета пружина 5, которая одним конрепится к штоку, а другим - к корпусу 6 динамометра. С целью ременного определения лобового сопротивления и подъемной силы и, модель присоединена к штоку 3 с эксцентриситетом а так, астяжение пружины б будет пропорционально лобовому сопротивмодели, а угол закрутки пружины пропорционален подъемнойЧтобы предупредить линейное перемещение штока 3 при закруии пружины б, последняя выполнена из трубы в виде двух пружин го захода. Средняя часть трубы выполнена сплошной и по ее кра еланы два ряда вырезов, в которых монтируются шарики 7. Таким ом,...
Пневматический протяжной станок с вращающимися моделями для формовки труб

Номер патента: 80039
Опубликовано: 01.01.1949
Автор: Дынин
МПК: B22C 13/10, B22C 17/06
Метки: вращающимися, моделями, пневматический, протяжной, станок, труб, формовки
...формовки труб имеют тот недостаток, что при снятии опок происходит в отдельных местах обрыв земли формы.В описываемом станке этот недостаток устранен тем, что перед снятием опоки модель вращается и тем самым исключает"я прилипание земли к модели и последующий обрыв ее при снятии опоки.На чертеже показан общий вид станка. Станок состоит из основания 1 и боковых стоек 2. В верхней части помещена протяжная плита 3. На плите 1 установлены поршни 4 вместе с цилиндрами 5, образующие подъемный механизм. В протяжной плите 3 выполнено окн, предназначенное для прохода моделей б. Модели б на цапфах 7 помщены в подшипники о. На концы цапф моделей по"ажены шестерни 9, ведомые шестерней 10.Подъемный механизм сжатым воздухом поднимает модели б вверх в...
Пресс-форма для восковой модели цифрового колеса

Номер патента: 109573
Опубликовано: 01.01.1957
Автор: Лиманов
Метки: восковой, колеса, модели, пресс-форма, цифрового
...шприцуется в верхнее отверстие 6 пресс-формы, которая находится в исходном положении, т. е., когда кулачки введены в пресс-форму. Через минуту после остывания модели в пресс-форме отвертывается винт и поднимается крышка 7, затем поворачивается рукоятка. При этом все десять кулачков выводятся из рельефа цифр отлитой восковой модели. Одновременно модель поднимается двумя толкателями 8 кверху и вынимается из прессформы, Затем форма зачищается и процесс изготовления моделей цифровых колес повторяется.109573 Изготовленные модели припаиваются к стержню, образуя блок, а затем из пистолета покрываются составом этилселиката для образования огнеупорной пленки.Остальные процессы технологии прецизионного литья известны. По получении отлитых из...
Предыдущий патент: Способ регенерации порошков огнеупорных окислов из отработанных керамических форм
Следующий патент: Способ закупоривания слитков кипящей стали
Случайный патент: Устройство для исследования воздействия дождя на почву