Способ легирования, модифицирования и раскисления металлов и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
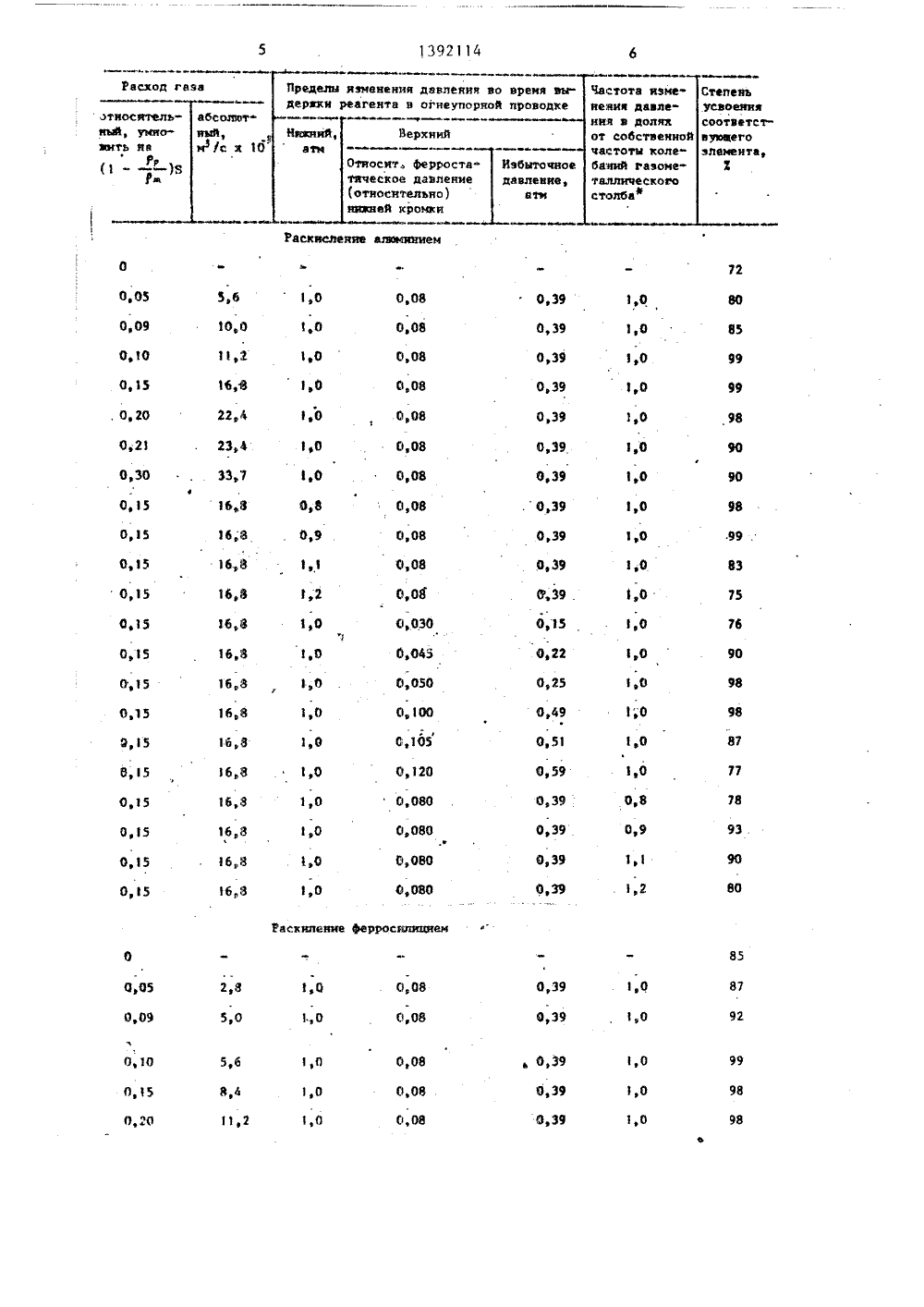
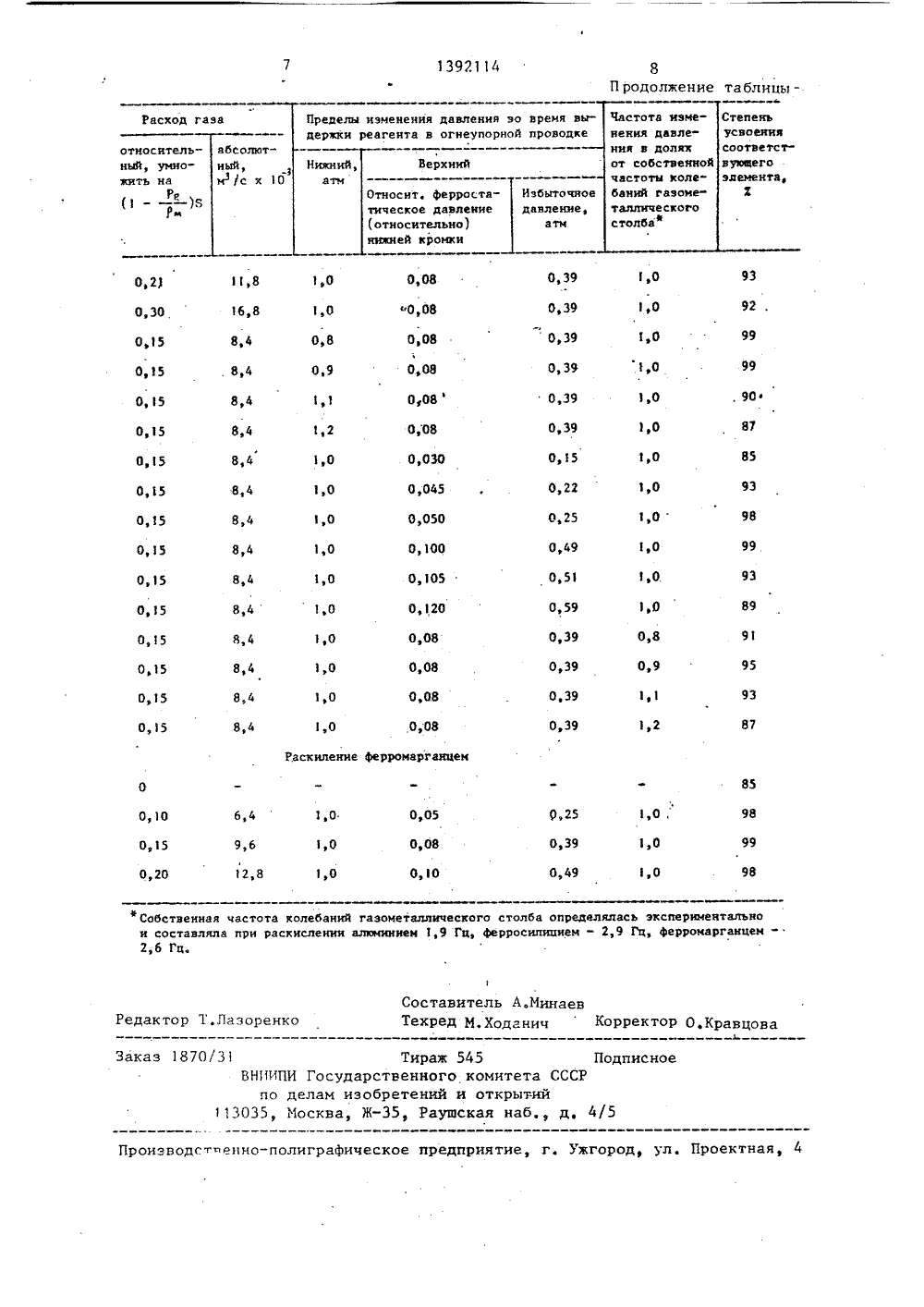
Изобретение относигся к металлур"ии, в частности к внепечной обработе металлов и можзт быте использо1 ано при легировании, раскислении иМоднФицировании жидких металлов исплавов.Цель изобретения - повьппение эФфективности и снижение себестоимостис 1 бработки, 10Перемешинание металла инертнымазом осуществляют пос.,редством еговдувания под уровень металла, ограиченного огнеупорной проводкой. Притом обеспечивается интенсивное переь 1 ешивание металла с вводимыми реагенг 1 ами, что повьппает интенсивность нхастворения и увеличивает степень ихсвоения. Кроме того, при вытеснении:газометаллической смеси из огнеупорой проводки металл перемешиваетсякак вьггесняемой струей так и вдучаемым газом.Расход инертного газа, вдуваемогоод уровень металла, ограниченного 25с 1 гнеупорной проводкой составляет(0,1-0,2)(1 - в в )Б, м /с, и являетРг ифся целесообразным, так как обеспечивается снижение плотности газометал- ЗОЛической смеси менее плотности вводиь 1 ых реагентов и тем самым гарантирутся их погружение в металл. Погружеие вводимых реагентов непосредствено в расплав позволяет повысить ин 71 енсивность их перемепмвания и растВорения. Уменьшение расхода инертно.1 рго газа менее 0,1(1 -)Я нецелемсообразно, так как вводимые реагенть, щ 0будут находиться практически на поверхности металла, что снизит скорость и степень их усвоения. Крометого, возрастают затраты на обработку, связанные со стоимостью инертного газа и дополнительным износом футеровки.Периодическое изменение давленияво внутренней полости огнеупорнойфмосфс рнс 1до 0 ф 05О,10 величины Ферростатического науровне нижнего края огнеупорной проводки рационально, так как обеспечивает дополнительное перемешиваниереагента и металла в объеме, ограниченном огнеупорной провоцкой. В процессе периодического изменения давления газа во внутренней полосгиогнеупорной проводки происходит колебание величины плотности газометаллической смеси, а следовательно,происходит периодическое погружениеили всплывание в расплаве кусковввоцимых реагентов, что обеспечиваетповьппение степени усвоения реагентов. Кроме того, периодическое изменение плотности газометаллическойсмеси интенсиФицирует перемешнваниерасплава в ковше за счет возникновения колебаний внутри газометалличес"кого потока.Увеличение верхнего предела изменения давления в огнеупорной проводке свыше О,1 О величины ферростатического на уровне нижнего краянецелесообразно, так как при этомнеобоснованно повьппается количествогаза, вытесняемого в объем металла ьковше, что снижает результаты обработки за счет вторичного окислениярасплава. Уменьшение верхнего преде-ла изменения давления в огнеупорнойпроводке ниже 0,5 величины Ферростатического на уровне ее нижнего краянецелесообразно так как этого изменения давления недостаточно для создания заметных колебаний газометаллической смеси и самих реагентов, чтоснижает скорость и степень их усвоения,Увеличение нижнего предела изменения давления в огнеупорной проводкевьппе атмосФерного экономически нецелесообразно, так как не способствуетулучшению .показателей обработки, атребует дополнительных энергетическихзатрат, Уменьшение нижнего пределаизменения давления в огнеупорной проводке менее атмосФерного требуетдополнительно обеспечить отсос газа,что значительно удорожает процесс обработки.Частота изменения давления вовнутренней полости огнеупорной проводки, равная частоте собственных колебаний газометаллического столба,наиболее целесообразна, так как ооеспечивает резонансный режим колебаний газометаллического столба, Приэтом обеспечивается необходимая интенсивность массообмена как междуметаллом и реагентом, так и междуметаллом, ограниченным огнеупорнойпроводкой, и металлом ковша. Отклонение частоты изменения давления от величины собственной частоты колебанийЛ 13921разно так кяк снижает интенсивностьперемешивяния расплава и реагентови, следовательно, степень их усвоения,ВПредложенный способ легировяния,модифицировяния и ряскисления металлов и сплавов апробирован в условияхмартьяновского пехя,П р и м е р, В основной мартеновской печи вместимостью 170 т выплавляли кОнструкционную сталь ЗОХ. Процесс раскисления и легирования осуществляли следующим образом: предварительное раскисление в печи ферросилицием ФС 25 в количестве 4,0 кг/т,загрузка феррохрома ФХ 800 (14,8 кг/т)в ковш перед выпуском стали из печи,а затем раскисление и легированиепоследовательно алюминием (0,4 кг/т), 20ферросилицием ФС 45 (7,0 кг/т) иферромарганцем ФМп 10 (5,1 кг/т),подачу которых производили непосредственно во внутреннюю полостьогнеупорной проводки порциями по 25150-250 кг, В качестве рабочего газаиспольэовали аргон. Периодичностьвытеснения гаэометаллической смесииэ внутренней полости огнеупорнойпроводки составила 30-35 с, а длитель ность всего периода внепечной обработки - 18-20 мин, Глубина погружения и диаметр внутренней полостиогнеупорной проводки соответственно0,7 м и 0,5 м,35Разливку стали производили в слитки массой 7,0 т, Глитки прокатывалина заготовку 180 х 85 мм,Результаты химического анализапроб стали,. отобранных из струи по 40ходу разливки, свидетельствуют о высакой химической однородности стали,Результаты испытаний представлены в таблице и подтверждают повышение степени усвоения вводимых реагентов и расширение сортамента за счетиспользования более дешевых реаген.тов .Оценка эффективности способа осуществлена в сравнении с технологичес ким процессом ряскисления и легирования сталей с применением специальных легкоплавких ферросплавов. По известной технологии ряскисление и легировяние стали осуществляют в ковше специальным легкоплавким сплявом ФХМпС 500 следующего состава, 7.: Сг 40,5; Мп 30,0; Бз. 10,8; Г 5,2; Р 0,150; Ре остальное. Применение сплава ФХМпС 500 в ковше по сргвне - нию со стандартными ферросплявями позволяет снизить угар хрома, марганца и кремния до 3, 8 и 107, соответственно, Угар алюминия, добявляемого в ковш при ряскислении, составляет 407,Формула изобретенияСпособ легирования, модифицировяния и раскисления металлов и сплавов, включающий ввод реагента порциями на поверхность металла, ограниченную огнеупорной проводкой, периодическое вытеснение металла из огне - упорной проводки после растворения части вводимого реагента и перемешивание металла инертным газом, о т л и ч а ю щ и й с я тем, что, с целью повышения эффективности и снижения себестоимости обработки,. инертный газ вдувают под уровень металла, ограниченный огнеупорной проводкой, с расходом, определяемым соотношением(0,1-0,2)(1 --- ) Б, м/с,ГеРмгде у - Р - соответственно плотность вводимого реагента и жидкого металла;Я - площадь сечения внутреннейполости огнеупорной проводки, и;причем в период выдержки реягента до его вытеснения из огнеупорной проводки давление во внутренней ее полости периодически изменяют от атмосферного до 0,05-0,10 величины ферростатического давления на уровне нижнего края огнеупорной проводки с частотой, равной частоте собственных колебаний газометаллического столба.1392114 Расход газа стота т х вбито чноавленяе Раскисление 0,3 0,08 0,09 1,О 0,39 вО,О 0,39 0 1,2 33,7Ф16,8 вменения давления во время агента в огнеупорной лрово Относит. Ферросттнческое давлениотносительно)нивней кромки аскиление Ферросилици ения даия в дот собств стоты аий га алличес олбаф ветстегоемента,1392114 8П родолжение таблицы -Расход газа ределы изменения давления эо время в ерхки реагента в огнеупорной проводк о тносит, феррастаческое давлениетносительно) нниней кромки ени 0,08 1,0 9,49 бственная частота колебаний газометалличессоставляла при раскислении алюминием 1,9 Гб Гц. о столбферросил предвлялась экспериментальнонем " 2,9 Гц, ферромарганцемА.Минаанич оставител ехред М.Х Редак.Лазорен Корректор О.Кравцов аказ 1870 31 сное Подитета СССРкрьгг-ийнаб., д, 4/5 13 ское предприятие, г. Ужгород, ул, Проектная, 4 Производ нно-полиг относитель ный, умножить иаРе (1- - )Р Тираж 54НИИПИ Государственного кпо делам изобретений и35, Москва, Ж-Э 5, Рауюск 0,30,3
СмотретьЗаявка
4072264, 22.04.1986
ДОНЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЕФИМЕНКО СЕРГЕЙ ПЕТРОВИЧ, ПИЛЮШЕНКО ВИТАЛИЙ ЛАВРЕНТЬЕВИЧ, СМИРНОВ АЛЕКСЕЙ НИКОЛАЕВИЧ, ЛИФЕНКО НИКОЛАЙ ТРОФИМОВИЧ, РЕДЬКО АЛЕКСАНДР ЛЕОНИДОВИЧ
МПК / Метки
Метки: легирования, металлов, модифицирования, раскисления, сплавов
Опубликовано: 30.04.1988
Код ссылки
<a href="https://patents.su/5-1392114-sposob-legirovaniya-modificirovaniya-i-raskisleniya-metallov-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ легирования, модифицирования и раскисления металлов и сплавов</a>
Устройство для измерения расхода газа при значительных колебаниях величины расхода

Номер патента: 127441
Опубликовано: 01.01.1960
Авторы: Коляда, Русиновский
МПК: G01F 15/07
Метки: величины, газа, значительных, колебаниях, расхода
...постоянного тока состоит из корпуса 1 и подвижного колокола 2 с закрепленными на нем грузами 3 и127441направляющими роликами 4. Полости с разными давлениями Р, и Р; отделены одна от другой гидравлическим затвором 5.На колокол 2 действует направленная вверх сила ХР=Р - Р 2, умноженная на площадь колокола Р. Эта сила уравновешивается силой, развиваемой весом колокола 2, роликов,3 и грузов 4 с их основаниями и стрелкой 7 указания уровня опускания колокола.При изменении расхода газа равновесие сил нарушается и колокол, поднимаясь (или опускаясь), передвигает шток б, который, в свою очередь, перемещает указывающую стрелку 7 и лекало 8 интегратора. Трубопроводы А и Б соединяют объемный счетчик 9 с полостями расходомера до и после...
Способ измерения скорости изменения давления хемосорбционно активного газа

Номер патента: 696321
Опубликовано: 05.11.1979
Авторы: Глазунов, Парфианович, Царегородцев
МПК: G01L 11/00
Метки: активного, газа, давления, изменения, скорости, хемосорбционно
...при взаимодействии хемосорбционно-активногогаза с поверхностью неорганическихлюминофоров . Кинетика такой хемилюминесценции.определяется скоростьюхемосорбции. При прочих равных условиях хемосорбцня протекает тембыстрее, чем больше скорость возрастания давления газа. Поэтому по временным параметрам кинетики хемилюми-ааС=А у Составитель О, СафоновРедактор О, филиппова Техред И.Бабурка Корректор М,Пожо Заказ 6752/42 Тираж 1073. ПодписноеЦИИИПИ Государственного комитета СССРпо делам изобретений и открытийПЗОЗ 5, Москва, Ж-З 5, Раушская наб., д. 4/5, филиал ППП Патент 11, г. Ужгород, ул. Проектная, 4 несценции судят о скорости изменения давления газа,Хемосорбция (в частности, хемосорбция кислорода на неорганических оксидных соединениях)...
Способ холодной обработки металлов давлением

Номер патента: 919800
Опубликовано: 15.04.1982
Авторы: Мартынов, Репин, Тютиков, Фадеев
МПК: B21J 5/00
Метки: давлением, металлов, холодной
...наносит. слой поверхностно-активной смазки, состоящей из 0,2% олеиновой кислоты и. 99,8% вазелинового масла. Натяг дорнования изменяется в зависимости от размера отверстия в заготовке в пределах 0,20 - 0,31 мм. Дорнование осуществляется на гидравлическом прессе П, оснащенном устройством для регулирования скорости дор нования. Максимальное технологическое усилие,. Р при дорновании 920 кг, минимальное технологическое усилие 620 кг. Номинальнаявеличина упругого восстановления 45 мкм. Расчетным путем опре 3 91980 изделий пластическим деформированием в холодном состоянии после прекращения действия инструмента на заготовку и снятия технологического усилия происходит частичное упругое восстановление размеров заготовки. Например, диаметр...
Способ моделирования технологического процесса обработки металла давлением

Номер патента: 331251
Опубликовано: 01.01.1972
Авторы: Андреев, Лисицын, Миронов, Остренко
МПК: G01B 11/16
Метки: давлением, металла, моделирования, процесса, технологического
...О редмет изобретен дели инструмента, на тчески чувствительного Изобретение относится к испытательной технике, а именно к способам моделирования технологического процесса обработки металла давлением,Известны способы моделирования технологического процесса обработки металла давлением, заключающиеся в том, что модели инструмента, например валки, из оптически чувствительного материала нагружают внешним усилием и наблюдают картину изменения напряженного состояния,Однако условия моделирования процесса обработки металла давлением по известному способу далеки от реальных, так как при этом не модулируются касательные составляющие контактных напряжений.По .предлагаемому способу в зоне контакта инструмента и металла помещают упругую ленту и...
Установка для обработки металлов давлением

Номер патента: 564174
Опубликовано: 05.07.1977
Авторы: Графов, Красновский, Кунис, Моисеев, Муркин
МПК: B30B 13/00
...верхним замкнутым торцом .штока установлена теплоизоляционная прокладка 11 с глухими, например кольцевыми, пазами с обоих ее торцов, Такая же прокладка 12 установлена со сторрны нижнего торца штока.Силовой элемент помещен внутрь нагревательной печи 13, выполненной, например, в виде шахтной печи сопротивления сосъемной крышкой 14,Возможно выполнение нагревательнойпечи, выдепяюшей тепло за счет сжиганиягазообразного, жидкого, твердого топлива,индукционного нагревателя со спиральной 35навивкой, а также применение тепловыделяюших элементов, выделяюших тепло приизлучении (силитовые стержни, кварцевыеизлучающий лампы),Установка работает следующим образом. 40При закрытой крышке 14 печи нагреваютвсе ее элементы до температуры, соответствующей...
Предыдущий патент: Установка для модифицирования чугуна
Следующий патент: Способ упрочнения зубчатых колес и шестерен
Случайный патент: Устройство для изл. енения давления в деколпрессионкой камере