Система управления процессом получения листового полимерного материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
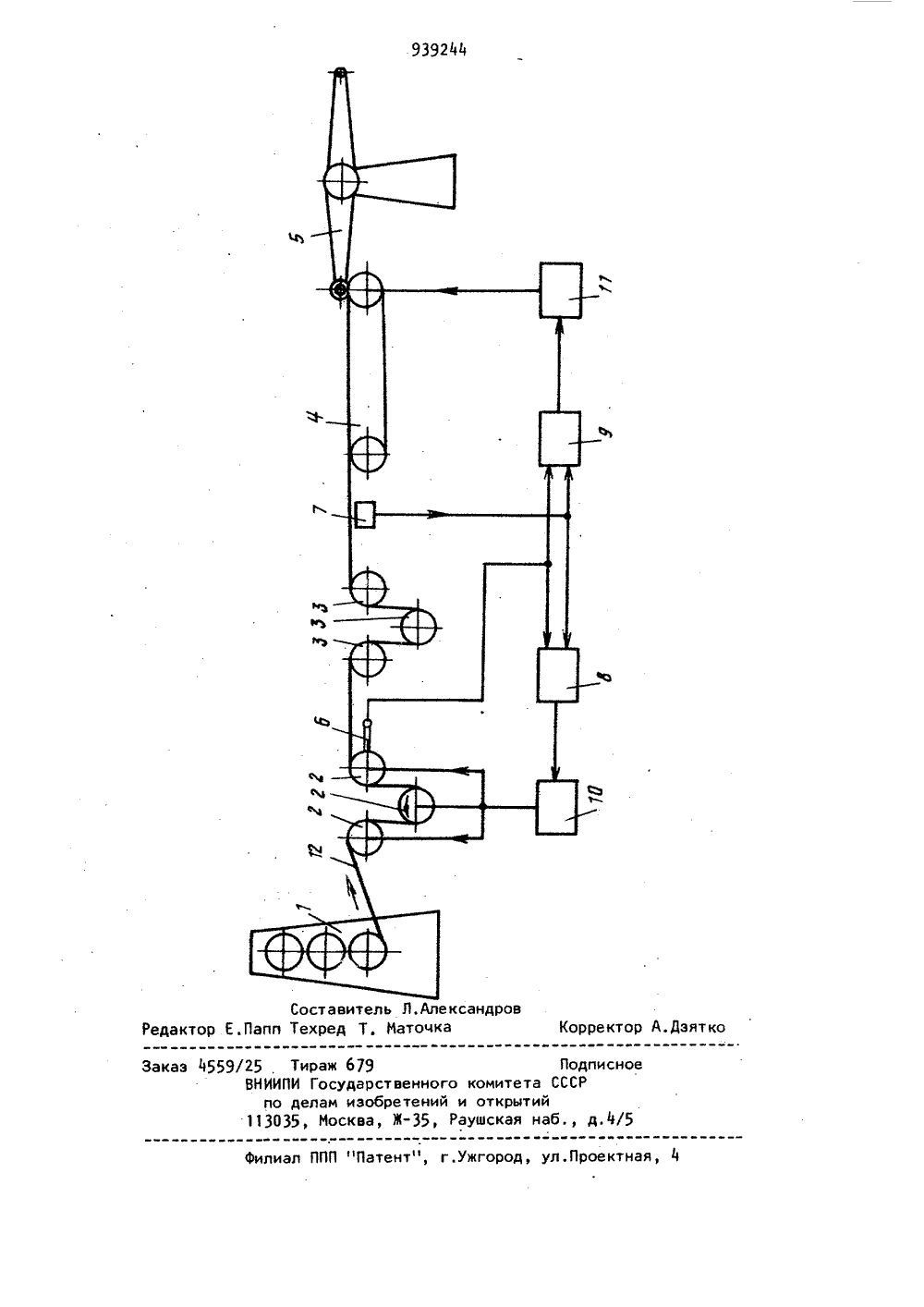
72) Авторы изобретеии и,Н, Г. Бекина А. Ло И нчаров,ов,1) Заявител й и Ярославскии политехнич итут(5 М) СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ЛИСТОВОГО ПОЛИМЕРНОГО МАТЕРИАЛАти- мо стве ро- ерногулиод пе- ери го с лис Известная система обладает ограни ценными воэможностями в отношении по вышения точности стабилизации размеров листового материала из-эа наличия напряжений, имеющихся в переработанном материале.Наиболее близкой из известных сис тем по технической сущности и базовым объектом является система управления процессом получения листового полимерного материала, содержащее датчик температуры и датчик напряжеНедостаключаетсяотбороцногоустройстваизменения ок известн, следующемузла технпозволяеткорости дв истемы эа онструкци огическо омощью блок жения тра Изо зации жет бы листов Изв цессом го. мат р,овани которо ратуры ала 1ретение относится к автоехнологических процессовь использовано в проиэводх полимерных материалов.стна система управленияполучения листового полириала, содержащая блок рмощности нагревателя, вхоединен с датчиком тетового полимерного ма ния листового материала, выходы которых соединены с входом блока регулирования мощности нагревателя, при этом выход блока регулирования мощности нагревателя соединен с входом нагревателя, приводной двигатель 2.Температура тепловой обработки листового полимерного материала ограничивается некоторыми предельными значениями (например, для резиновых о олистов это 80-90 С)превышение которых вызывает вытяжку и обрывы листов. При достижении предельной температуры преобразователь нагревательного узла отключает нагревательные элементы даже в том случае, если с датчика напряжений поступает сигнал о наличии напряжений в листе.93924портера устанавливать определенноепостоянное для данного материала ирежима переработки соотношение скоростей движения рабочих органов формующего узла, например, валков каландра и отборочного транспортера,но не обеспечивает своевременного понижения скорости движения отборочноготранспортера и регулирования скоростидвижения транспортера в зависимости 10от величины остаточных напряжений втом случае, когда температура нагревательных барабанов достигает предельного значения и нагреватели отключаются, а напряжения в листовом поли- дмерном материале сняты не полностью,По этой причине известная системане обеспечивает полного снятия остаточных напряжений в процессе усадкилистового полимерного материала и в 20то же время не допускается образования "свободной петли" перед отборочным транспортером,Цель изобретения - повышение точности стабилизации размеров листового 25материала.Указанная цель достигается тем,что система управления процессом получения листового полимерного материала; содержащая датчик температуры З 0и датчик напряжения листового материала, выходы которых соединены с входом блока регулирования мощности нагревателя, при этом выход блока регулирования мощности нагревателя соединен с входом нагревателя, приводнойдвигатель, снабжена блоком регулирования частоты вращения вала приводюного двигателя, причем входы блокарегулирования частоты вращения валапииводного двигателя соединены с выходами датчика напряжения и датчикатемпературы листового материала, аего выход с входом приводного двигателя, 45На чертеже изображена блок-схемапредлагаемой системы управления процессом получения листового полимерного материала.Система управления процессом полу чения листового полимерного материала содержит формующий узел, например, каландр 1, обогреваемые барабаны 2, холодильные барабаны 3, транспортерзакаточный узел 5. Выходы датчика 6 температуры, установленного на одном из обогреваемых барабанов 2, и датчика 7 напряжений, установленно 4го на раме транспортера 4 соединеныс блоком 8 регулирования мощностинагревателя и блоком 9 регулированиячастоты вращения вала приводного двигателя, Выход блока 8 регулированиямощности нагревателя соединен с нагревателем 10, а выход блока 9 регулирования частоты вращения вала приводного двигателя 11 соединен с приводным двигателем 11, который кинематически связан с обогреваемыми барабанами 2, холодильными барабанами3 и транспортером 4 для обеспеченияотбора листового полимерного материала 12 от каландра 1 и к закаточномуузлу 5Система управления процессом получения листового полимерного материалаработает следующим образом,Листовой полимерный материал 12после выхода из каландра 1 поступаетна обогреваемые барабаны 2, затем нахолодильные барабаны 3 и по транспортеру 4 поступает на закаточный узел5. Датчик 7 напряжений непрерывно падает сигнал, величина которого пропорциональна величине напряжений влистовом полимерном материале 12, нвблок 8 регулирования мощности нагревателя и на блок 9 регулирования частоты вращения вала приводного двигателя, При повышении напряжений в листовом полимерном материале 12 блок 8регулирования мощности нагревателяпропорционально сигналу с датчика 7напряжений подает команду на увеличение мощности нагревателя 1 О, в результате температура обогреваемых барабанов 2 повышается,Таким образом, если напряжение,измеряемое датчиком 7 напряжений увеличивается, то через блок 8 регулирования мощности нагревателя пропорционально увеличивается мощность нагревателя 10 и температура обогреваемыхбарабанов 2, и если напряжение, измеряемое датчиком 7 напряжений уменьшается, пропорционально уменьшаетсяи температура обогреваемых барабанов 2.Датчик 6 температуры непрерывноизмеряет температуру одного из обогреваемых барабанов 2 и подает сигнал наблок 8 регулирования мощности нагревателя и блок 9 регулирования частотывращения вала приводного двигателя.Вэтом случае, когда температура обогреваемых барабанов 2 достигает предельного, заранее заданного значения, по сигналу датчика 6 температуры блок 8 регулирования мощности нагревателя подает команду об отключении нагревателей 10, а блок 9 регулированиячастоты вращения вала приводного двигателя одновременно, пропорционально сигналу с датчика 7 напряжений, подает команду об изменении частоты вращения на приводной двигатель 11,о вследствие которой транспортер 4, обогреваемые барабаны 2 и холодильные барабаны 3 начинают двигаться со скоростью, меньшей скорости вращения валков каландра 1. В дальнейшем блок 9 регулирования частоты вращения вала приводного двигателя обеспечивает изменение частоты вращения вала приводного двигателя 11, пропорциональное .величине напряжений в листовом 20 полимерном материале 12, регистрируемых датчиком 7 напряжений.Блок 9 регулирования частоты вращения вала приводного двигателя подает команду на приведение частоты вра щения вала приводного двигателя 11 к нормальной, т.е. соответствующей скорости каландрования, в двух случаях: когда напряжения в листовом полимерном материале 12 полностью сняты (об 36 этом сигнализирует датчик 7 напряжений) 1 или когда температура обогреваемых барабанов 2 опускается ниже предельного значения (об этом сигнализирует датчик 6 температуры)В последнем случае оставшиеся напряжения снимаются с помощью тепловой обработки на обогреваемых барабанах 2.В результате экспериментальных испытаний, проведенных на каландровом юф 44 4а гре гате, оснащенном описываемой си стемой управления процессом получения листового полимерного материала, установлено, что использование изобретения может обеспечить повышение размерного качества листового полимерного материала за счет уменьшения усадки листового полимерного материала и увеличения стабильности его калибра.формула изобретенияСистема управления процессом получения листового полимерного материала,содержащая датчик температуры и датчик напряжения листового материала,выходы которых соединены с входомблока регулирования мощности нагревателя, при этом выход блока регулирования мощности нагревателя соединенс входом нагревателя, приводной двигатель, о т л и ч а ю щ а я с ятем, что, с целью повышения точностистабилизации размеров листового материала, она снабжена блоком регулирования частоты вращения вала прИводного двигателя, причем входы блокарегулирования частоты вращения валаприводного двигателя соединены с выходами датчика напряжения и датчикатемпературы листового материала, аего выход с входом приводного двигателя,Источники информации,принятые во внимание при экспертизеПатент фРГ й 12398 И,кл. 39 а, 37/34, опублик. 1967,2. Авторское свидетельство СССРИ 570493, кл. В 29 О 7/24, 1975 (прототип).
СмотретьЗаявка
2913825, 22.04.1980
ЯРОСЛАВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
МОДНОВ СЕРГЕЙ ИВАНОВИЧ, ГОНЧАРОВ ГРИГОРИЙ МИХАЙЛОВИЧ, ЛОМОВ АЛЕКСАНДР АНАТОЛЬЕВИЧ, БЕКИН НИКОЛАЙ ГЕННАДЬЕВИЧ
МПК / Метки
МПК: B29D 7/00
Метки: листового, полимерного, процессом
Опубликовано: 30.06.1982
Код ссылки
<a href="https://patents.su/4-939244-sistema-upravleniya-processom-polucheniya-listovogo-polimernogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Система управления процессом получения листового полимерного материала</a>
Способ автоматического регулирования мощности приводного двигателя генератора

Номер патента: 587590
Опубликовано: 05.01.1978
Автор: Коваленко
МПК: H02P 9/04
Метки: генератора, двигателя, мощности, приводного
...скорости вращения генератора и, следовательно, к повышениюустойчивости параллельной работы генератора энергосистемы,Недостатком этого способа регулиро- Ювания мощности приводного двигателягенератора является то, что отключение управляющего сигнала в случае вос.становления мощности генератора послеликвидации аварийной ситуации в энергосистеме может привести к нарушениюустойчивости на втором и последующемцикле качаний из-эа слишком быстрогонабора мощности приводным двигателем,либо из-за чрезмерного ослабления про-пускной способности линии электропередачи в послеаварийном режиме.Известен способ автоматического регулирования мощности приводного двигателя генератора, осуществляемый путем ограничения мощности приводного двигателя в...
Устройство для измерения релаксации напряжений в полимерных материалах

Номер патента: 998918
Опубликовано: 23.02.1983
Авторы: Джунисбеков, Дранникова, Кестельман, Негматов, Омиров, Ширтиев
МПК: G01N 3/56
Метки: материалах, напряжений, полимерных, релаксации
...трения, а держатель образца выполнен в виде. диска установленного с возможностью вращения.На чертеже изображено устройство для измерения релаксации напряжений в полимерных материалах, общий вид.Устройство содержит раму 1, держатель 2 образца 3; узел 4 нагружения, узел 5 измерения нагрузки. Устройство также снабжено узлом 6 измерения деформации образца 3, измерителем 7 силы трения. Держатель 2 выполнен в ви-. де диска с возможностью вращения. Узел 4 нагружения включает шток 8 и контргайку 9, узел 6 измерения деформации содержит, например, индикатор 10 часового типа. Измеритель 7 силы трения снабжен тензодатчиками (не показаны).Устройство работает следукщнм образом.На диск 2 устанавливается образец 3 и подпирается измерителем 7 силы...
Устройство для регулирования изменения угла опережения впрыска в зависимости от скорости вращения двух соосно расположенных валов двигателя внутреннего сгорания

Номер патента: 1034614
Опубликовано: 07.08.1983
Автор: Хериберт
МПК: F02D 1/16
Метки: валов, внутреннего, впрыска, вращения, двигателя, двух, зависимости, изменения, опережения, расположенных, сгорания, скорости, соосно, угла
...соединен с однимиз направлякщих элементов ведущейшестерни, а второй - с одним из направлякщих элементов ведомой шестерни,причем направляющие элементы жесткосвязаны со своими шестернями.Центробежные грузики выполнены ввиде по меньшей мере двух основныхдисков и центрального пальца, причемпо меньшей мере один иэ основныхдисков установлен на центральном пальце с возможностью свободного вращения.Центробежные грузики снабжены дис.тайционным кольцом, расположеннымна центральном пальце, и тремя дисками, два крайних из которых жесткозакреплены на центральном пальце ирасположены на нем по обе стороны отдистанционного кольца, на которомустановлен средний диск с возможностью свободного вращения.Средний диск установлен на дистан.ционном кольце при...
Устройство для определения внутренних напряжений в полимерных образцах

Номер патента: 1167455
Опубликовано: 15.07.1985
МПК: G01L 1/26
Метки: внутренних, напряжений, образцах, полимерных
...точности измерения путем учета температурных изменений размера полимерно го образца.Указанная цель достигается тем, что в устройство для определения внутренних напряжений в полимерных образцах, содержащее два захвата, 55 один из которых соединен с регистрирующим прибором, введены компенсатор, выполненный из материала образ ца, первая и вторая термокамеры с независимыми источниками питанияЬ нагревателей, двуплечий рычаг, с одним из плеч которого соединен второй захват, причем компенсатор сое.", динен с другим плечом рычага, при этом образец и компенсатор размещены в первой и второй термокамерах, а отношение плеч рычага равно отношению длины образца к длине компенсатора.На чертеже изображено устройство.Устройство состоит из двух...
Устройство для измерения внутренних напряжений в полимерных материалах

Номер патента: 569840
Опубликовано: 25.08.1977
Автор: Красовский
МПК: G01B 5/30
Метки: внутренних, материалах, напряжений, полимерных
...установле иымнс г 5 ластигой, а слой пластины, обраи нныйк эдектсомогннту выпо цен из мягнитчогомлтериадд.На чертеже изобчажегго предлагаемоеустгойст во.О сол ржит термокамеру 1, осног 55 2,о",ч-.чи; п и где вогнутой бимета ди гееной ндц ги. ч, д". Ир: ой сзюем 3 догигоавтогог , аддд ( григо 5 г иди а 5 гтиддгеэива),зажимы 4, обеспечивающие постоянство569840 Составитель А. ПергаментТехред 3, Фанта Корректор К, Ковалева Редактор Т. Швговв Заказ 3277/30 Тирвж 907 ПодписноеЦНИИПИ Государственного комитета Совета Министров СССРпо делам изобретений и открытий113035 Москва, Ж, Рвушская наб, д. 4/5 Филиал ППП "Патент, г. Ужгород, ул. Проектная, 4 геометрических рвзмескв исследуемогообразца и жестксвязанные с датчиком 5усилий, П; л...
Предыдущий патент: Способ переработки отходов пластмасс
Следующий патент: Устройство для нанесения покрытия на поверхность экструдируемого рукава
Случайный патент: Радиальный вентилятор