Адаптивная система управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
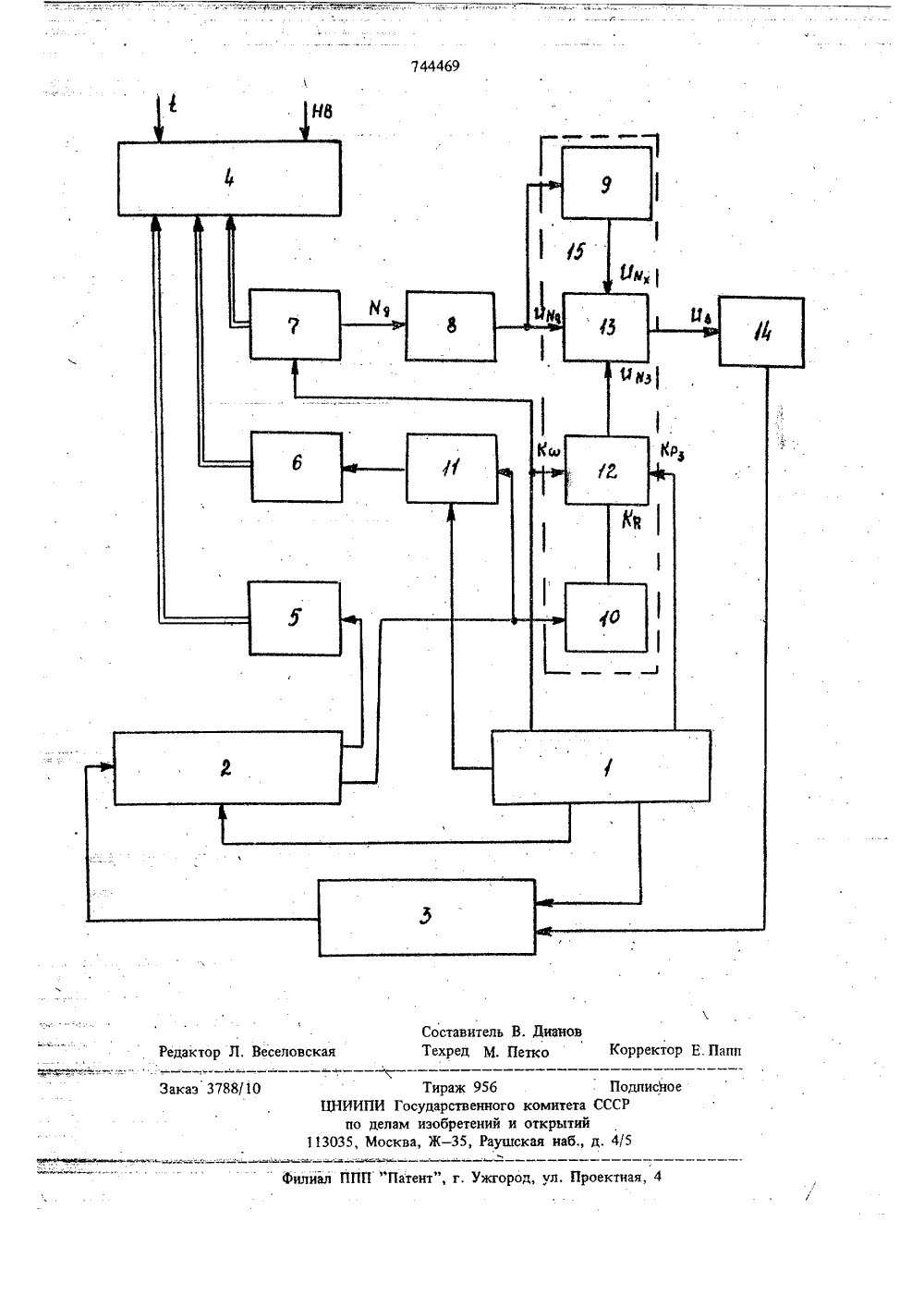
5,. Фг.д -- ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик 111 744469лам изаоретениии открытий Опубликовано 30.06.80,етеиь 2 а опубликований описания 30.06.80 Берман, С. Л. Матуха и В 72) Авторы изобретения теин Заявител Пермский оростроительный завод им, Я. М. в АВЛЕНИЯ СТАНК(54) АДАПТИВНАЯ СИСТЕМ ость М 0, которая свисимостью. носится к автоматическому Изобретениравлению и тнои заможет быть использовано дляцессом токарной обработки натальных станках с числовымправлением (ЧПУ),Ргца управления пр многоинструм программным где М - активная мощность, потребляемая двигаУ телем шпинделя в режиме холостого хода;цш - скорость вращения шпинделя;Известны системы адаптивного управления и - радиус обработки, т,е. расстояниепроцессом токарной обработки, стабилизирую- от вершины режущей кромки резцащие величину усилия, возникающего на режудо оси вращения заготовки.щей кромке резца в которых датчик, непо.,Величина Р формирующаяся на выходегсредственно измеряющий силу резания, установ- вычислительного блока, реализующего завилен в резцовой стойке как можно ближе к симость (1), поступает на вход сравниваюшерезцу Ю и (2).го устройства, на второй вход которого подаЭто существенно затрудняет использование ется величина заданной силы резания Р . В заподобных адаптивных систем на многоинстру., висимости от величины и знака рассогласоваментапьных станках с ЧПУ, ния междувеличинами Р и Р регуляторИзвестна также система адаптивного управ- подачи изменяет подачу таким образом, чтобыпения для токарно-копировального станкаликвидировать это рассогласование,1 Б - 732 13. Она предназначена для стабилиза. Блок измерения радиуса системы адаптивции тангенциальной составляющей силы реза- З ного управления содержит потенциометр, нания Рт, Вследствие технических трудностей оси которого укреплено зубчатое колесо, связаннепосредственного измерения величины Р в ка- ное с зубчатой рейкой,+.: =честве измеряемого параметра выбрана потребля При перемещении суппорта поперечной коор.емая двигателем птпинделя активная мош. динаты связанный с ним упор смешает рейкув результате чего вращается ось потенциометра. При соответствующем положении упоранапряжение, снимаемое с потенциометра, пропор.ционально величине Во,Недостаток такого блока измерения радиуса заключается в том, что при изменении величины вылета резпд необходимо вручную менять положение упора на суппорте. Это обстоятельство существенно затрудняет применение данной адаптивной системы для много 10инструментального станка с ЧПУ, так какпрограммное управление предполагает полнуюавтоматизацию всего цикла обработки детали,Наиболее близкой по техническому решениюк предлагаемой является адаптивная система 1 Куправления станком, содержащая привод подачипоперечной координаты и последовательно соединенные блок задания программы, приводшпинделя, датчик мощности, устройство коррекции, регулятор подачи, блок задания скорос ти, интерполятор и привод подачи продольнойкоординаты, причем первый и второй выходыблока задания программы подключены ковторому и третьему входам устройства коррек.ции, а третий и четвертый выходы - ко вторым входам блока задания скорости и интер полятора соответственно 41 .Недостатком этой системы является узкаяобласть применения.Цель изобретения - расширение области З 0применения системы.Поставленная цель достигается тем, что в, систему введены ключ и реверсивный счетчик,выход которого подключен к четвертому вхо.ду устройстВа коррекции, а вход - ко второму выходу интерполятора и к первому входуключа, соединенного вторым входом с пятымвыходом блока задания программы, а выходом - со входом привода подачи поперечной координаты, причем устройство коррекции содержит блок сравнения, подключенныйпервым и вторым входами соответственно квыходу компенсатора н к выходу вычислительного блока, входы которого являются вторым, третьим и четвертым входами устройства, 45третий вход блока сравнения и вход компенсатора являются первым входом устройства,а выход блока сравнения - выходом устройства,50На чертеже представлена блок-схема предлагаемой системы.Система содержит блок 1 задания программы, интерполятор 2, блок 3 задания скорости, станок 4, приводы подач продольной 5 и попереч ной 6 координат, привод 7 шпинделя, датчик 8 мощности, компенсатор 9, реверсивный счетчик 10, ключ 11, вычислительный блок 12, блок 13 сравнения и регулятор 14 подачи, а 744469компенсатор 9 и блоки 12 и 13 образуютустройство коррекции 15,Система работает следующим образом.Система, включающая в себя блок 1 задания программы, интерполятор 2 и блок 3 зада.ния скорости, управляет станком 4 путемвоздействия на приводы 5,6 и двигатель привода 7.Кроме того на процесс резания оказывают возмущающие воздействия глубина припуска 1 и.твердость материала детали НВ.Активная мощность Кд потребляемая двигателем привода 7, измеряется датчиком 8 и преобразуется им в напряжение Он, пропорциональное величине Ид, Компенсатор 9 после каж.дого включения двигателя привода 7 формирует на своем выходе и запоминает напряжение Онпропорциональное активной мощности йх, потребляемой этим двигателем 7в режиме холостого хода. Счетчик 10 содержит в виде двоичного кода К информациюо радиусе обработки. Начальная информациязаписывается в счетчик при нахождении суппорта поперечной координаты в опорной точке. Изменение этой информации происходитпод действием приводных импульсов поперечной координаты, поступающих с одного извыходов интерполятора 2 на вход счетчика10, Ввод в счетчик 10 информации, сооЬетствующей величине вылета резца, осуществляется под действием управляющей программы,фсрмируемой блоком 1. Для этого в программе записывается специальная команда вылетарезца и необходимая величина перемещения попоперечной координате,Под действием команды вылета резца блок1 блокирует прохождение приводных импульсов через ключ 11, в результате чего информация счетчика 10 изменяется при неподвижном суппорте поперечной координаты, т.е.эта информация приводится в соответствиес истинным радиусом обработки.Код радиуса обработки К с выхода счетчика 10 поступает на вход блока 12, на дру.гие входы которого из блока 1 поступают кодскорости вращения шпинделя Ки код заданной силы резания Крэ, которые образуютсяпод воздействием управляющей программы,На вь 1 ходе блока 12 формируется напряжение, пропорциональное произведению значений кодов Крз, К, и К, а следовательнопропорциональное и заданной мощности резания 1 чз так как йз определяемая из равенства 111 при Р. = Р равна1,=Р, ш,й (2)Блок 13 формирует на своем выходе напряжение рассогласования О в соответствиис равенством.Уь = 1 яд - 0 н н, (3)744469 25 5Анализируя равенства (3), (2) и (11, можно заключить, что О = 0 при Р = Рэ.Регулятор подачи 14, воздействуя на блок 3меняет тактовую частоту работы интерполятора2 таким б образом, чтобы Обыло бы равно нулю.Величина перемещения суппортов по координатам Х и Е определяется информацией,поступающей на интерполятор 2 из блока 1задания программы, и равна в количественномотношении числу выходных импульсов интерполятора 2 (с учетом дискретности) для привода 5 подачи продольной координаты и, сучетом сказанного выше, для привода 6 подачи поперечной координаты, причем после обработки кадра управляющей програМмы, содержа.щего команду вылета резца, записанная в счет.чике информация соответствует величине истинного радиуса обработки,Применение данной системы позволит ста. 2 Обилизировать силу резания путем измерениявеличины активной мощности, потребляемойдвигателем шпинделя, для многоинструментального станка с ЧПУ. Формула изобретения 1. Адаптивная система управления станком,содержащая привод подачи поперечной координаты и последовательно соединенные блок задания программы, привод шпинделя, датчик мощности, устройство коррекции, регулятор подачи, блок задания скорости, интерполятор.и привод подачи продольной координаты при чем первый и второй выходы блока задания программы подключены ко второму и третьему входам устройства коррекции, а третийи четвертый выходы - ко вторым входамблока задания скорости и интерполятора соот.ветственно, о т л и ч а ю щ а я с я тем, чтсс целью расширения области применения системы, в нее введены ключ и реверсивный счетчик, выход которого-подключен к четвертомувходу устройства коррекции, а вход - ковторому выходу интерполятора и к первомувходу ключа, соединенного вторым входом спятым выходом блока задания программы, авыходом - со входом привода подачи попереч.ной координаты.2. Система по п, 1, о т л и ч а ю щ а я.с я тем, что устройство коррекции содержитблок сравнения, подключенный первым и вторым входами соответственно к выходу компен. сатора и к выходу вычислительного блока, вхо.ды которого являются вторым, третьим и четвертым входами устройства, третий вход блокасравнения и вход компенсатора являются первымвходом устройства, а выход блока сравнения -выходом устройства.Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР Ко 438004,кл. 6 05 В 13/02, 1972.2. Патент Великобритании У 1293759,кл. 6 3 М, опублик. 1973.3. Адаптивное управление станками. Под ред.Б. С. Балакшина, М., "Машиностроение", 1973,с, 590-597.4. Самонастраивающиеся системы управлениястанками Сборник, М., НИИМАШ, 1971, с. 39 - 40Спрототип)-сТираж 956 ПоИ Государственного комитета СССРделам иэобретений и открытийМосква, Ж - 35, Раушская наб., д. 4/5 Ъ Закаэ 3788/10
СмотретьЗаявка
2592833, 21.03.1978
ПЕРМСКИЙ МОТОРОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. Я. М. СВЕРДЛОВА
БЕРМАН ИСААК ВЛАДИМИРОВИЧ, МАТУХА СТАНИСЛАВ ЛЮДВИГОВИЧ, РУТШТЕЙН ВАДИМ ГЕРМАНОВИЧ
МПК / Метки
МПК: G05B 19/38
Метки: адаптивная, станком
Опубликовано: 30.06.1980
Код ссылки
<a href="https://patents.su/4-744469-adaptivnaya-sistema-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Адаптивная система управления станком</a>
Устройство умножения в системе остаточных классов

Номер патента: 1111160
Опубликовано: 30.08.1984
Авторы: Евстигнеева, Клибышева, Лазарин, Трутко
МПК: G06F 7/72
Метки: классов, остаточных, системе, умножения
...результата нетолько в виде остатка по модулюно также в виде позиционного двух- разрядного. числа с весами цф и фПоставленная цель достигается тем, что в устройство умножения в системе остаточных классов, содержащее первый и второй вычитатели по моду 60 2лю и, первый и второй квадраторы, вы. ходы с весом цфкоторых подключены соответственно к первому и второму входам второго вычитателя по модулю о, вход первого квадратора подключен к выходу первого вычитателя по модулю с, введены сумматор по модулю 2 с, первый и второй преобразователи кода, системы остаточных классов в избыточную форму, третий вычитатель по модулю ц, выход которого соединен с выходом старшего разряда устройства выход заема третьего вычитателя по мддулю и соединен с входом...
Устройство для записи на магнитнуюленту программы управления ctahkom сфазовой системой числового программногоуправления
Номер патента: 849149
Опубликовано: 23.07.1981
Авторы: Богдановский, Матвеев, Михаэлян, Носачев
МПК: G05B 19/42
Метки: ctahkom, записи, магнитнуюленту, программногоуправления, программы, системой, сфазовой, числового
...того, устройство включаетфреэу 39, подвижную головку 40 шпинделя и заготовку 41 детали.Устройство работает следующим образом,На столе станка под копировальнойголовкой 10 устанавливают макет 9 ипод грезой 39 заготовку 41. Копировальный палец 33. опускают до соприкосновения с поверхностью макета 9. После включения силовых приводов 5-7и лентопротяжного механизма 8 про- физводят вспомогательное перемещениефрезы по координате 2. на необходимуювеличину для врезания ее в материалзаготовки 41 круговым вращением рукоятки вращающегося трансформатора 34 ручных перемещений. При этом фазовый угол сигнала на его выходе имеет некоторое рассогласование с фазой эталонного сигнала.Оба сигнала поступают на вход дискриминатора 25, на выходе которого...
Устройство для регулирования технологических параметров по заданной программе
Номер патента: 1136121
Опубликовано: 23.01.1985
Авторы: Забульский, Осинчук, Шуминский
МПК: G05D 23/19
Метки: заданной, параметров, программе, технологических
...величинами регулируемого параметра величина выходного сигнала измерительного моста зависит от разницы освещенностей /фотоэлементов 4 и 5, которые могут находиться над затемненной полосой 3, слева от нее или справа. При нахождении фотоэлементов над светлой частью диаграммной ленты выходной сигнал измерительного моста равен нулю, так как оба фотоэле мента одинаково освещены. В этом случае сигнал максимальной величины с необходимой полярностью на входе ПИД- блока 18 регулирования обеспечивается с помощью задатчика 14 напряжения, выходной сигнал которого коммутируется одним из переключателей 7 или 8 в зависимости от знака рассогласования между действительной величиной регулируемого параметра и его заданным значением и при...
Устройство для задания программы

Номер патента: 463100
Опубликовано: 05.03.1975
МПК: G05B 19/04
...импульсов 1, управляемый делитель частоты 2, выходной блок 3, реверсивный счетчик 4, схе му 5 задания скорости, схему 6 задания уровня, переключающие схемы 7 и блоки 8 набора программы.Устройство работает следующим образом.Работа устройства на одном участке опре деляется состоянием переключающей схемыблока набора программы, разрешающей задание скорости и задание уровня, установленных на одном участке, В это время переключающие схемы остальных блоков набора програм мы находятся в состоянии запрета. Рабочеесостояние переключающей схемы на первом участке устанавливается вручную, Импульсы опорной частоты с формирователя импульсов 1 поступают на управляемый делитель часто ты 2, вырабатывающий импульсы заданнойчастоты в соответствии со...
Устройство стабилизации многоканальной системы спектрометрических блоков детектирования

Номер патента: 793125
Опубликовано: 30.06.1983
Авторы: Афанасьев, Пеленгачук
МПК: G01T 1/40
Метки: блоков, детектирования, многоканальной, системы, спектрометрических, стабилизации
...В этом случаесистема стабилизации реагирует наложный реперный импульс, что приводитк "разьытию" спектра, т.е, ухудшенио точности регистрации.35Ухудшение точности пропорциональноотношению интенсивности чистого реперного пика к интенсивности ложногопика,Целью изобретения является повыше ние точности работы.Поставленная цель достигаетсятем, что в предложенное устройствовведена дополнительно "быстрая" схема1совпадений, Выходы усилителей с регулируемым коэффициентом усиления подключены ко входам "быстрой" схемысовпадений, выход которой подсоединен ко входам блокировки каскадоввыработки сигналов коррекции. 50 На чертеже показана структурная схема устройства.Устройство состоит из высоковольтного преобразователя, 1, питающего набор...
Предыдущий патент: Программный регулятор
Следующий патент: Устройство для управления электромагнитной муфтой
Случайный патент: Устройство для продольной подачи длинномерных предметов