Система управления темпом прокатки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 697215
Авторы: Белянский, Герасимов, Ефроймович, Карюков, Климовицкий, Лагуткин, Щегольков
Текст
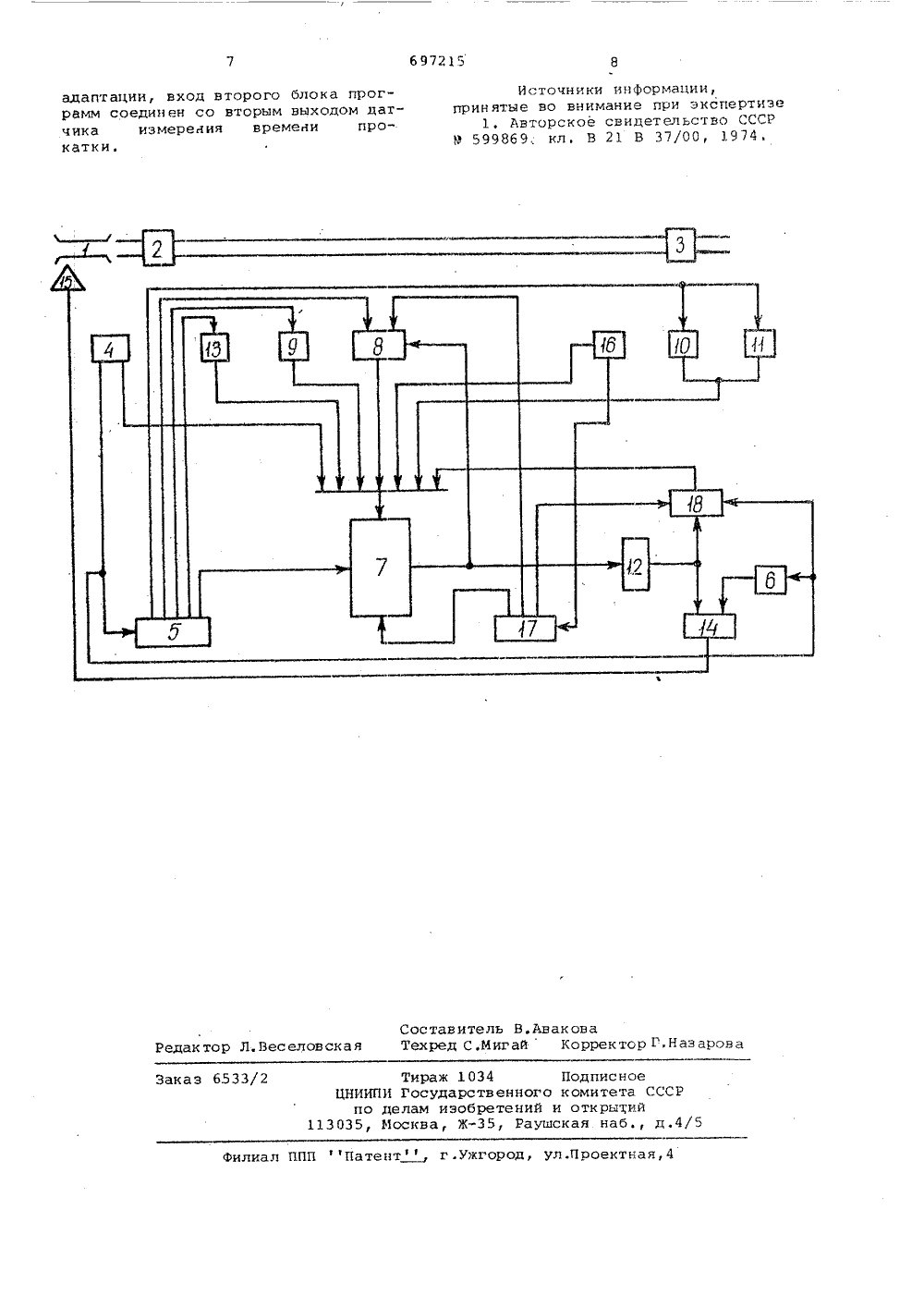
Союз Советских Социалистических Республик(23) ПриоритетОпубликовано 1511,79, Бюллетень М 42Дата опубликования описания 151179 Р 1)м 1 2 В 21 В 37/ОО Государственный комитет СССР по делам изобретений и открытий(71) Заявители Всесоюзный научно-исследовательский институт автоматизации черной металлургии и Новолипецкий металлургический завод(54) СИСТЕМА УПРАВЛЕНИЯ ТЕМПОМ ПРОКАТКИ Изобретение относится к областипрокатки металлов, в частности кконтрольным и регулирующим устройствам прокатных станов и к устройствамуправления перемещением проката, иможет быть использовано на станкахгорячей прокатки металла,Наиболее близкой по техническойсущности и достигаемому результатук предложенной является системауправления темпом прок атки1,Недостатком известной системыявляется то, что она не обеспечивает адаптации к технологическому процессу и поддержание стабильностипаузы в работе узкого звена. Стабильность может быть обеспечена приусловии, что при вычислении периодавыдачи заготовок из печей будет учитываться разность между фактическими расчетным временем обработки заготовок в узком звене, вызванная разбросом их длины и нестабильностьютехнологического процесса,Цель изобретения - обеспечениеработоспособности системы при изменениях параметров технологическогопроцесса,Эта цель достигается тем, что визвестную систему управления темпом прокатки, содержащую блок заданиявремени выдержки, блок задания паузыв работе узкого звена, блок заданияпараметров заготовки, эадатчик времени, выход которого соединен со входомблока сравнения, выход блока сравнения соединен со входом блока автоматической выработки команд, подающий рольганг, группу чистовых клетей, группу черновых клетей, дополнительно введены датчик длины сляба, блок коэффициента адаптации, датчик измерения времени прокатки, датчик скорости прокатки, датчик 15 ускорения прокатки, первый блок программ, второй блок программ, блокхранения информации, блок слежения,причем первый выход датчика длинысляба соедине со входом первого блока программ, со входом задатчикавремени и с первым входом блока слежения, второй выход датчика длинысляба соединен со вторым входом блока вычисления времени выдержки, первый вход которого соединен с первымвыходом первого блока программ, второй выход первого блока программсоединен со входом блока заданияпаузы в работе Узкого звена, третийвыход первого блока программ соеди 69721560 нен со входом блока задания параметров заготовки, четвертый выход перв го. блока программ соединен с первымвходом блок а коэ ффициен т а адапт ации,пятый выход первого блока программсоединен со входом датчика скоростипрокатки и со входом датчика ускорения прокатки, выходы блока заданияпаузы в работе узкого звена, блоказадания параметров заготовки, блокакоэффициента адаптации, первый выход датчика измерения времени прокаткии, выходы датчика скорости прок атки и датчика ускорения прокатки, блогка слежения соединены со вторым входом блока вычисления времени выдержки, третий вход которого соединен спервым выходом второго блока программ, выход блока вычисления времени выдержки соединен с третьим входом блока коэфФициента адаптации исо входом блока хранения информации, выход которого соединен со вторым входом блока слежения и с первымвходом блока сравнения, третий входблока слежения соединен с третьимвыходом второго блока программ, второй выход которого соединен со вторым входом блока коэффициента адаптации, вхоц второго блока программсоединен со вторым выходом датчикаизмерения времени прокатки. 30.На чертеже представлена блок-схема системы управления темпом прокатки вСистема состоит из подающего рольганга 1, черновой группыклетей, 35чистовой группы 3 клетей, датчика4 длины сляба, первого блока 5 программ, задатчика б времени,. блока 7вычи сл ения выдержки времени, блока8 коэффициентов адаптации, блока 9 40з адани я параметров з аготовки, датчика 10 скорости прокатки в клетях,датчика 11 ускорения прокатки в кле.тях, блока 12 хранения информации,блока 13 задания паузы в работе уэ -кого з в ен а, блока 14 сравн ения, блока15 автоматической выработки команд,датчика 16 измерения времени прокатки, второго блока 17 программ и блока 18 слежения. 50Система работает следующим абРазом,При поступлении сляба с подающего рольганга 1 в валки черновой группы 2 клетей, срабатывает датчик 4длины сляба. С первого выхода датчика 4 длины сляба на вход первогоблока 5 программ, на первый входблока 18 слежения и на вход задатчика б времени поступают запускающиеимпульсы,Начиная с этого момента, задатчик б времени считает реальное те. кущее время, в блоке 18 слеженияФиксируется порядковый номер сляба(в данном случае - первый), В свою 65 очередь, блок 5 программ начинает посл едовател ьн о выполнят ь алгоритм вычисления времени цикла прокатки данного сляба в чистовой грппе 3 клетей, С этой целью с первого выхода первого блока 5 программ на первый вход блока 7 вычисления вРемени выдержки поступает сигнал подго - товки этого блока к реализации алгоритма вычисления времени цикла прокатки, После того, как первый сляб пройдет мимо датчика 4 длины сляба, рольганг 1 останавливается, а со второго выхода датчика 4 длины сляба на первый вход 7 блока вычисления времени выдержки вводится значение длины сляба.Затем блок 5 программ последовательно начинает вводить в блок 7 вычисления времени выдержки данные, необходимые для вычисления длины полосы на выходе чистовой группы 3 кледей, С этой целью, с четвертого выхода первого блока 5 программ на первый вход блока 8 коэффициентов адаптации поступает сигнал на считывание из этого блока значения коэффициента, адаптации, С третьего выхода первого блока 5 программ поступает сигнал в блок 9 задания параметров заготовки на считывание инФормации.,Информация с выходов бло.ов 8 и 9 поступает на первый вход блока 7 вычисления времени выдержки. Для того, чтобы определить сколько времени из первого сляба буде прокатываться полоса ожидаемой длины в чистовой группе 3 клетей, необходимо знать заправочную и максимальную скорости проката и ускорение, С этойцелью с пятого выхода первого блока 5 программ поступает сигнал на вход датчика 10 скорости и на вход датчика 11 ускорения, информация с выходов которых направляется в блок 7 вы гисления времени выдержки, В этом блоке вычисляется время прокатки полосы в чистовой группе 3 клетей или время работы узкого звена, С.выхода блока 7 вычисления времени выдержки сигнал об этом времени поступает на вход блока 12 хранения ин-формации и на второй вход блока 18слежения, где идентифицируется с порядковым (первым) номером сляба.Технологический цикл прокатки является суммой времени .прокатки предыдущей (первой) полосы и паузь. между первой и второй полосой, которая устанавливается в блоке 13 задания йауэы я работе узкого звена, Поэтому для вычисления технологического цикла прокатки со второго выхода первого блока 5 программ навход блока 13 направляется сигнал , на ввод блока 7 яыччсления временивыдержки значения паузы. Сигнал,соответствующий вычисленному эначе 697215нию времени технологического цикла,направляется на вход блока 12 хранения информации, откуда поступаетна первый вход блока 14 сравнения,На второй вход блока 14 сравненияпоступает сигнал с задатчика б времени о значении времени, прошедшегос момента остановки рольганга 1.После того, как время простоя рольганга 1 станет равным времени технологического цикла прокатки, блок 14 1 Осравнения срабатывает, и с его выхода поступает сигнал на блок 15 автоматической выработки команд, Сигналс этого блока включает в работУ роль.ганг 1, который подает следующий 15,(второй) сляб в первую клеть,Адаптация осуществляется измерением реального времени прокатки исопоставлением его с расчетным временем с последующим вычислениемпоправочного коэффициента - коэффициента адаптации,Система в режиме адаптации работает следующим образом.При поступлении первого сляба вчистовую группу 3 клетей срабатыва:тдатчик 16 измерения времени прокат,ки, сигнал со второго выхода кото,рого запускает второй блок 17 программы, С первого выхода этого блока,поступает на третий вход управления 30блока 7 вычисления времени выдержкисигнал подготовки его к реализацииалгоритма вычисления коэффициентаадаптации, С третьего выхода второго блока 17 программ поступает сигнал на вывод из блока 18 слежениярасчетного времени прокатки, относящегося в первому слябу. Сигнал, соответствующий этому времени, с выходаблока 18 слежения поступает в блок4 О7 вычисления времени выдержки, кудатакже поступает сигнал о реальномвремени прокатки с первого выходадатчика 16, После того, как полосапокидает чистовую клеть, сигнал вычисленного коэффициента адаптациис выхода блока 7 вычисления времени выдержки поступает в блок 8коэффициентов адаптации. Запись этого сигнала производится сразу жепосле того, как второй блок 17 программ выдаст сигнал разрешения записи,на второй вход блока 8 коэффициентов адаптации,Измерение длины следующего слябавторого) проводится с новым коэффициентом адаптации, учитывающим ошиб,ки, допущенные при аналогичных вычислениях предшествующего сляба.Применение данной системы позволяет сократить на несколько секунд 6 Оразброс паузы в работе чистовойгруппы клетей, т,е. сделать ее более стабильной, что обеспечит получение экономического эффекта в 122 тыс.руб. в год,Фо р,.Г а и з о Ор ет ен л Система управления темпом прокатки, содержащая блок задания паузы в работе узкого звена, блок задания параметров заготовки, з адатчик времени, выход которого соединен со вторым входом блока сравнения, выход блока сравнения соединен со входом блока автоматической выработки команд, блок вычисления времени выдержки, подающий рольганг, группу черновых клетей, группу чистовых клетей, о т л и ч а ю щ а я с я тем, что, с целью обеспечения работоспособности системы при изменениях параметров технологического процесса, она дополнительно снабжена датчиком сляба, блоком коэфФициента адаптациидатчиком измерения времени прокатки, датчиком скорости прокатки, датчиком ускорения прокатки, первым блоком программ, вторым блоком программ, блоком хранения информации, блоком слежени я, причем первый выход датчика длины сляба соединен со входом первого блока программ, со входом задатчика времени и с первым входом блока слежения, второй выход датчика длины сляба соединен со вторым входом блока вычисления времени выдержки, первый вход которого соединен с первым выходом первого блока программ, второй выход первого блока программ соединен со входом блока задания паузы в работе узкого звена, третий выход первого блока программ соединен со входом блока задания параметров заготовки, четвертый выход первого блока программ соединен с первым входом блока коэфФициента адаптации, пятый выход первого блока программ соединен со входом датчика скорости прокатки и со входом датчика ускорения прокатки, выходы блока задания паузы в работ е уз кого з вен а блока з адани я параметров заготовки, блока коэффициента адаптации, первый выход датчика измерения времени прокатки, выхоцы датчика скорости прокатки и датчика ускорения прокатки, блока слежения соединены со вторым входом блока вычисления времени выдержки, третий вход которого соединен с первым выходом второго блока программ, выход блока вычисления времени выдержки соединен с третьим входом блока коэффициента адаптации и со входом блока храненияинформации, выход которого соединен со вторым входом блока слежения и с первым входом блока сравнения, третий вход блока слежения соединен с третьим выходомвторого блока программ, второй выход которого соединен со вторым входом блока коэффициента697215 ставитель В,ехред С.Мигай акова Корре тор Г,Назарова аказ 6533/2 Тираж 1034 Подписное ЦНИИПИ Государственного комитета ССС по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д.иал ППППатентг.ужгород, ул.Проектна адаптации, вход второго бло к а программ соединен со вторым выходом датчика измерения времени прокаткиРедактор Л.Веселовская 8 Источники информации,принятые во внимание при экспертизе 1, Авторское свидетельство СССР 9 599869,. кл, В 21 В 37/00, 1974,
СмотретьЗаявка
2619438, 07.03.1978
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ ЧЕРНОЙ МЕТАЛЛУРГИИ, НОВОЛИПЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД
ГЕРАСИМОВ СЕРГЕЙ ПАВЛОВИЧ, ЕФРОЙМОВИЧ СЕМЕН ЮРЬЕВИЧ, КЛИМОВИЦКИЙ МИХАИЛ ДАВЫДОВИЧ, ЛАГУТКИН АНАТОЛИЙ АНАТОЛЬЕВИЧ, БЕЛЯНСКИЙ АНДРЕЙ ДМИТРИЕВИЧ, КАРЮКОВ ВАСИЛИЙ ХАРИТОНОВИЧ, ЩЕГОЛЬКОВ ЮРИЙ ПЕТРОВИЧ
МПК / Метки
МПК: B21B 37/00
Опубликовано: 15.11.1979
Код ссылки
<a href="https://patents.su/4-697215-sistema-upravleniya-tempom-prokatki.html" target="_blank" rel="follow" title="База патентов СССР">Система управления темпом прокатки</a>
Устройство для ввода информации от датчиков

Номер патента: 981981
Опубликовано: 15.12.1982
Авторы: Глынин, Григорьев, Старцев, Тараев
МПК: G06F 3/00
Метки: ввода, датчиков, информации
...аналоговой информации каждого датчика 7 в код производится параллельно по всем каналам,При включении питания как и присбое, начало работы осуществляетсяпо малому, циклу (работает Тг 25 вблоке управления 1),т.е. производится только списывание информации сосчетчиков грубого отсчета при двухотсчетных величинах и со счетчиководноотсчетных величин через регистрприема б во второй блок памяти 10Выборку каналов производит счетчик .каналов 3, первый дешиФратор 8 и коммутатор 9. Счетчик операций 4 в совокупности с вторым дешифратором 14Формирует команду фСъем информациис преобраэователейф в регистр приема б и перезапись с регистра приема б во второй блок памяти 10. Такимобразом, в ячейках блока памяти записана информация по всем...
Устройство для регулирования температуры полосы в процессе прокатки

Номер патента: 986531
Опубликовано: 07.01.1983
Авторы: Куделин, Масальский, Матюхин, Савченко, Сосковец, Студеников, Цхай
МПК: B21B 37/74
Метки: полосы, прокатки, процессе, температуры
...интенсивности душирования подсо" единены соответственно к первому ивторому выходам блока начальной настройки стана, соединенного третьим выходом с первым входом распределительного блока, а шестнадцатый вход блока задания интенсивности душиро 9865 вания - к первому выходу первого блока логического переключения, соединенного первым входом с вторым выхо" дом блока начальной настройки станаи с первым входом суммирующего усилителя, подсоединенного выходом к входам регуляторов скорости, второй вход первого блока логического переключения соединен с выходом задатчика максимально возможной заправочной 15скорости чистовой группы и с девятым входом блока начальной настройки стана, а второй выход первого блока логического переключения - с...
Система регулирования температуры полосы на выходе стана горячей прокатки

Номер патента: 971543
Опубликовано: 07.11.1982
Авторы: Дружинин, Закржевский, Зимин, Колядич, Леонидов-Каневский, Мельников, Сапожников, Сергеев, Тишков, Торгов, Шевченко
МПК: B21B 37/74
Метки: выходе, горячей, полосы, прокатки, стана, температуры
...полосы в каждый блок 7 выделенияте.лпературы вводятся и запоминаютсястедующие параметры прокатки: положение нажимных винтов, давление металлана валки, скорость прокатки в последующей клети, На основании текущих значе5 М 15 ний перечисленных величин и отклонения толщины полосы на выходе из предыдущей для этого промежутка, сформированного блоком 14, а также по введенным с бло ка 13 задания сортамента коэффициентам по прокатываемому сортаменту блок 7 выделения температуры определяет в данном промежутке текущее отклонение температуры полосы от той, которая была до начала ускорения. В качестве управ О ляюшего сигнала принято превышение,текушей схорости прокатки над заправочной, Этот сигнал формируется функциональным преобразователем...
Устройство для сопряжения электронной вычислительной машины с датчиками

Номер патента: 1020813
Опубликовано: 30.05.1983
Автор: Кромпляс
МПК: G06F 3/04
Метки: вычислительной, датчиками, сопряжения, электронной
...соединен с выходом второго5 10208 элемента И и первым входом цепитещ эстеты, второй вход которого соецинеи е первым входом третьего регистра и с вжходом пятого формирователя импупь сов, вход которого соединен с выходом 3 пятого формироватепя импупьсов, вход которого соединен с выходом элемента И-НБ и с первым входом второго эпемента И, второй вход которого соединеи с генератором импупьсов, выход первого ф эпемента И явпяется третьим выходом устройства,Распрецепитепь импульсов содержитсумматоры первой и второй групп, нупь 5органы первой и второй групп и апементы И, выходы которых явпяются, выходдами шестой группы распределителя импульсов, первые входы апементов И явпяются входами первой группы распрецепитвпя импупьсов, первые...
Устройство для коррекции временных искажений

Номер патента: 1270797
Опубликовано: 15.11.1986
Авторы: Киреев, Макаренко, Местечкина, Подтэпа
МПК: G11B 20/22, G11B 27/10
Метки: временных, искажений, коррекции
...окончания режима считывания, чтобы устранить возможность возникновения временных искажений в эти моменты времени. Для слежения за средним значением частоты опорного сигнала, воспроизводимого с носителя, а следовательно, и за средней скоростью движения носителя в вычитателе 22 кодов формируется код, равный разности кодов на выхо дах первого и второго счетчиков 14 и 15, к которому в сумматоре 23 кодов добавляется фиксированное значение кода, формируемого в датчике 21 кодов, Кодовое слово, формируемое 50 на выходе сумматора 23, преобразуется в аналоговое напряжение во втором цифроаналоговом преобразователе 11, которое управляет частотой генератора 12; На выходе датчика 21 кода устанавливается такое значение кода, чтобы при равенстве...
Предыдущий патент: Составной прокатный валок
Следующий патент: Устройство для автоматического регулирования толщины проката
Случайный патент: Бумажная масса для изготовления фильтрующей бумаги