Система регулирования температуры полосы на выходе стана горячей прокатки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 971543
Авторы: Дружинин, Закржевский, Зимин, Колядич, Леонидов-Каневский, Мельников, Сапожников, Сергеев, Тишков, Торгов, Шевченко

Текст
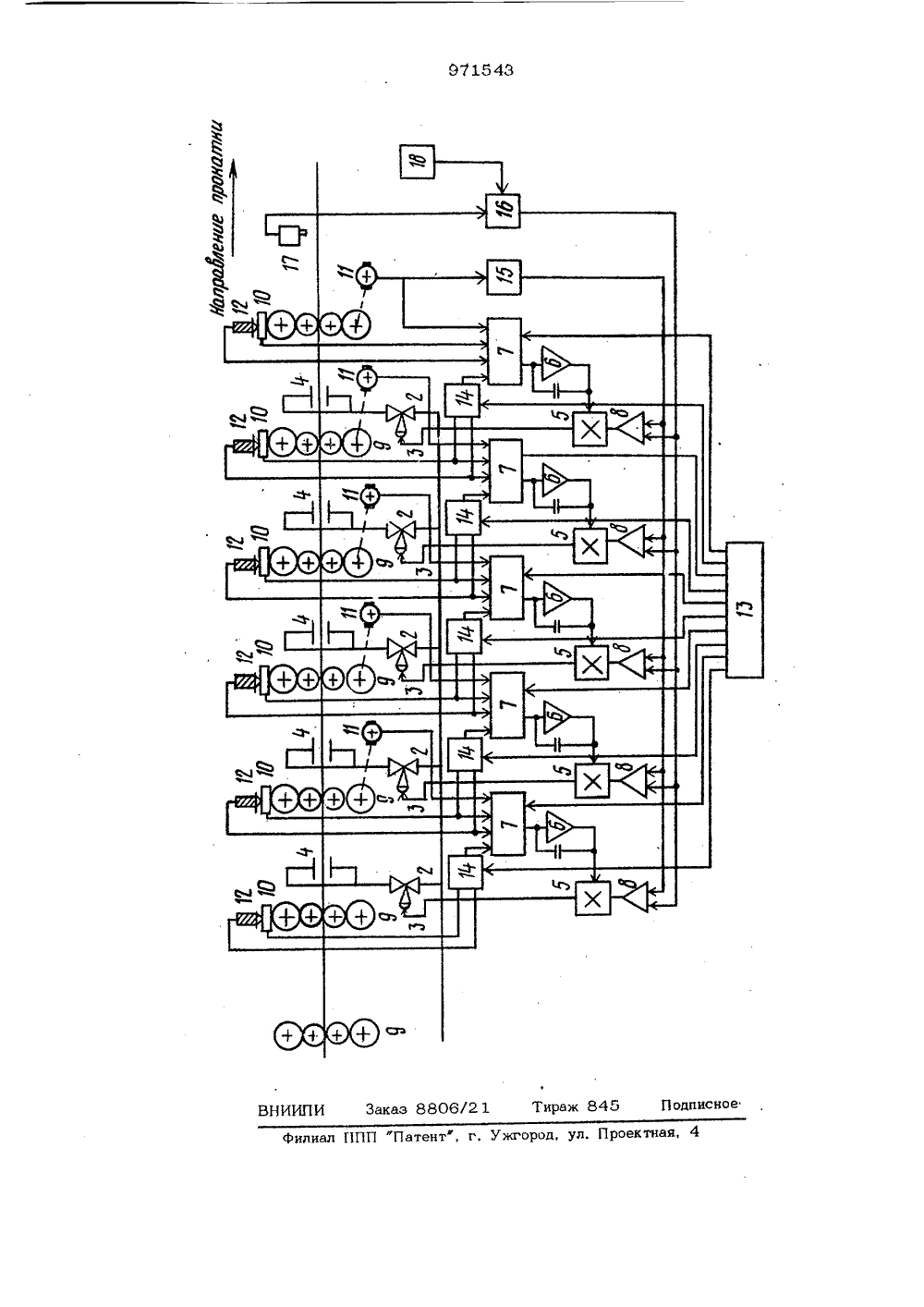
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик ои 971543(51)И. Кл. В 21 В 37/10 3 ооударственицй квинтет СССР ао долом изобретеннй и открытнй(72) Авторы изобретения Всесоюзный ордена Ленина научно-исследовательский и пректноконструкторский институт металлургического машиностроения(54) СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ПОЛОСЫ НА ВЫХОДЕ СТАНА ГОРЯЧЕЙ ПРОКАТКИ1Изобретение относится к области автоматизации прокатного производства и может быть использовано для автоматизации широкополосных непрерывных становгорячей прокатки.Наиболее близким к изобретению по з технической сущности и достигаемому эффекту является устройство, содержащее установку межклетевого охлаждения полосы, состоящую из общего трубопровода, в который включен регулирующий и ото,ечной клапаны, трубопроводы, подающие охлаждающую воду в межклетевые промежутки, коллекторы, распределяющие воду по ширине полосы, блок задания прокатываемого сортамента, датчики давле 15 ния металла на валки, положения нажим ных винтов и скорости прокатки, вычислительную систему, датчик и задатчик температуры полосы на выходе чистовой группы и блок сравненияО.Известное устройство обладает тем недостатком, что изменение расхода воды он осуществляет регулирующим клапаном,2установленным в общем трубопроводе, чтоисключает перераспределение расходовводы по межклетевым промежуткам. Известно, что колебание температуры полосы в чистовой группе клетей зависит от распределения обжатий, скорости прокатки, сортамента и других факторов. Поэтому дополнительное увеличение температуры полосы в клетях чистовой груп пы, вызванное повышенным темпом ускорения при прокатке различных типоразмеров полос, получается различным. Известное устройство в силу указанного недостатка не может полностью компенсировать увеличение температуры полосы в каждом межклетевом промежутке, в результате чего происходит произвольное неконтролируемое перераспределение температуры полосы внутри чистовой группы, что приводит к нарушению устойчивости прокатки, ухудшению точности поддержания температуры и толщины полосы на выходе из чистовой группы.Целью изобретения является повышение точности поддержания температурыполосы на выходе чистовой группы встабилизации процесса прокатки.Это достигается тем, что расход воды автоматически перераспределяется помекклетевым промежуткам таким обра-.зом, чтобы температура полосы в каждом промежутке не увеличивалась в процессе ускорения чистовой группы. 36Цель достигается тем, что системарегулирования температуры полосы навыходе стана горячей прокатки, оснащен,ного установкой межклетевого охлаждения полосы, содержащая датчики давления металла на валки, положения нажимных винтов и скорости прокатки каждойклети, измеритель и задатчик температуры полосы на выходе чистовой группы,блок сравнения и блок задания сортамен ата, дополнена функциональным преобразователем, в каждый трубопровод, подающий воду в межклетевой промежуток, дополнительно установлен регулирующийклапан со схемой управления, состоящей 2 Зиз блока умножения, сумматора, интегратора, блока формирования толщины и блока вьщеления температуры, входы которого соединены с выходами датчиков скорости прокатки положения нажимных винфф 3 Отов и давления металла на валки, а такжевыходами блоков формирования толщиныпредыдущей клети и задания сортамента,а выход через интегратор соединен с одним из входов блока умножения, выход35которого соединен с входом регулирующего клапана, другой вход блока умножения соединен с выходом сумматора, первые входы сумматоров всех схем управления соединены между собой и черезфункциональный преобразователь подключены к выходу датчика скорости послед:ней клети, вторые входы сумматороввсех схем управления соединены междусобой и подключены к выходу блока срав 4нения, входы которого соединены с выходами измерителя и задатчика температуры полосы на выходе чистовой группы,входы блока формирования толщины полосы, соединены с выходами датчиков положения нажимных винтов и давления наЯвалки предыдущей клети и с выходом блока задания сортамента.На чертеже приведена блок-схема предложенного устройства,К общему трубопроводу 1 подключенытрубопроводы 2 с регулирующими клапанами 3 и коллекторами 4. Вход каждогорегулируюпего клапана соединен с выходом соответствующего блока 5 умножения, первый вход которого через инте,"ратор 6 соединен с выходами блока 7 выделения температуры, а второй вход - с выходом сумматора 8, входы блока 7 выделения температуры соединены с выходамидатчиков последующей клети 9 - датчика10 давления металла на валки, датчика11 скорости прокатки и датчика 12 положения нажимных винтов, а также с выходами блоков 13 и 14 соответственнозадания сортамента и, формирования толщины этого промежутка, входы блока 14формирования толщины соединены, с выходами датчика 12 положения нажимных винтов и датчика 10 давления металла навалки предыдущей клети 9 и блока 13.задагия сортамента.Первыевходы всех сумматоров 8 соединены между собой и выходом функционального преобразователя 15, вход которого соединен с выходом датчика 11 скорости последней клети, вторые входы сумматоров 8 соединены между собой и с вы"ходом блока 16 сравнения, один вход которогс соединен с выходом измерителя17 температуры полосы, а другой - с выходом блока 18 задания температурыполосы на выходе чистовой группы.Система регулирования работает следующим образом,Заправочная скорость прокатки выбирается оператором стана или УВМ из условия получения требуемой температурыполосы на выходе чистовой группы, Приэтом установится соответствующая температуча полосы в межклетевых промежутках. С началом разгона стана температура полосы в межклетевых промежутках и, следовательно, на выходе стананачнет увеличиваться. В зависимости отраспределения обжатий по клетям, скорости прокатки и других условий это увеличение температуры полосы будет различным в различных межклетевых промежутках.Предлагаемая система обеспечиваетс ятие с помощью охлаждающей воды прирост температуры полосы в каждом межклетевом промежутке до температуры,которая была в этом промежутке до начала ускорения.С этой целью в момент начала ускорения полосы в каждый блок 7 выделенияте.лпературы вводятся и запоминаютсястедующие параметры прокатки: положение нажимных винтов, давление металлана валки, скорость прокатки в последующей клети, На основании текущих значе5 М 15 ний перечисленных величин и отклонения толщины полосы на выходе из предыдущей для этого промежутка, сформированного блоком 14, а также по введенным с бло ка 13 задания сортамента коэффициентам по прокатываемому сортаменту блок 7 выделения температуры определяет в данном промежутке текущее отклонение температуры полосы от той, которая была до начала ускорения. В качестве управ О ляюшего сигнала принято превышение,текушей схорости прокатки над заправочной, Этот сигнал формируется функциональным преобразователем 15 по величине текущей скорости последйей клети. 1% Сформированный преобразователем 15 сигнал подается на сумматор 8 кчждого промежутка, Сигнал с сумматора 8 через умножитель 5 подается на управление регулирующим клапаном 3, Величина уп равляюшего сигнала зависит также от величины напряжения на выходе блока 7 выделения температуры, подаваемого через интегратор 6 на второй вход блока 5 умножения. Величина этого цапряже- И ния пропорциональна увеличению температуры полосы в процессе, ускорения. Таким 4 З 6образом, чем больше приращение температуры в данном промежутке, тем больше расход подаваемой в этот промежуток воды. Наличие интегратора 6 позволяет полностью компенсировать увеличение температуры полосы в данном промежутке.В случае, если возникает отклонение температуры на выходе стана в процессе ускорения, в работу вступает канал регулирования по отклонению, Измеренная дат чиком 17 температура полосы в блоке 16 сравнивается с требуемой, величина которой поступает с задатчва 18. Откло нение температуры с выхода блока 16 сравнения поступает на вторые входые сумматоров 8, где алгебраически суммируеъся с сигналом по скорости. Распределение воздействия по промежуткам происходит в соответствии с коэффициентами умножения блока 5 умножения. Так как практически невозможно изме рить температуру полосы в межклетевых промежутках из-оа наличия на полосе слоя воды, паровой пленки, то в данном уст ройстве применен косвенный метод определения температуры полосы по формуле- давление металла на валки; скорость прокатки;- изменения соответственно ЗЬтолщины полосы, межвалхового зазора, скорости прокатки;- чиспенный коэффициент, эави-. 40сяший от марки стали- эмпирические коэффициенты,Як фп Р, С,Ст Необходимые для определения температуры полосы величины вводятся в блок 7 выделения температуры соответствующих промежутку датчиков 10, 11 и 12 и блока 14 формирования толщины в виде текущих значений и с блока 13 задания сортамента в виде постоянных для каждого сортамента коэффициентов,В качестве блока выделения температуры 7 могут быть применены, например, миниИ УВМ типа Элехтроника УМНХ и другие.Определение толщины в блоке 14 формирования толщины производится косвенным методом по известной зависимостиСимса-Головина.дРдЪ 45 +1 6 ксвязывающей изменение иолщины с изменением межвалкового зазора и изменением давления металла на валки.ч унхциональный преобразователь 15 формирует управляющий сигнал, равнь 4 величине превышения скорости прокатки над заправочной, содеркит запоминающее устройство, в котором происходит запоминание величины заправочной скорости в момент начала ускорения. Разность между величиной текущей скорости и выходом запоминающего устройства, .которая фор мируется на выходе функционального преобразователя 15, представляет собой искомый управляющий сигнал.Предлагаемая система регулирования температуры полосы может работать хак совместно с системой автоматического регулирования толщины полосы (САРТ), так и без нее. Современные САРТ пост 7 9718 роены по принципу поддержания постоянства толщины в каждой клети по методу Симса-Головина, В этом случае блок 14 формирования толщины не участвует в ра" боте, так как аЪ; = О, Если САРТ не б работает, то необходимо определять изменения толщины полосы внутри чистовой группы. Это выполняет блок 14 формирования толщины.Применение предложенной системы позц воляет поддерживать постоянной температуру полосы в каждом межклетевом проме жутке, что создает одинаковые условия прокатки по всей длине полосы в каждой клети и на выходе чистовой группы. Экс ф перименты, проведенные на стане 2000 НЛМЗ показали, что при неизменном соотношении расходов воды по промежуткам и темпах ускорения более 0,3 м/с невозможно обеспечить поддержание задан ной температуры на выходе чистовой групы точнее + 20 С, Применение предоложенного устройства, позволит уменьшить эту величину до + 12 С. Кроме того, стабилизация температуры по длине 2 полосы во всех клетях чистовой группы практически полностью компенсирует температурный клин толщины, доходящей до 0,15 мм.Повышение точности поддержания тем30 пературы полосы на выходе чистовой.группы при прокатке по данному способу позволяет увеличить на 20,8% выход качественной полосы по сравнению с прокаткой на наиболее мощном отечественом у стане 2000 НЛМЗ, оснащенном установкой межклетевого охлаждения и дает на" роднохозяйственный эффект порядка312 тыс. руб. в год.Формула изобретенияСистема регулирования температурыполосы на выходе стана горячей прокат-ки, оснащенного установкой межклетевого охлаждения полосы, содержащая датчики давления металла на валки, положения нажимных винтов и скорости прокатки каждой клети, измеритель и задатчиктемпературы полосы на выходе чистовойгруппы, блок сравнения и блок заданиясортамента, о т л и ч а ю щ а я с ятем, что, с целью повышения точностиподдержания температуры полосы на выходе чистовой группы и стабилизациипроцесса прокатки,. дополнительно содержит функциональный преобразователь, вк;1 ждый трубопровод подающий воду вмежклетевой промежуток, установлен регулирующий клапан со схемой управления,состоящей из блока умножения, сумматора, интегратора, блока формированияточщины и блока выделения температуры,входы которого соединены с выходамидатчиков скорости прокатки, положениягажимных винтов и давления металла навалки, а также выходами блоков формирования толщины предыдущей клети и заданк; сортамента, а выход через интегратор соединен с одним из входов блока умноже.".ия, выход которого соединен с входомрегулирующего клапана, другой вход блокаумножения соединен с выходом сумматора, первые входы сумматоров через функциональный преобразователь соединены свыходом датчика скорости прследней клети, вторые входы сумматоров соединеныс выходом блока сравнения, входы которого соединены с выходами измерителяи задатчика температуры полосы на выходе чистовой группы, входы блока формирования толщины соединены с выходамидатчьпсов положения нажимных винтов идавления металла на валки предыдущейклети и с выходом блока задания сортамента. Источник информации,принятые во внимание при экспертизе 1. Патент США Ж 3514984,кл. 72-7, 1970,
СмотретьЗаявка
3287795, 09.02.1981
ВСЕСОЮЗНЫЙ ОРДЕНА ЛЕНИНА НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ МЕТАЛЛУРГИЧЕСКОГО МАШИНОСТРОЕНИЯ
ДРУЖИНИН НИКОЛАЙ НИКОЛАЕВИЧ, ДРУЖИНИН АНДРЕЙ НИКОЛАЕВИЧ, ЗАКРЖЕВСКИЙ ВАЛЕРИЙ ВИТОЛЬДОВИЧ, САПОЖНИКОВ ГРИГОРИЙ БОРИСОВИЧ, МЕЛЬНИКОВ ВЛАДИМИР МИХАЙЛОВИЧ, ШЕВЧЕНКО ЕВГЕНИЙ ПАВЛОВИЧ, ТИШКОВ ВИКТОР ЯКОВЛЕВИЧ, ТОРГОВ ВАДИМ ИВАНОВИЧ, ЗИМИН НИКОЛАЙ МИХАЙЛОВИЧ, ЛЕОНИДОВ-КАНЕВСКИЙ ЕВГЕНИЙ ВЛАДИМИРОВИЧ, КОЛЯДИЧ ВЛАДИМИР МИРОНОВИЧ, СЕРГЕЕВ ЕВГЕНИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B21B 37/74
Метки: выходе, горячей, полосы, прокатки, стана, температуры
Опубликовано: 07.11.1982
Код ссылки
<a href="https://patents.su/5-971543-sistema-regulirovaniya-temperatury-polosy-na-vykhode-stana-goryachejj-prokatki.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования температуры полосы на выходе стана горячей прокатки</a>
Устройство для регулирования температуры полосы в процессе прокатки

Номер патента: 986531
Опубликовано: 07.01.1983
Авторы: Куделин, Масальский, Матюхин, Савченко, Сосковец, Студеников, Цхай
МПК: B21B 37/74
Метки: полосы, прокатки, процессе, температуры
...интенсивности душирования подсо" единены соответственно к первому ивторому выходам блока начальной настройки стана, соединенного третьим выходом с первым входом распределительного блока, а шестнадцатый вход блока задания интенсивности душиро 9865 вания - к первому выходу первого блока логического переключения, соединенного первым входом с вторым выхо" дом блока начальной настройки станаи с первым входом суммирующего усилителя, подсоединенного выходом к входам регуляторов скорости, второй вход первого блока логического переключения соединен с выходом задатчика максимально возможной заправочной 15скорости чистовой группы и с девятым входом блока начальной настройки стана, а второй выход первого блока логического переключения - с...
Устройство для регулирования температуры полосы в процессе прокатки

Номер патента: 1304950
Опубликовано: 23.04.1987
Авторы: Арынгазина, Лигай, Матюхин, Новиков, Сыздыков, Цхай
МПК: B21B 37/74
Метки: полосы, прокатки, процессе, температуры
...схемы 39 совпадения кодов. Управляющий вход четвертого счетчика 37 импульсов соединен с выходом второй схемы И 50, второй вход которой соединен с инверсным выходом второй схемы 39 сов 1304950падения кодов, вторая группа входов которой поразрядно соединена с первой группой выходов устройства 41 ввода начального кода, вторая группа выходов которой поразрядно соединена с первой группой входов третьей схемы 40 совпадения кодов, инверсный выход которой соединен с вторым входом третьей схемы И 51, выход которой соединен с управляющим входом третьего ,10 счетчика 36 импульсов, выходы которого поразрядно соединены с второй группой входов третьей схемы 40 совпадения кодов, выход которой соединен с первым входом второй схемы ИЛИ 53, 15 второй...
Устройство для смещения полос при горячей прокатке

Номер патента: 1547903
Опубликовано: 07.03.1990
Авторы: Белянский, Божков, Булатников, Колпаков, Кузнецов, Погодаев, Шунин
МПК: B21B 39/14
Метки: горячей, полос, прокатке, смещения
...полосы. Из черновой группы клетей стана горячей прокатки по. лосу по промежуточному рольгангу подают в чистовую группу клетей со смещением относительно оси прокатки, равным 15 20 25 30 35 40 где Й - толщина накладки;Ь - расстояние между накладками, прокатывают до заданных размеров, по отводящему рольгангу подают на моталку и сматывают в рулон (не показано).После прохождения задним концом полосы первой клети чистовой группы стана крайнюю накладку со стороны привода (обслуживания) поднимают. Для этого вал 9, на котором посажены кулачки, поворачивают на угол 40 против часовой стрелки. Таким образом, подшипники штока третьей накладки попадают в точку 12, а подшипники штоков второй и первой накладок находятся в зоне угла ро и...
Устройство для регулирования температуры полосы на выходе стана горячей прокатки

Номер патента: 572307
Опубликовано: 15.09.1977
Авторы: Герцев, Дружинин, Закржевский, Калядич, Каретный, Максименко, Мирошников, Мурзиков, Сапожников
МПК: B21B 37/74
Метки: выходе, горячей, полосы, прокатки, стана, температуры
...7. Каждый сумматор 7 имеет два входа: первый соединен с выходом задатчика 8 толщины, соединенным своими входами с измерителем 9 толщины и цепью 10 установки толщины, второй - с соответствующим выходом блока 11 распределения предварительного соотношения количества воды по межклетевым промежуткам. Входы группового сумматора 6 соединены с выходами умножителей 5 и выходом регулятора 12 температуры, соединенным своими входами с датчиком температуры 13 на выходе чистовой группы и с цепью 14 установки температурыконца прокатки,Устройство работает следующим образом, Блоком 11 через индивидуальные сумматоры 7 и умножители 5 на регулирующих клапанах устанавливаются напряжения, определяющие в зависимости от прокатываемого сортамента соотношения...
Регулятор температуры полосы на выходе стана горячей прокатки

Номер патента: 656682
Опубликовано: 15.04.1979
Авторы: Герцев, Дружинин, Закржевский, Колядич, Котлюба, Максименко, Мельников, Сапожников, Франценюк
МПК: B21B 37/44, B21B 37/74
Метки: выходе, горячей, полосы, прокатки, регулятор, стана, температуры
...через сумматор 9 и нелинейный преобразователь 10. Выход датчика 11 температуры на входе в чистовую группу соединен с входом блока 12 расчета 35 производной, выход которого подключен через делитель 13 к второму входу сумматора 9. Второй вход делителя 13 связан с выходом задатчика 14 темпа ускорения, ЮРегулятор температуры работает следующим образом.начинает увеличиваться в клетяхчистовой группы.Для того, чтобы температура на выходе стана оставалась постоянной,необходимо, не дожидаясь, когда увеличение температуры проявится за чистовой группой, компенсировать ее вмежклетевых промежутках охлаждающейводой, Количество охлаждающей воды,а следовательно, величина открытиярегулирующих клапанов определяетсяв зависимости от приращения скорости...
Предыдущий патент: Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто
Следующий патент: Рабочий рольганг обжимного прокатного стана
Случайный патент: Способ изготовления металлополимерных подшипников