Оснастка для литья в формы из сухих формовочных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
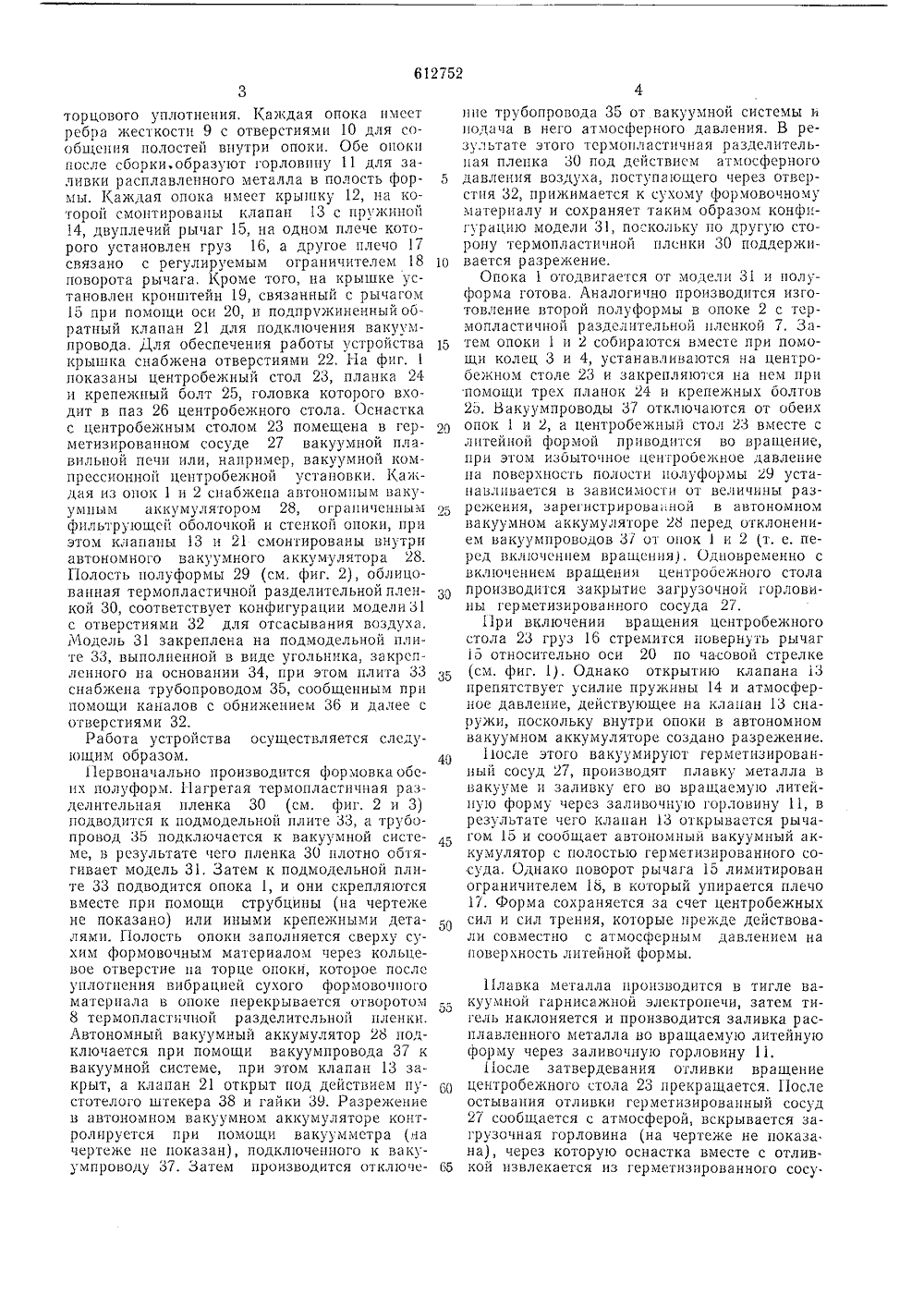
(43) Опубликовано сударственный комит вета Министров ССС 6,78. Бюллетень24) Дата опубликования описания 1306.7 2) Авторы изобретения Арзаиасо(71) Заявитель 54) ОСНАСТКА ДЛЯ ЛИТЬЯ В ФОРМЫ ИЗ СУХИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ2 Изобретение относится к области литейного производства н может быть использовано для центробежного литья тугоплавких химически активных металлов и сплавов, например титановых. 5Известны оснастки для изготовления отливок из тугоплавкпх химически активных металлов (например, титана) в вакууме, прп этом отливки в зависимости от предъявляемых к ним требований, конфигураций и веса 10 изготавливаются в металлических кокилях, в графитовых формах, в формах по выплавляемым моделям, в разъемных прессованных формах, отличаощихся высокой трудоемкостью изготовления. 15Кроме того, известна оснастка для литья в формы, полученные вакуумной формовкой из сухих формовочных материалов без связующего, включающая опоки с крышками и фильтрующими оболочками, образующими авто номные вакуумные аккумуляторы, клапаны для подключения соединительного вакуум- провода и термопластичную разделительную пленку, оформляющую полость литейной формы. 25Недостатком известного устройства является невозможность центробежной заливки тугоплавких химически активных металлов и сплавов в литейные формы, изготовленные из сухих формовочных материалов (без связующего) с применением вакуума. Целью изобретения является получение изделий из тугоплавких химически активных мсталлов во вращаемых формах.Указанная цель достигается тем, чго онокп снабжены дополнительными клапанами, связаннымп с двуплечими рычагами, смонтированными внутри автономного вакуумного аккумулятора, при этом на одном плс;е двуплсчих рычагов установлен груз, а другое плечо связано с регулируемыми ограничителями поворота рычагов; клапаны и двуплечпс рычаги смонтированы на крышке.На фиг. 1 изображена предлагаемая оснастка для изготовления литейных форм нз сухих формовочных материалов с применением вакуума в разрезе (после установки на цснтробежном столе); на фпг. 2 - опока (полу- форма) после вакуумной формовки; на фиг. 3 - модель с подмодсльной плитой,Оснастка для изготовления литейных форм нз сухих формовочных материалов с применением вакуума состоит пз двух опок 1 и 2 цилиндрической формы, скрепленных после формовки кольцамн 3 н 4. Внутри каждой онокп вмонтирована фильтрующая оболочка 5 в виде полуцилиндра с отверстиями малого диаметра для отсасывания воздуха и газов нз полости, заполненнон сухим формовочным магсриалом 6, прн этом формовочный материал отделен от полости формы термопластичной разделительной пленкой 7 с отворотом 8 д,.яторцового уплотнения. Каждая опока имеет ребра жесткости 9 с отверстиями 10 для сообщения полостей внутри опокн. Обе опокн после сборки, образуют горловину 11 для заливки расплавленного металла в полость формы. Каждая опока имеет крышку 12, на которой смонтированы клапан 13 с пружиной 14, двуплечий рычаг 15, на одном плече которого установлен груз 1 б, а другое плечо 17 связано с регулируемым ограничителем 18 поворота рычага, Кроме того, на крышке установлен кронштейн 19, связанный с рычагом 15 при помогци оси 20, и подпружиненныйобратный клапан 21 для подключения вакуум- провода, Для обеспечения работы устройства крышка снабжена отверстиями 22, На фиг. 1 показаны центробежный стол 23, планка 24 и крепежный болт 25, головка которого входит в паз 2 б центробежного стола. Оснастка с центробежным столом 23 помещена в герметизированном сосуде 27 вакуумной плавильной печи или, например, вакуумной компрессионной центробежной установки. Каждая из опок 1 и 2 снабжена автономным вакуумным аккумулятором 28, ограниченным фильтрующсй оболочкой и стенкой опоки, при этом клапаны 13 и 21 смонтированы внутри автономного вакуумного аккумулятора 28. Полость нолуформы 29 (см. фиг. 2), облицованная термопластичной разделительной пленкой 30, соответствует конфигурации модели 31 с отверстиями 32 для отсасывания воздуха, Модель 31 закреплена на подмодельной плите 33, выполненной в виде угольника, закрепленного на основании 34, при этом плита 33 снабжена трубопроводом 35, сообщенным при помощи каналов с обнижением 36 и далее с отверстиями 32.Работа устройства осуществляется следующим образом.11 ервоначально производится формовка обеих полуформ. Нагретая термопластичная разделительная пленка 30 (см. фиг. 2 и 3) подводится к подмодельной плите 33, а трубопровод 35 подключается к вакуумной системе, в результате чего пленка 30 плотно обтягивает модель 31. Затем к подмодельной плите 33 подводится опока 1, и они скрепляются вместе при помощи струбцины (на чертеже не показано) или иными крепежными деталями. Полость опоки заполняется сверху сухим формовочным материалом через кольцевое отверстие на торце опоки, которое после уплотнения вибрацией сухого формовочного материала ь опоке перекрывается отворотом 8 термопластичной разделительной пленки. Автономный вакуумный аккумулятор 28 подключается при помощи вакуумпровода 37 к вакуумной системе, при этом клапан 13 закрыт, а клапан 21 открыт под действием пустотелого штекера 38 и гайки 39. Разрежение в автономном вакуумном аккумуляторе контролируется при помощи вакуумметра (на чертеже не показан), подключенного к вакуумпроводу 37. Затем производится отключе 55 60 65 5 10 15 20 25 30 35 40 45 50 ние трубопровода 35 от вакуумной системы и подача в него атмосферного давления, В результате этого термопластичная разделительная пленка 30 под действием атмосферного давления воздуха, поступающего через отверстия 32, прижимается к сухому формовочному материалу и сохраняет таким образом конфигурацию модели 31, поскольку по другую сторону термопластичной пленки 30 поддерживается разрежение.Опока 1 отодвигается от модели 31 и полу- форма готова, Аналогично производится изготовление второй полуформы в опоке 2 с термопластичной разделительной пленкой 7, Затем опоки 1 и 2 собираются вместе при помощи колец 3 и 4, устанавливаются на центробежном столе 23 и закрепляются на нем при помощи трех планок 24 и крепежных болтов 2 о. Ыакуумпроводы 37 отключаются от обеих опок 1 и 2, а центробежныи стол 23 вместе с литейной формой приводится во вращение, при этом избыточное центробежное давление на поверхность полости нолуформы 29 устанавливается в зависимосги от величины разрежения, зарегистрирова,ной в автономном вакуумном аккумуляторе 28 перед отклонением вакуумпроводов 37 от онок 1 и 2 (т. е. перед включением вращения). Одновременно с включением вращения центробежного стола производится закрытие загрузочной горловины герметизированного сосуда 27.11 ри включении вращения центробежного стола 23 груз 1 б стремится повернуть рычаг 15 относительно оси 20 по часовой стрелке (см. фиг. 1). Однако открытию клапана 13 препятствует усилие пружины 14 и атмосферное давление, действующее на клапан 13 снаружи, поскольку внутри опоки в автономном вакуумном аккумуляторе создано разрежение.11 осле этого вакуумируют герметизированный сосуд 27, производят плавку металла в вакууме и заливку его во вращаемую литейную форму через заливочную горловину 11, в результате чего клапан 13 открывается рычагом 15 и сообщает автономныи вакуумный аккумулятор с полостью герметизированного сосуда. Однако поворот рычага 15 лимитирован ограничителем 18, в который упирается плечо 17. Форма сохраняется за счет центробежных сил и сил трения, которые прежде действовали совместно с атмосферным давлением на поверхность литейной формы. 11 лавка металла производится в тигле вакуумной гарнисажной электропечи, затем тигель наклоняется и производится заливка расплавленного металла во вращаемую литейную форму через заливочную горловину 11.11 осле затвердевания отливки вращение центробежного стола 23 прекращается. После остывания отливки герметизированный сосуд 27 сообщается с атмосферой, вскрывается загрузочная горловина (на чертеже не показа на), через которую оснастка вместе с отливкой извлекается из герметизированного сосу.хред Н. Рыбк Заказ 1472/7 Тираж 964митета Совета Министроретений и открытий35, Раушская наб., д. 4/ 1-1 П Типография, пр. С ова, 2 едактор 3. Ходако Изд Ъа о 14 осударственного ко по делам изоб 113035, Москва, Ж ПодпиСССР
СмотретьЗаявка
2384353, 06.07.1976
ПРЕДПРИЯТИЕ ПЯ Р-6762
ГРЕБЕШКОВ ВЕНИАМИН КОНСТАНТИНОВИЧ, КУЗНЕЦОВ ВАЛЕНТИН ПЕТРОВИЧ, ВОЛЬ БОРИС ЕВГЕНЬЕВИЧ, АРЗАМАСОВ МАРК ИВАНОВИЧ
МПК / Метки
МПК: B22D 13/04
Метки: литья, оснастка, сухих, формовочных, формы
Опубликовано: 30.06.1978
Код ссылки
<a href="https://patents.su/4-612752-osnastka-dlya-litya-v-formy-iz-sukhikh-formovochnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Оснастка для литья в формы из сухих формовочных материалов</a>
Опочная оснастка для изготовлениялитейных форм вакуумной формовкой

Номер патента: 846070
Опубликовано: 15.07.1981
Автор: Зябкин
МПК: B22C 21/01, B22C 9/03
Метки: вакуумной, изготовлениялитейных, опочная, оснастка, форм, формовкой
...и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4тому при наложении подопочной плиты на форму возле подопочной плиты, а, следовательно, по всей площади опоки создается зона равномерного вакуума. Высота опоки в 5 - 10 раз меньше ее ширины, поэтому, при использовании известной подопочной плить 1 и универсальной (без дополнительных вакуумпроводов) опоки, условия вакуумирования в центре формы в 2,5 - 5 раз хуке, чем у ее боковых стенок. При использовании предлагаемой подопочной плиты по всей боковой поверхности литейной формы ,за исключением лада) создаются одинаковые условия вакуумирования.На чертеже показана опочная оснастка, разрез.Подопочная плита содержит рабочую поверхность 1, на...
Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления

Номер патента: 980927
Опубликовано: 15.12.1982
Авторы: Гребешков, Гусев, Козлов, Комиссаров, Кузнецов, Лунев, Фирсуков
МПК: B22C 21/01, B22C 9/03
Метки: вакуумной, литейных, оснастка, форм, формовкой
...осью вращения, между которымиустановлена секция многосекционной опокиОснастка для осуществления способа характеризуется тем, что опока выполнена в виде секций; расположен-: ных по окружности и скрепленных между собой внешним кольцом, а основание выполнено в виде двух секторов, связанных между собой осью вращения, между которыми установлена секция многосекционной опокиНа фиг. 1 показана литейная Фор.ма в, сборе, общий вид; на фиг. 2 - оснастка для изготовления литейных Форм вакуумной формовкой, вид сбоку ф на Фиг. 3 - оснастка для изготовления литейных форм вакуумной формовкой, вид сверху; на Фиг. 4 - секция; на Фиг, 5 - литейная Форма, собранная под заливку, разрез.Литейная форма включает в себя несколько эаформованных секций 1,...
Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления

Номер патента: 1662739
Опубликовано: 15.07.1991
Авторы: Гребешков, Карпов, Перов, Пирайнен
МПК: B22C 9/03
Метки: вакуумной, литейных, оснастка, форм, формовкой
...полуформой (см.фиг.1),Изготовление верхней полуформы осуществляется аналогичным образом. Опока 1 с патрубком 11 подключается к вакуумной системе через фильтрующий элемент 3 после облицования модели (не показано) герметизирующим элементом 8,оформляющим стояк 13, литник 14, выпоры 15 и 16, рабочую полость 17 и заполнение опоки 1 формовочным материалом 5, изолированным от окружающей атмосферы герметизирующим элементом 7, а после снятия с формовочного стола с соответствующей моделью (не показан) поступает на сборку (см,фиг.1) и заливку.Выпоры 15 и 16 обеспечивают поступление из атмосферы в полость 17 воздуха, необходимого для сокращения конфигурации формы при заливке. В случае модели 22, установленной на модельной плите 20 в подшипнике 36...
Опочная оснастка для изготовления литейных форм вакуумной формовкой

Номер патента: 937102
Опубликовано: 23.06.1982
Авторы: Зябкин, Синев, Тихановская
МПК: B22C 21/01, B22C 9/03
Метки: вакуумной, литейных, опочная, оснастка, форм, формовкой
...что в подопочной плите выполнены замкнутые полости, сообщаемыес устройством для вентиляции формы.Аккумулятор может быть выполнен 1 Опутем обеспечения герметичности коробчатой конструкции подопоцной плитИ и выполнения в плите отверстий,сообщающих герметизированный объемс устройством вентиляции.15На чертеже показана конструкцияпредлагаемой опочной оснастки,Оснастка состоит из опоки 1 иподопочной плиты 2, На рабочей поверхности 3 плиты 2 установленасетка 4, защищенная перфорированнымлистом 5. Подопоцная плита 2 содержит замкнутые полости 6, сообщающиеся с объемом опоки 1 посредствомотверстий 7, сетки 4 и отверстий влисте 5. Заподлицо с листом 5 установлен уплотняющий элемент 8 в видерезиновых прокладок.Опочная оснастка работает следующим...
Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов

Номер патента: 1426692
Опубликовано: 30.09.1988
Авторы: Голофаев, Кузнецов, Пучков, Сытников
МПК: B22C 9/03, G01N 25/58
Метки: вакуумной, испытания, литейных, оснастка, форм, формовкой, формовочных
...материал 28-33требуемой зернистости (Фиг,4 и 5),согласно условиям проводимых испытаний, производят виброуплотнение после чего устанавливают стаканы 20 сдвойным дном, причем наружные поверхности стенок стаканов 20 выполнены3 14266 со скосом (фиг. 3), благодаря которым стаканы легко и с достаточным уплотнением к боковым стенкам полости полуформы внедряют в формовочный материал 28-33 песчаных образцов. После установки стаканов 20 произво- дят дальнейшее заполнение формовочным материалом 36 полости опоки 13 до уровня контрлада, наложение пленки 37 и вакуумирование полости опоки посредством подключения верхней вакуумной камеры 19 к внешней вакуумной системе через патрубок 15 и вакуумирование формовочного материала 28-33 в полостях...
Предыдущий патент: Машина для изготовления безоопочных литейных форм
Следующий патент: Способ многопроходного нарезания резьбы
Случайный патент: Сигнализатор воздушного потока