Установка для изготовления офсетных биметаллических печатных форм—ik: . goc; ashannr;: ; lt; v;: r. v; vrv, si: of ил: ьii.; -. i. -: . г1: . -нгv
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
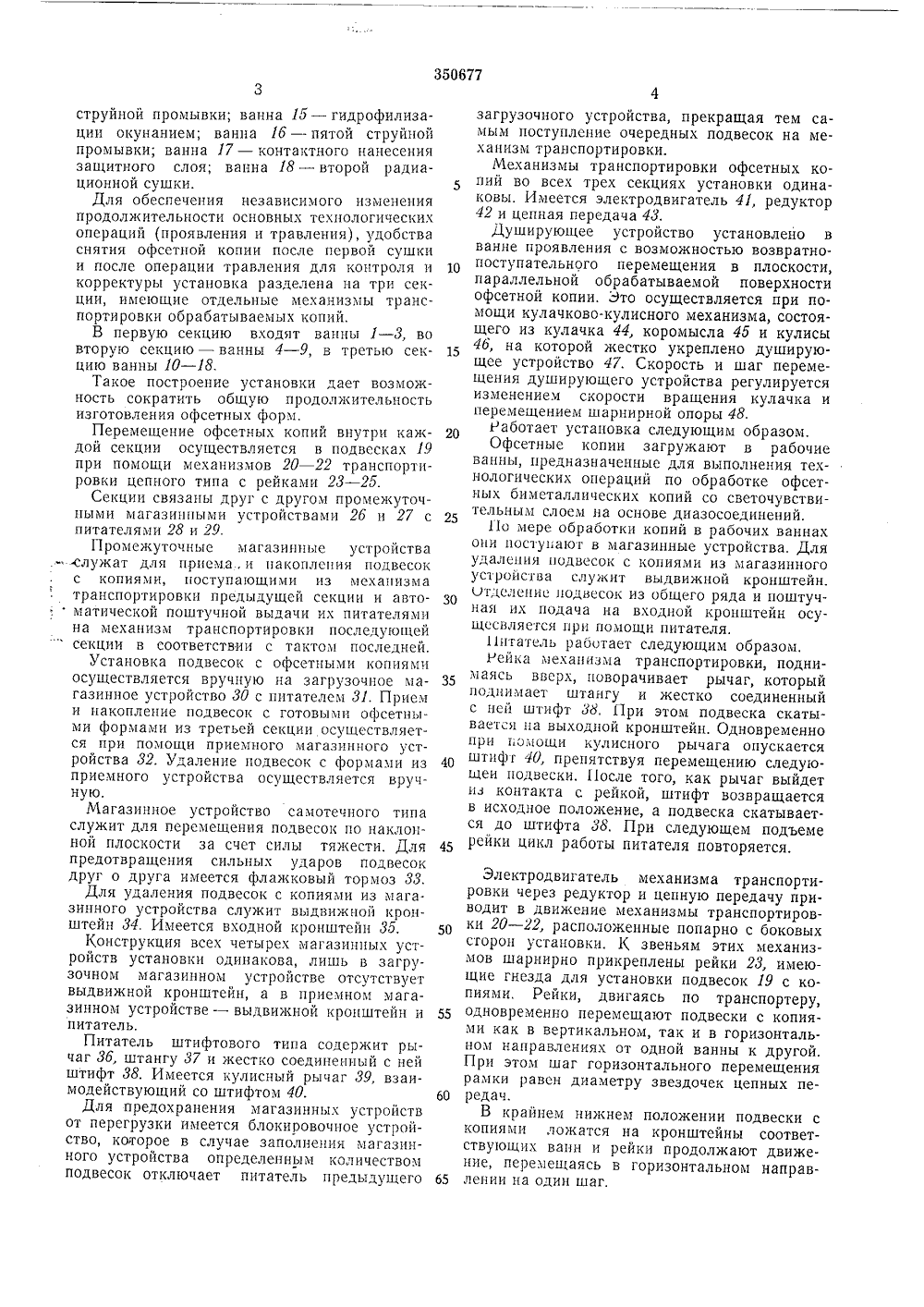
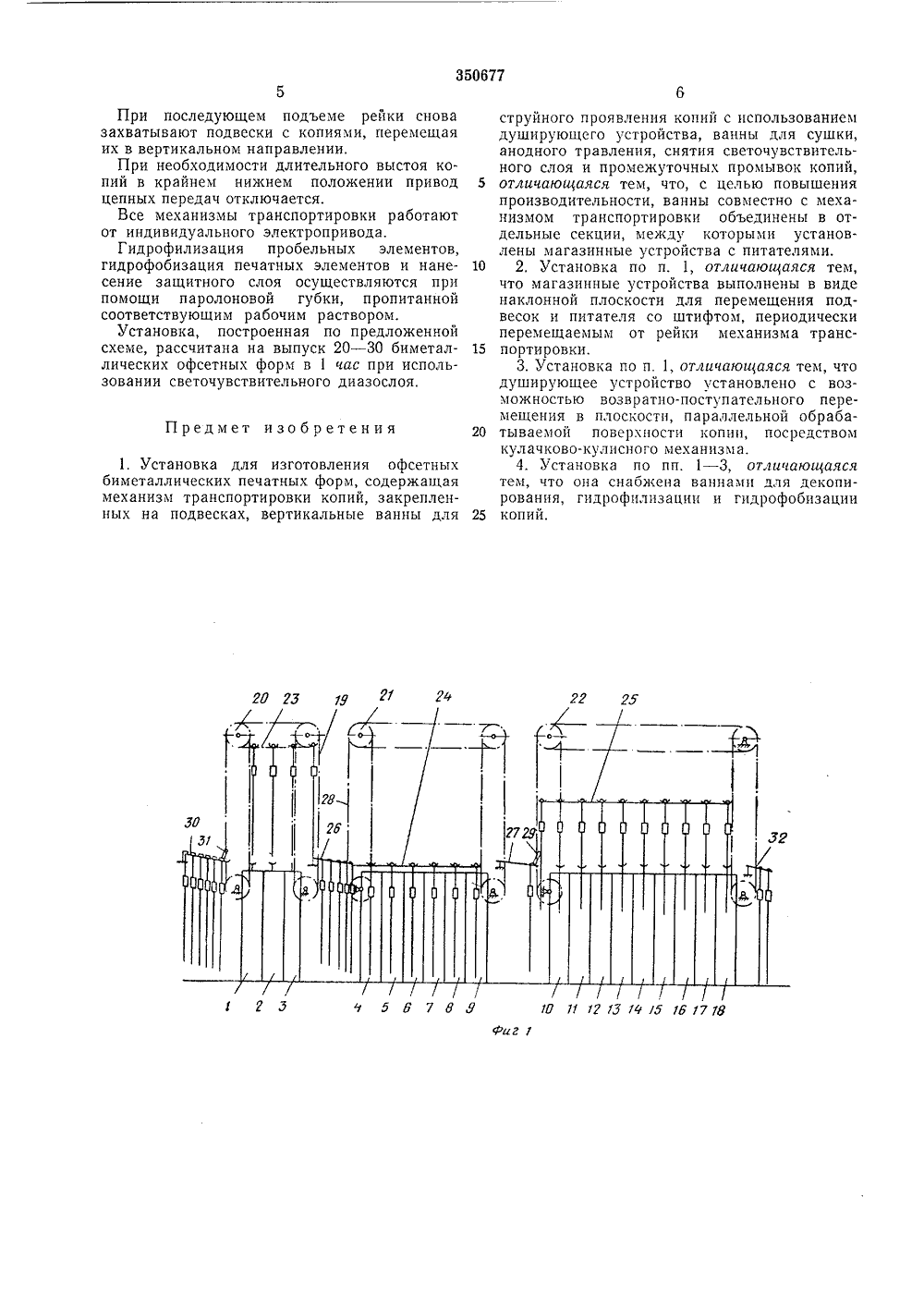
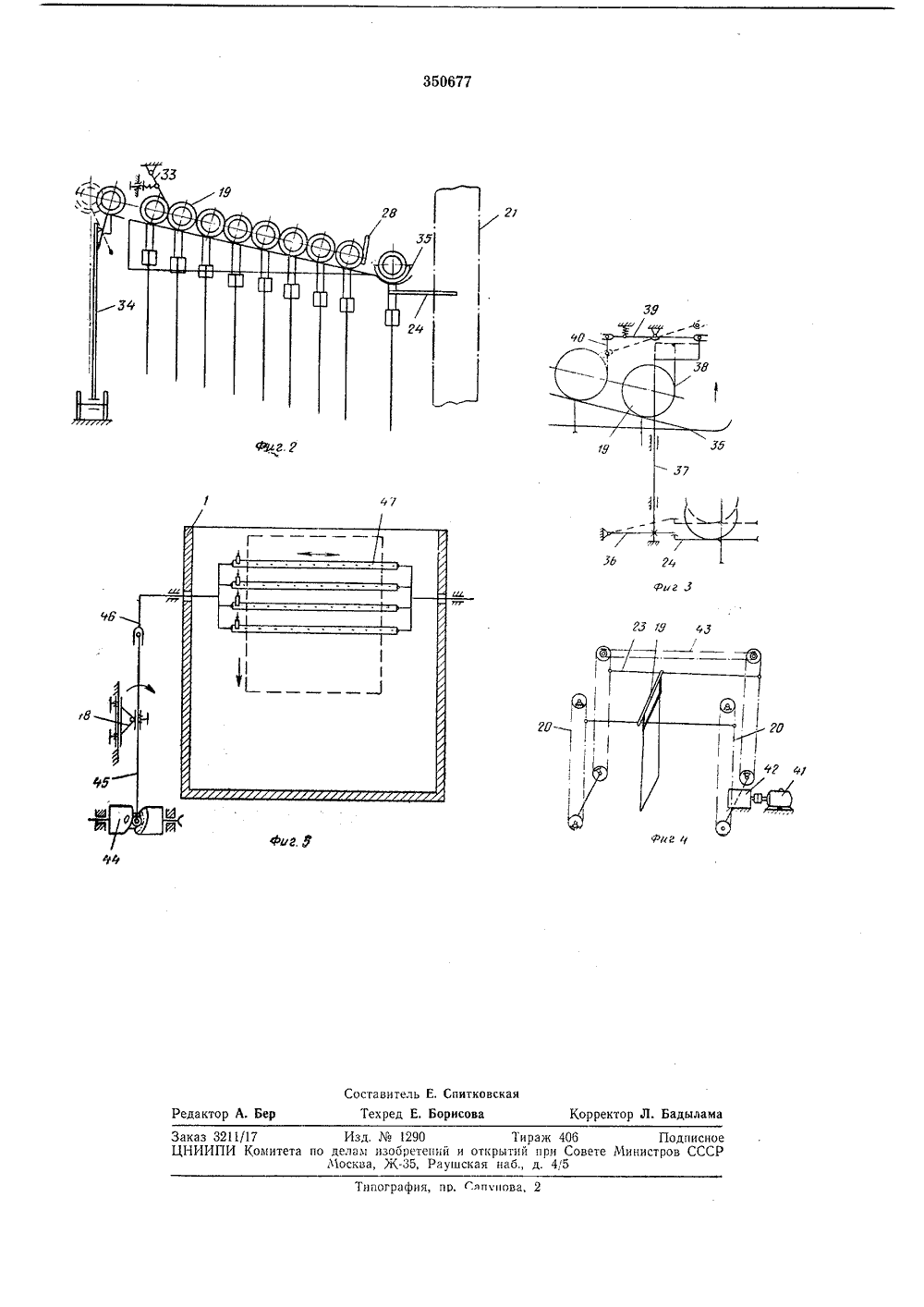
350677 ОПИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУСоюз Соввтскиа Свцивлистичвскиз РвсвуОлииЗависимое от авт. свидетельстваЗаявлено 26.Х,1970 ( 1487059/28-12)с присоединением заявкиПриоритетОпубликовано 13,1 Х,1972. Бюллетень Х 27 1. Кл. В 41 п 1/08 Комитет ос делам изосретеиий и отирытив ори Совете Министров СССР.197 та опубликования описания довин, В. П. Вербицкий, В, М. Кривоше и М. И. Беккер о-исследовательский институт оборудованияизданий, картонной и бумажной тарыьное конструкторское бюро полиграфическогомашиностроения СТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОФСЕТНЫ БИМЕТАЛЛИЧЕСКИХ ПЕЧАТНЫХ ФОРМИзобретение относится к полиграфической промышленности.Известна установка для изготовления офсетных биметаллических печатных форм, содержащая механизм транспортировки копий, закрепленных на подвесках, вертикальные ванны для струйного проявления копий с использованием души рующего устройства, ванны для сушки, анодного травления, снятия светочувствительного слоя и промежуточных промывок копий. Однако на такой установке невозможно выполнять все операции технологического процесса изготовления биметаллических офсетных форм после копирования. Процесс обработки биметаллических офсетных копий на известных установках заканчивается или промывкой формы после снятия светочувствительного слоя или следующими затем операциями нанесения и сушки защитного слоя, Обработка печатающих и пробельных элементов формы выполняется вручную вне установок,Для повышения производительности в предложенной установке ванны вместе с механизмом транспортировки объединены в отдельные секции, между которыми установлены магазинные устройства с питателями, выполненные в виде наклонной плоскости для перемещения подвесок и питателя со штифтом, периодически перемещаемым от рейки Авторы зобретеция В, И. Борисов,Заявители Всесоюзный науч для печатных и Одесское специамеханизма транспортировки. Душирующее устройство установлено с возможностью возвратно-поступательного перемещения в плоскости, параллельной обрабатываемой поверх ности копии, при помощи кулачково-кулисного механизма. Установка снабжена также ваннами для декопировация, гидрофилизации и гидрофобизации копий.На фиг. 1 изображена принципиальная схе- О ма установки; на фиг. 2 - схема магазинногоустройства с перемещением подвесок под действием силы тяжести; ца фиг. 3 - схема механизма пцтателя; ца фиг, 4 - схема механизма транспортировки подвесок с офсетны мц копиями; на фиг. 5 - схема механизмаперемещения душирующего устройства.Установка содержит систему транспортировки офсетных копий и восемнадцать вертикальных рабочих вацц 1 - 18.О Ванны расположены в следующем порядке:ванна 1 - струйного проявления, ванна 2 - первой струйной промывки, ванна 3 - первой радиационной сушки, ванны 4, 5, б - анодного травления; ванна 7 - второй струйной 5 промывки; ванна 8 - снятия слоя окунанием;ванна 9 - струйно-щеточной промывки; ванна 10 - деканирования окунанием; ванна 11 - третьей струйной промывки; ванна 12 - контактной гидрофцлизации; ванна 13 - контакт- О ной гидрофобизации; ванна 14 - четвертой5 10 15 20 25 30 35 40 45 50 55 60 65 струйной промывки; ванна 16 - гидрофилизации окунанием; ванна 16 - пятой струйной промывки; ванна 17 - контактного нанесения защитного слоя; ванна 18 - второй радиационной сушки.Для обеспечения независимого измененияпродолжительности основных технологических операций (проявления и травления), удобства снятия офсетной копии после первой сушки и после операции травления для контроля и корректуры установка разделена на три секции, имеющие отдельные механизмы транспортировки обрабатываемых копий.В первую секцию входят ванны 1 - 3, вовторую секцию - ванны 4 - 9, в третью секцию ванны 10 - 18.Такое построение установки дает возможность сократить общую продолжительность изготовления офсетных форм,Перемещение офсетных копий внутри каждой секции осуществляется в подвесках 19 при помощи механизмов 20 - 22 транспортировки цепного типа с рейками 23 - 25.Секции связаны друг с другом промежуточными магазинными устройствами 26 и 27 с питателями 28 и 29.Промежуточные магазинные устройства .- лужат для приема., и накопления подвесокс копиями, поступающими из механизма транспортировки предыдущей секции и авто,матической поштучной выдачи их питателямина механизм транспортировки последующейсекции в соответствии с тактом последней.Установка подвесок с офсетными копиямиосуществляется вручную на загрузочное магазинное устройство 30 с питателем 31. Прием и накопление подвесок с готовыми офсетными формами из третьей секции осуществляется при помощи приемного магазинного устройства 32. Удаление подвесок с формами из приемного устройства осуществляется вручную.Магазинное устройство самотечного типаслужит для перемещения подвесок по наклонной плоскости за счет силы тяжести. Для предотвращения сильных ударов подвесок друг о друга имеется флажковый тормоз 33.Для удаления подвесок с копиями из мага.зинного устройства служит выдвижной кронштейн 34, Имеется входной кронштейн 35.Конструкция всех четырех магазинных устройств установки одинакова, лишь в загрузочном магазинном устройстве отсутствует выдвижной кронштейн, а в приемном магазинном устройстве - выдвижной кронштейн и питатель.Питатель штифтового типа содержит рычаг 36, штангу 37 и жестко соединенный с ней штифт 38. Имеется кулисный рычаг 39, взаимодействующий со штифтом 40.Для предохранения магазинных устройствот перегрузки имеется блокировочное устройство, которое в случае заполнения магазинного устройства определенным количеством подвесок отключает питатель предыдущего загрузочного устройства, прекращая тем самым поступление очередных подвесок на механизм транспортировки.Механизмы транспортировки офсетных копий во всех трех секциях установки одинаковы. Имеется электродвигатель 41, редуктор 42 и цепная передача 43.Душ ирующее устройство установлено в ванне проявления с возможностью возвратно- поступательного перемещения в плоскости, параллельной обрабатываемой поверхности офсетной копии. Это осуществляется при помощи кулачково-кулисного механизма, состоящего из кулачка 44, коромысла 45 и кулисы 46, на которой жестко укреплено душирующее устройство 47. Скорость и шаг перемещения душирующего устройства регулируется изменением скорости вращения кулачка и перемещением шарнирной опоры 48.Работает установка следующим образом.Офсетные копии загружают в рабочие ванны, предназначенные для выполнения технологических операций по обработке офсетных биметаллических копий со светочувствительным слоем на основе диазосоединений.По мере обраоотки копий в рабочих ваннах они поступают в магазинные устройства. Для удаления подвесок с копиями из магазинного устройства служит выдвижной кронштейн. Отделение подвесок из общего ряда и поштучная их подача на входной кронштейн осущесвляется при помощи питателя.1 Итатель раоотает следующим образом.Рейка механизма транспортировки, поднимаясь вверх, поворачивает рычаг, который поднимает штангу и жестко соединенный с ней штифт 38, При этом подвеска скатывается на выходной кронштейн. Одновременно при помощи кулисного рычага опускается штифт 40, препятствуя перемещению следующеи подвески. После того, как рычаг выйдет из контакта с рейкой, штифт возвращается в исходное положение, а подвеска скатывается до штифта 38. При следующем подъеме рейки цикл работы питателя повторяется.Электродвигатель механизма транспортировки через редуктор и цепную передачу приводит в движение механизмы транспортировки 20 - 22, расположенные попарно с боковых сторон установки. К звеньям этих механизмов шарнирно прикреплены рейки 23, имеющие гнезда для установки подвесок 19 с копиями, Рейки, двигаясь по транспортеру, одновременно перемещают подвески с копиями как в вертикальном, так и в горизонтальном направлениях от одной ванны к другой. При этом шаг горизонтального перемещения рамки равен диаметру звездочек цепных передач.В крайнем нижнем положении подвески с копиями ложатся на кронштейны соответствующих ванн и рейки продолжают движение, перемещаясь в горизонтальном направлении на один шаг,350677 Ы 7 11 12 1.У 14 /5 1 Б 1 7 1 В и При последующем подъеме рейки снова захватывают подвески с копиями, перемещая их в вертикальном направлении.При необходимости длительного выстоя копий в крайнем нижнем положении привод цепных передач отключается,Все механизмы транспортировки работают от индивидуального электропривода,Гидрофилизация пробельных элементов, гидрофобизация печатных элементов и нанесение защитного слоя осуществляются при помощи паролоновой губки, пропитанной соответствующим рабочим раствором.Установка, построенная по предложенной схеме, рассчитана на выпуск 20 - 30 биметаллических офсетных форм в 1 час при использовании светочувствительного диазослоя. Предмет изобретения 1. Установка для изготовления офсетных биметаллических печатных форм, содержащая механизм транспортировки копий, закрепленных на подвесках, вертикальные ванны для гд гЯ 1 У Р 1 г 4 струйного проявления копий с использованием душирующего устройства, ванны для сушки, анодного травления, снятия светочувствительного слоя и промежуточных промывок копий, 5 отличающаяся тем, что, с целью повышенияпроизводительности, ванны совместно с механизмом транспортировки объединены в отдельные секции, между которыми установлены магазинные устройства с питателями.10 2, Установка по п. 1, отличающаяся тем,что магазинные устройства выполнены в виде наклонной плоскости для перемещения подвесок и питателя со штифтом, периодически перемещаемым от рейки механизма транс портировки.3, Установка по п, 1, отличающаяся тем, чтодуши рующее устройство установлено с возможностью возвратно-поступательного перемещения в плоскости, параллельной обраба тываемой поверхности копии, посредствомкулачково-кулисного механизма.4. Установка по пп. 1 - 3, отличающаясятем, что она снабжена ваннами для декопирования, гидрофилизации и гидрофобизации 25 копий.350677 г.Г иа 3 Составитель Е, Спитковскаядактор А. Бер Техред Е, Борисова Корректор Л. Бадылама Типография, пр. Сдпвюв аказ 3211/17ЦНИИПИ Комитета Изд.1290 Тираж 406 Подписноделам изобретений и открытий при Совете Министров СССРЧосква, Ж, Раушская наб д, 4,5
СмотретьЗаявка
1487059
В. И. Борисов, В. Г. Вдовин, В. П. Вербицкий, В. М. Кривошеев, М. И. Беккер, Всесоюзный научно исследовательский институт оборудовани, печатных изданий, картонной, бумажной тары, Одесское специальное конструкторское бюро полиграфического
МПК / Метки
МПК: B41N 1/08
Метки: ashannr, ii•, биметаллических, иль, нгv, офсетных, печатных, форм—ik
Опубликовано: 01.01.1972
Код ссылки
<a href="https://patents.su/4-350677-ustanovka-dlya-izgotovleniya-ofsetnykh-bimetallicheskikh-pechatnykh-formik-goc-ashannr-lt-v-r-v-vrv-si-of-il-ii-i-g1-ngv.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления офсетных биметаллических печатных форм—ik: . goc; ashannr;: ; lt; v;: r. v; vrv, si: of ил: ьii.; -. i. -: . г1: . -нгv</a>
Стопорное устройство для контроля исполнительных механизмов линейного перемещения

Номер патента: 1381464
Опубликовано: 15.03.1988
МПК: G05G 5/06
Метки: исполнительных, линейного, механизмов, перемещения, стопорное
...со стопорным клиновым усгрйством.Стопорное клиновое устройство в(п(г(цено в виде двух подпружиненных к корпелклиньев 3 и 4, установленных нд п(токах 5 и 6 с возх(ожцостью цоступатсльцго перемещения перпендикулярно персмец(с ццк выходного звена 7 исполнительногмеханизма 2, сопряженных с корпусом 1 и плечами 8 и ) двуплечего рычагд 1), стс(- цовлецного в корпусенд оси 1 и связанного плечом 9 и с выходным зцешм 7 исполнительного механизма 2.Клинья 3 ц 4 в положении рдсфиксации выходиго звена 7 исполнительцг л(еханизма 2 скрсцлецы с корпусомс ц мощью съемных чек 12, установленных в отверстиях 13 штоков 5 и 6. Клинья 3 и 4 поджаты пружинами 14.Стопорнос устройстврабгдст с,(с,( щим образом.Гри провсрке исполнительного мехдни.- ма 2 нд...
Устройство для управления электроприводом механизма горизонтального перемещения подвешенного на канате груза

Номер патента: 1527134
Опубликовано: 07.12.1989
Авторы: Афанасьев, Крыжановская, Кулешов
МПК: B66C 13/06
Метки: горизонтального, груза, канате, механизма, перемещения, подвешенного, электроприводом
...груза,Цепь изобретения - повышение точности демпфирования колебаний грузана гибкой подвеске.На чертеже изображена блок-схема Оустройства для управления электроприводом механизма горизонтального перемещения подвешенного на канате груза.Устройство содержит программно-временное устройство (ПВУ) 1, имеющее 15два выхода, второй выход соединен свходом консервативного звена 2, а первый - с первым входом сумматора 3.Выход консервативного звена 2 соединен с вторым входом сумматора 3 и с 20входом дифференцирующего звена 4,третий и четвертый входы сумматора 3подключены соответственно к датчику5 скорости электродвигателя 6 и к датчику 7 углаотклонения грузового 25каната 8, а дополнительный пятыйвход - к выходу блока 9...
Устройство для управления приводом механизма горизонтального перемещения груза на гибком подвесе

Номер патента: 1803379
Опубликовано: 23.03.1993
МПК: B66C 13/22
Метки: гибком, горизонтального, груза, механизма, перемещения, подвесе, приводом
...а датчика 4, что иосуществляется интегратором 8.Как видно иэ фиг.1,5 1зи а = -(Ч 1 - Чг) стили, при малых углах а,где . - длина гибкого подвеса 3,Контур регулирования скорости механизма 1 с регулятором б и обратной связью от датчика 5 может быть приближенно описан передаточной функцией Кп20 "( ) Тп Р+1 где К -коэффициент усиления замкнутогоконтура регулирования скорости механизма1,Тп-эквивалентная постоянная времениэтого контура,Р - оператор Лапласа.Тогда, учитывая выражения (6) и (4),структурная схема контура регулирования30 угла а будет иметь вид, показанный нафиг.3,где Я(Р) - передаточная функция регулятора угла а. Из этой структурной схемыследует, что. передаточная функция объектарегулирования в контуре И, (р) - ," . (8) Рэ+ 1 г+о...
Устройство для управления приводом механизма горизонтального перемещения подъемно-транспортного средства

Номер патента: 1805093
Опубликовано: 30.03.1993
Авторы: Бурыкин, Вассерман, Голев, Лампер, Певзнер, Толпин, Чумичев
МПК: B66C 13/22
Метки: горизонтального, механизма, перемещения, подъемно-транспортного, приводом, средства
...19 и выпрямитель 18 тиристорный коммутатор 9 открывается,прикладывается к делителю, состоящему из Привод работает на реостатной характерирезисторов 20, 21, 22 и 23. Пороговый элв- .стикеП,мент,. состоящий иэ стабилитронов 26 и.27, При переводе командоконтроллера 8 вподключенный к резисторам 22 и 23, открыт 10 четвертое положение через замкнувшийсяи по излучающему диоду 25 оптотиристора контакт 36 подключается катушка 33 контак 24 течет ток, ограничиваемый резистором тора ускорения П 1-й ступени, контакты 3068. Этот ток обеспечивает открытие силово- которого выводят часть сопротивления в рогопереходаоптотиристора 24, обеспечивая торе электродвигателя 1 и электроприводподачу сигнала управления через фототири-. 15 работает на...
Механизм шагового перемещения зубчатой рейки

Номер патента: 1462056
Опубликовано: 28.02.1989
Авторы: Кузевич, Мухин, Мухина
МПК: F16H 27/02
Метки: зубчатой, механизм, перемещения, рейки, шагового
...весь привод связан также с корпусом 1.Механизм работает следующим образом.Поворачивая кольцевой элемент 19 с помощью его скошенных пазов (не показаны), поджимают в направлении к ползуну 6 плечи 12 и 17 рычагов 11 и 15, При этом плечи 10 рычагов 11 приподнимают полукольца 9, освобождая рейку 5, а плечи 16 рычагов 15 выходят из зацепления с зубцами рейки 5, Под действием пружин 24 планки 23 расходятся, параллелограмм сжимается по большой диагонали и с помощью шарнира 25 устанавливает ползун 6 в исходное положение. Рейку 5 возвращают в исходное положение вручную или с помощью специального привода (не показан). Затем поворачивают кольцевой элемент 19 в обратную сторону. Он освобождает рычаги 11 и 15, в результате чего упругие...
Предыдущий патент: Агрегат для изготовления форзацев
Следующий патент: Устройство для гравирования цилиндрических и конических деталей
Случайный патент: Патентно-, q" тьхкяческая "биииитеклв. а. щербов