Способ горячего деформирования металлов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1784390
Автор: Вакалов


Текст
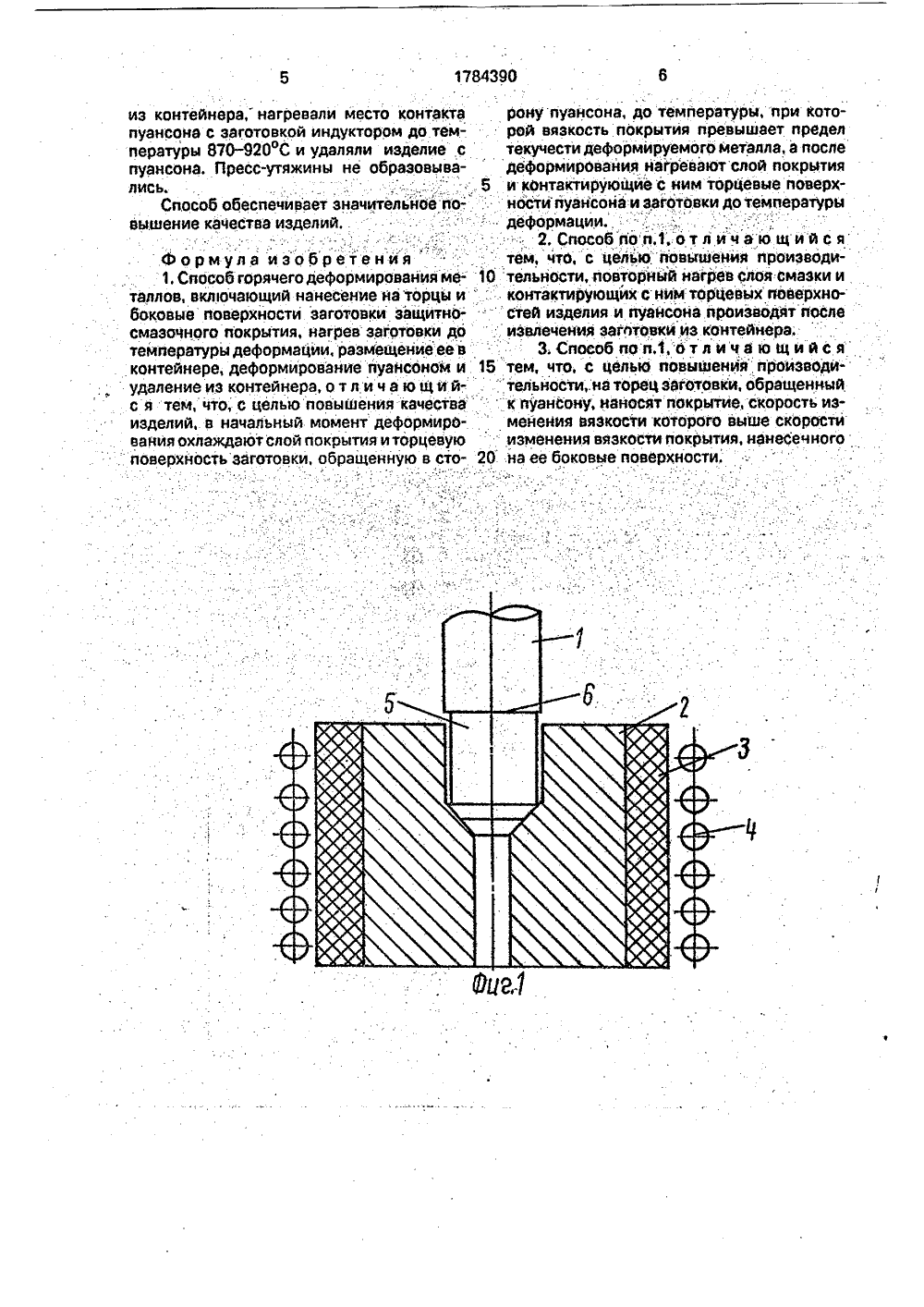
(5)5 ГОСУДАРСТВЕНЙО ВЕДОМСТВО ССС ГОСПАТЕНТ ССС ТЕНТНО Р( Р)ОПИСАНИЕ ИЗОБРК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Я 2(21) 4889160/27. удаление из контейнера, при этом в началь- (22) 06.11,90:". ный момент деформирования охлаждают (46) 30,12.92. Бюл. М 48 слой покрытия и торцевую поверхность за- (71) Омский филиал Научно-исследователь-:.- готовки, обращенную в сторону пуансона, ского института технологии и организации до температуры, при которой вязкость по- производства двигателей, крытия превышает"предел текучести дефор- (72) А.А.Вакалов - . мируемого металла, а после (56) Авторское свидетельство СССР: ., деформирования нагревают слой покрытия М 617147, кл. В 21 Э 1/04, 1977. и контактирующие-с нимторцевые поверх- (54) СПОСОБ ГОРЯЧЕГО ДЕфОРМИРОВА- ности пуансонаизаготовкидотемпературы НИЯ МЕТАЛЛОВ деформации, причем повторный нагрев (57) Использование: в области обработки слоя смазки и контактирующих с ним торце- металлов давлением, при горячем прессова- вых поверхностей. изделия и пуансона пронии, выдавливании и закрытой объемной изводят после извлечения заготовки из штамповке. Сущность изобретения: способ контейнера. Скорость изменения вязкости включает в себя нанесение на торцы и боко- покрытия, нанесенного на "торец заготовки,вые поверхности заготовки защитно-сма- обращенный к пуансону, выше скорости иэ- Б зочного покрытия, нагрев заготовкидо менения вязкости покрытия, нанесенного температуры деформации, размещение в на боковые поверхности заготовки. 2 э.п, контейнере, деформирование пуансоном и ф-лы, 3 ил. Изобретение относится к обработке металлов давлением и может быть использовано при горячем прессовании, выдавливании и закрытой объемной штамповке изделий типа стержня с головкой или фланцем.Известенспособ горячего деформирования металлов, по которому на торцы и боковую поверхность заготовки наносятэа-щитно-смазочное покрытие, нагревают заготовку до температуры деформации, размещают ее в контейнере, нагретом до температуры деформации, прессуют пуансоном, нагретым до температуры ниже температуры деформации, и удаляют из контейнера.Недостатком известного способа является возможность образования пресс-утяжины, а также сложность удаления деформированных изделий из полости контейнера, снижающие качество изделий.Целью изобретения является повышение качества изделий за счет устранения возникновения пресс-утяжины и облегчение удаления изделий из контейнера.Для этого по способу горячего деформирования металлов, включающему нанесение на торцы и боковую поверхностьзаготовки защитно-смазочного покрытия,нагрев заготовки до температуры деформации, размещейие ее в контейнере, деформирование пуансоном и удаление изконтейнера, в начальный момент деформировэния охлаждают слой покрытия и торцевую поверхйость заготовки, обращенную всторону йуаФонфа; дотемпературы, при которой вязкость покрытия превышает пределтекучести деформируемого металла, а последеформирования нагревают слой покрытияи контактирующие с ним торцевые поверхности пуансона и заготовки до температурыдеформации металла.Повторный нагрев слоя смазки и контактирующих с ним торцевых поверхностейизделий и пуансона пройзводятпосле извлеЧения заготовки из контейнера,Кроме того, йа торец заготовки, обращенный к пуансону, наносят покрытие, скорость"Иэмененйявязкости которого вышескоростй изменения вязкости покрытия, нанесенного на ее боковые поверхности. Последнее повышает"производительйость,На фиг 1 изображен штамп в начальнойстадий деформирования; на фиг,2 - то же, вокончательной стадии деформировэния; нафиг.З - тоже, после извлечения заготовкииз контейнера.Штамп состоит из пуайсона 1, контей-.нера 2, теплоизоляции 3 и нагревателя 4.Способ осуществляется следующим образом.На заготовку 5 наносят защитно-смазочное покрытие и нагревают ее до верхнего предела температурного интерваладеформирования вне штампа, контейнер 2нагревают до нижйего предела температурного интервала деформирования, а пуансон1 нагревают до температуры ниже температуры деформирования. Нагретую заготовку5 помещают в контейнер 2 и опускают пуан-сон 1 до соприкосновения с торцом заготовки 5. Охлаждают слой смазки 6 и торецзаготовки 5 пуансоном 1 до их надежногосцепления и производят вйдавливэние металла заготовки. Затем в конце хода пуансо-на 1 нагревают слой смазки 6 и. контактирующую с ним торцевую поверхность изделия 7 до нижнего предела температурного интервала деформирования.Вязкость слоя "смазки резкоснйжается ийуансон свободно отводится в- верхнее положение; где его вновь охлаждают. Изделие7 извлекают из контейнера 2, и цикл повторяется,В другом слуЧае после окончания выдавливания пуансон вместе с изделием,удерживающимся на пуансоне эа счет силсцепления, извлекают иэ матрицы, нагревают слой смазки и торцевые поверхности пуансона и изделия и свободно удаляют изделие с пуансона.Резкого изменения вязкости покрытия5 при незначительном изменении температуры добиваются нанесением на торцы заготовки покрытия, скорость изменениявязкости которого выше скорости изменения вязкости покрытия, нанесенного на ее10 боковые поверхности,Таким образом, подобрав необходимыйсостав покрытия и температурный интервалнагрева и охлаждения, добиваются при определенном понижении температуры тако 15 го состояния, когда покрытие как бы спаяетзаготовку и пуансон. Тем самым предотвращается смещение центральной части заготовки э направлении течения металла. Приповышении температуры покрытие вновь20 обретает свое первоначальное свойствосмазки, вязкость его резко снижается и пуансон свободно отрываетСя от изделия.:П р и м е р. Заготовку из титановогосплава ВТЗпокрывают защитно-смазоч 25 ным покрытием ЗВТ. нагревают до температуры 920 С и помещают контейнер,нагретый до температуры 870 С. При данной температуре вязкость покрытия составляет 5 10 МПа сионоявляетсяхорошей30 смазкой при прессовании, а также предохраняет заготовку от окисления.Пуансон нагревают до температуры600 С, Затем заготовку размещают в контейнере таким образом, чтобы ее торец на35 1-2 мм вйступал из контейнера. Диаметрзаготовки выполняют на 1-2 мм меньше диаметра контейнера, чтобы выдавливаниепроисходило при закоытой полости контейнера. Выступающий торец заготовки охлэж 40 дают пуансоном при его соприкосновении сзаготовкой или путем, подачи на него и пуансон хладагентэ после их смыкания. Охлаждение производят до температуры720-750 С. Тем самым повышают вязкость45 покрытия до 70 - 80 МПа с, что соизмеримос пределом текучести сплава ВТЗ, который при температуре 870-920 ОС составляет70 МПа.После охлаждения слоя смазки и кон 50 тактирующих торцов пуансона и заготовкипроизводят выдавливание, В конце процесса путем выдержки нагревают слой смазкии контактирующие поверхности до температуры 850-870 С; Отводят пуансон в верхнее55 положение, где его охлаждают до температуры 600 С, а иэделие извлекают из контейнера,В другом случае заготовку после деформироаания извлекали вместе с пуансономиз контейнера, нагревали место контакта рону пуансона, до температуры,при кото- пуансона с заготовкой индуктором до тем- рой вязкость покрытия превыщэет предел пературы 870-920 С и удаляли изделие с текучести деформируемого металла, э после пуансона. Пресс-утяжины не образовывэ- деформирования нагревают слой покрытия лись. 5 и контактирующие с ним торцевые поверхСпособ обеспечивает значительное по-. . ноСти пуансона и заготовки до температуры вывение качества изделий.деформации,2, Способ по: п.1, о т л и ч а ю щ и й с я.Формула изобретения.тем, что, с целью повышения производи. Способ горячего деформирования ме тельности, повторный нагрев слоя смазки и таллов, включающий нанесение на торцы и . контактирующих с ним торцевых поверхнобоковые поверхности заготовки защитно- стай изделия и пуансона производят после смазочного покрйтия, нагрев заготовки до .извлечения заготовки из контейнера.температуры деформации, размещение ее в3. Способ по й,1,о т л ич а ю щ и й с я контейнере, деформйрование йуансоном и 15 тем, что, с целью повышения производи- удаление из контейнера, о т л и ч а ю щйй- .тельйости,.на торец заготовки, обращенйыи с я тем, что, с целью повышения качества " к пуансону, наносят покрытие, скорость изизделий, в начальный момент деформиро- менения вязкости которого выше скорости вания охлаждэютслой покрытия и торцевую изменения вязкости покрытия, нанесечного поверхность заготовки, обращенную в сто на ее боковые поверхности,1784390 6 цгЗСоставитель А.Вакаловехред М,Моргентал Корректо А.Бер Заказ 4336 ВНИИПИ Гос Тираж Подписноевенного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/б водственно-издательский комбинат "Патент"г. Ужгород, ул. Гагарина, 10
СмотретьЗаявка
4889160, 06.11.1990
ОМСКИЙ ФИЛИАЛ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ДВИГАТЕЛЕЙ
ВАКАЛОВ АЛЕКСАНДР АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21J 1/04
Метки: горячего, деформирования, металлов
Опубликовано: 30.12.1992
Код ссылки
<a href="https://patents.su/4-1784390-sposob-goryachego-deformirovaniya-metallov.html" target="_blank" rel="follow" title="База патентов СССР">Способ горячего деформирования металлов</a>
Способ удаления выступающих дефектов с поверхности эпитаксиальных слоев

Номер патента: 433570
Опубликовано: 25.06.1974
Авторы: Митрофанов, Смирнов, Чеховской
МПК: H01L 21/304
Метки: выступающих, дефектов, поверхности, слоев, удаления, эпитаксиальных
...удаляя выступающие дефекты, могутповредить эпптаксиальный слой.Цель изоорстения - создание способа, позволяющего повысить качество поверхностиэпитаксиальных слоев, т. е. удалить острые10 выступающие дефекты без влияния на остальную поверхность эпитаксиального слоя,Это достигается тем, что предварительновсю поверхность эпитаксиального слоя окисляют, а шлифование осуществляют с по 15 мощью плоского полировальника с канавкаНа чертеже схематически представлена полупроводниковая пластина с эпитаксиальнымслоем на операции обработки с помощью20 плоского полировальника,По предлагаемому способу после эпитаксиального выращивания слоя 1 на полупроводниковой пластине 2 всю поверхность эпитаксиального слоя 1 окисляют. Окисел выполня 25 ет функцию...
Покрытие для определения предельного деформированного состояния нагруженных деталей

Номер патента: 1113702
Опубликовано: 15.09.1984
Авторы: Михалко, Присевок, Санников, Федорцев, Череватый
МПК: G01N 3/00
Метки: деформированного, нагруженных, покрытие, предельного, состояния
...23.Недостатком данного стеклоэмалевого покрытия является невозможностьего использования для деталей, рабочая поверхность которых подвергаетсявоздействию контактных усилий, поскольку эмаль разрушается при надавливании на нее и при истирании,35Цель изобретения - обеспечениеопределения предельного деформированного состояния нагруженных деталей которые подВер гаются Воздей 4 Оствию контактных усилий,Указанная цель достигается применением самофлюсующегося твердого никель-хром-бор-кремниевого сплава вкачестВе покрытия для Определения . 45предельного деформированного состояния нагруженных деталей.Покрытие используют следующим образом,На поверхность исследуемой деталидо ее нагружения напыляют слой порошка никель-хром-бор-кремниевого...
Способ производства оцинкованных полос

Номер патента: 1296245
Опубликовано: 15.03.1987
Авторы: Богатырев, Емченко, Жеребцов, Закарлюка, Мазур, Онищенко
МПК: B21B 1/00
Метки: оцинкованных, полос, производства
...неизменной,можно записатьР = Рпюх тахтоглахФ щах то п)ах 1 б К 6 0,208 + 0,37 1 п Пбп,ах, 10,208 + 0,37 1 п Пб1(2) Экспериментально установлено, что для покрытия полученного при горячем оцинковании стальных полос справедливо выражение+ 0,37 1 п 1= го + Ох 37 х1х 0,00412 (-20) 1 п 1 = 1 о +0,00152 е -0,03 (4) При нагреве покрытия до температуры Т коэффициент отпечатываемасти равен 1 т = 1 то + 0,00152 Т - 0,03, Вычитают из выражения (5) выражение (4) т 1 с ) + 000152 Т,03-то 0,00152 с+ 0,03= 0,00152 (Т - Е), (5) Кот ат К Так как=- - 9 = -- , то К " Р,Ь аь(6) Таким образом для установления температуры нагрева цинкового покрытия Т, необходимой для получения требуемой шероховатрсти поверхности хто 0,208(1) полосы К , достаточно...
Способ качественного определения частиц абразива на металлических поверхностях после механической обработки

Номер патента: 1703967
Опубликовано: 07.01.1992
Авторы: Галанов, Коган, Курылева, Островская, Щипунов
МПК: G01B 11/28
Метки: абразива, качественного, металлических, механической, поверхностях, после, частиц
...частиц абразива, исследование структуры металлической поверхности производят в поляризованном свете, поворачивают исследуемую поверхность относительно оси, перпендикулярной к ней, на углы 30, 45 и 60 О, подсчитывают среднее число А 1 наблюдаемых светящихся частиц при повороте исследуемой поверхности на угол 45 О, а количественное определение частиц абразива производят по разности полученных чисел.На чертеже изображена схема, поясняющая способ и показывающая изменение оптических свойств поверхности и загрязнений при повороте на 0 - 90 О.Исследования показали, что применение поляризованного света позволяет адекметаллической поверхности по характеру их окраски и свечения, В процессе исследования установлено, что наиболее...
Установка для нанесения покрытий из порошков на внутренние поверхности цилиндрических изделий

Номер патента: 1636125
Опубликовано: 23.03.1991
Авторы: Дорожкин, Кашицын, Щербаков
МПК: B22F 7/04
Метки: внутренние, нанесения, поверхности, покрытий, порошков, цилиндрических
...осуществляется в горизонтальной плоскости, когда крайнее левое иэделие зажато в центрах, а направляющие 42 совершают перемен ъние из крайнего левого фиг. 3) в крайнее правое (фиг, 5) положение.Если регулировка и установка устройства и дачи иэделий в целом произведены правильно, то в крайнем левом положении направляющих 42 (фиг. 3) собственная ось крайнего левого изделия из оставшегося на платформе запаса находится на оси шпинделей и центров.Необходимо также настроиться на тре буемую длину хода позиционирования салазок и величину зазора Я между индуктором и иэделием. Этот этап регулировок осуществляется при зажатом е центрах изделии (фиг. 1), Позиционирование нужно тогда. когда длина индуктора меньше длины изделия,При настройке сначала...
Предыдущий патент: Механизм подачи заготовки на технологическую позицию
Следующий патент: Способ высадки деталей с прямым шлицем на головке
Случайный патент: Вспениватель для флотации сульфидных сурьмяных руд