Измеритель геометрических параметров сечения сварных труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
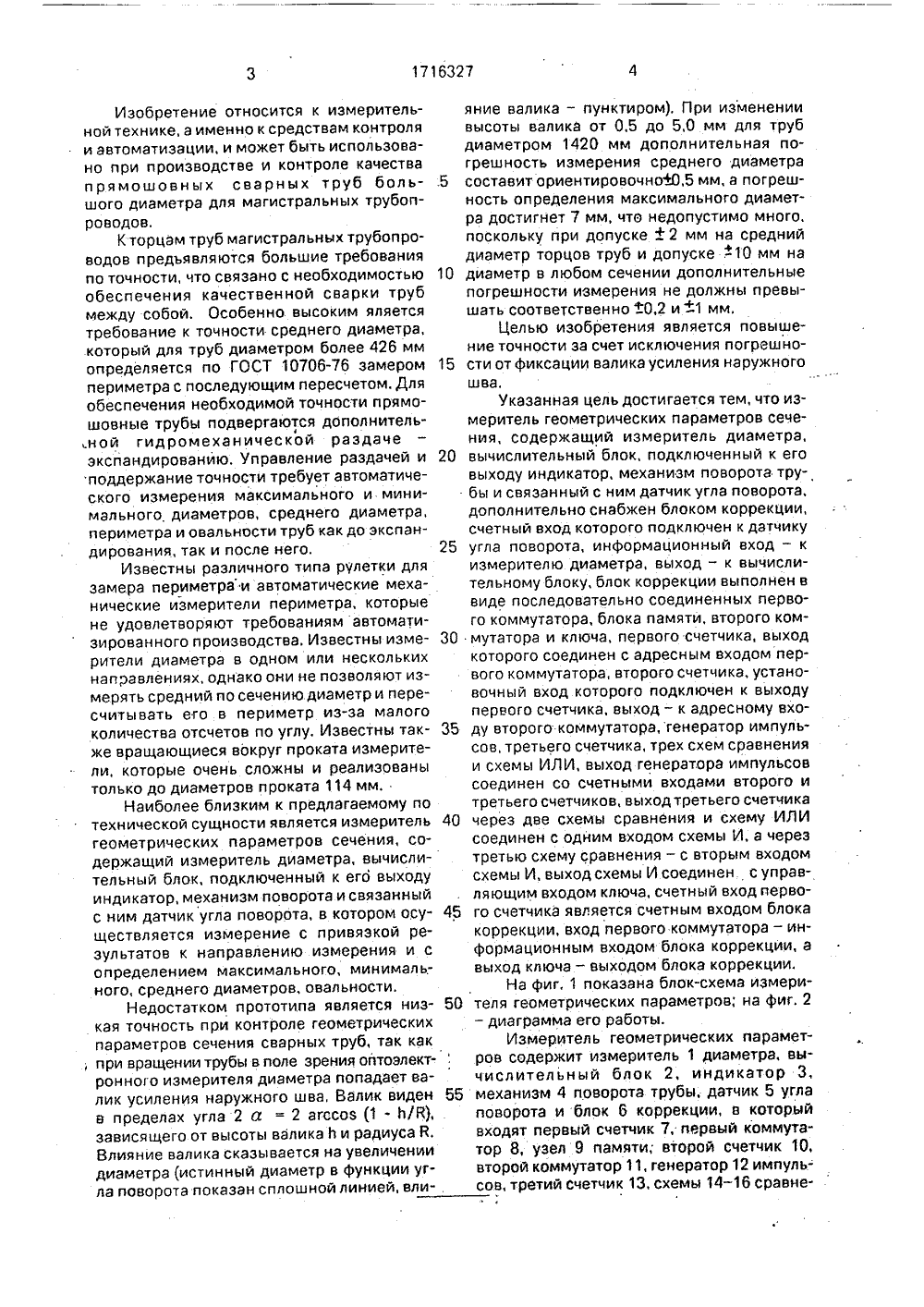
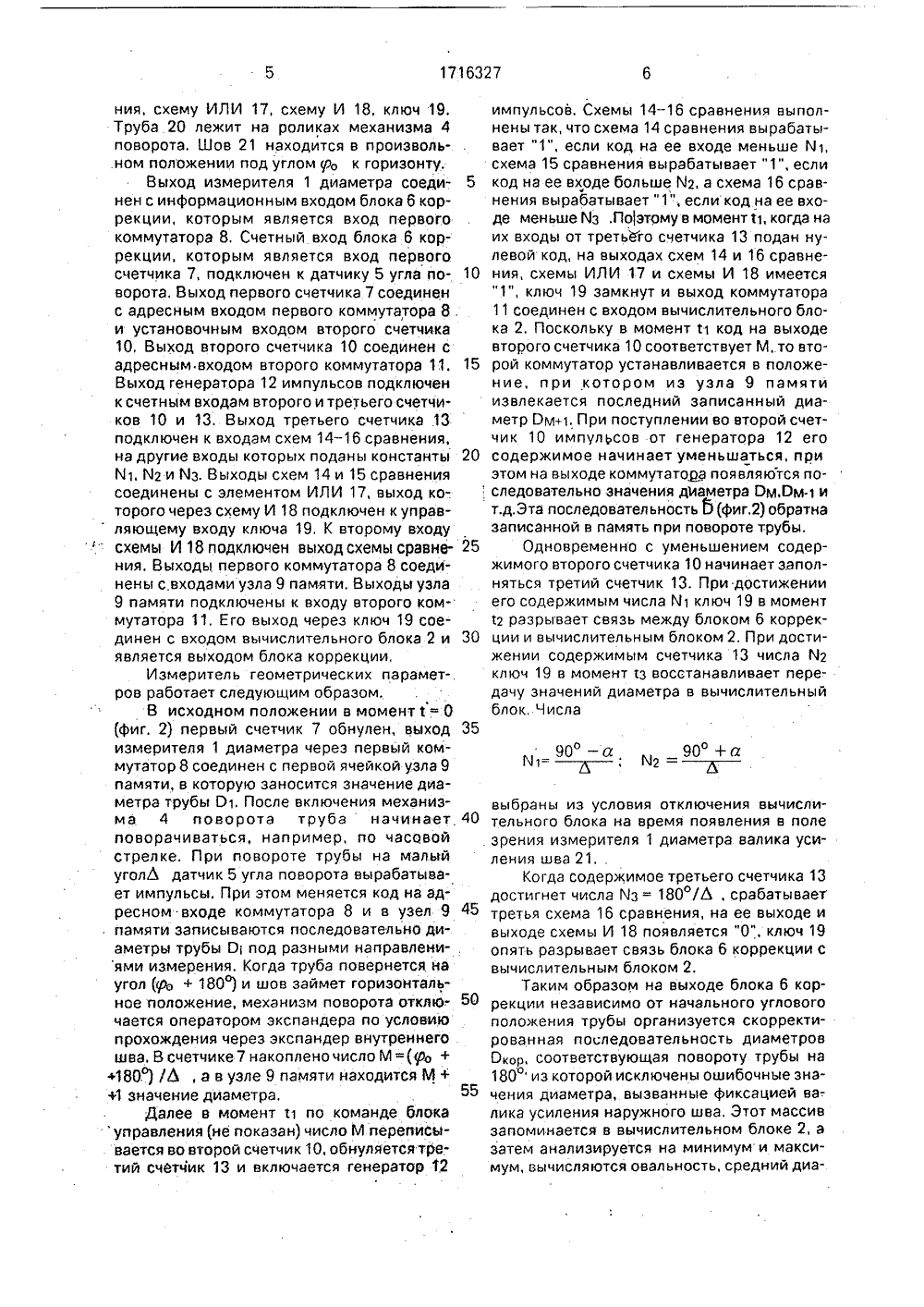
)5 6 01 В 21 20 ПИСАНИЕ ИЗОБРЕТЕНИ ьство СССР1/20, 1988,ОСУДАРСТВЕННЪЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Научно-производственное обьединениепо автоматизации горнорудных металлургических предприятий и энергетических объектов . черной металлургии(56) Рубинов А,Д. Контроль больших размеров в машиностроении. - Л,: Машиностроение, 1982,Авторское свидетельство СССРМ 711346, кл, 6 01 В 5/08, 1962,Ободан В.Я, Автоматический контрольразмеров сечения сортового проката и труб.- М.: Металлургия, 1985.Патент Великобритании ч. 2021260,кл, 6 01 В 9/00, 1976.Авторское свидетелМ 1608430 кл, 6 01 В 2(54) ИЗМЕРИТЕЛЬ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ СЕЧЕНИЯ СВАРНЫХ ТРУБ (57) Изобретение относится к измерительной технике, Целью изобретения является повышение точности за счет исключения погрешностей от фиксации валика усиления наружного шва. Измеритель геометрических параметров состоит из измерителя 1 диаметра, вычислительного блока 2, индикатора 3, механизма 4 поворота, датчика 5 угла поворота и блока 6 коррекции. Труба 20 поступает на контроль в произвольном угловом положении сечения ро. Затем при повороте трубы на угол р 0 + 180 замеряют и запоминают ее диаметры, в блоке коррекции исключают ошибочные результаты, вызванные появлением в. поле зрения измерителя 1 диаметра валиков усиления наружного шва 21, Вычислительный блок 2 обрабатывает данные и выдает на индикатор минимальный, максимальный и средний диаметры, периметр и овальность. 2 ил.Изобретение относится к измерительной технике, а именно к средствам контроля и автоматизации, и может быть использовано при производстве и контроле качества прямошовных сварных труб большого диаметра для магистральных трубопроводов.К торцам труб магистральных трубопроводов предъявляются большие требования по точности, что связано с необходимостью обеспечения качественной сварки труб между собой, Особенно высоким яляется требование к точности среднего диаметра, который для труб диаметром более 426 мм определяется по ГОСТ 10706-76 замером периметра с последующим пересчетом. Для обеспечения необходимой точности прямошовные трубы подвергаются дополнитель,ной гидромеханической раздаче эксйандированию. Управление раздачей и поддержание точности требует автоматического измерения максимального и минимального диаметров, среднего диаметра, периметра и овальности труб как до экспандирования,так и после него.Известны различного типа рулетки для замера периметра и автоматические механические измерители периметра, которые не удовлетворяют требованиям автоматизированного производства. Известны измерители диаметра в одном или нескольких направлениях, однако они не позволяют измерять средний по сечению диаметр и пересчитывать его в периметр из-за малого количества отсчетов по углу. Известны также вращающиеся вокруг проката измерители, которые очень сложны и реализованы только до диаметров проката 114 мм.Наиболее близким к предлагаемому по технической сущности является измеритель геометрических параметров сечения, содержащий измеритель диаметра, вычислительный блок, подключенный к его выходу индикатор, механизм поворота и связанный с ним датчик угла поворота, в котором осуществляется измерение с привязкой результатов к направлению измерения и с определением максимального, минималь; ного, среднего диаметров, овальности.Недостатком прототипа является низкая точность при контроле геометрических параметров сечения сварных труб, так как ; при вращении трубы в поле зрения оптоэлектронного измерителя диаметра попадает валик усиления наружного шва, Валик виден в пределах угла 2 а = 2 агссоэ (1 - ЬК), зависящего от высоты валика й и радиуса Й. Влияние валика сказывается на увеличении диаметра (истинный диаметр в функции угла поворота показан сплошной линией, вли яние валика - пунктиром). При изменении высоты валика от 0,5 до 5,0 мм для труб диаметром 1420 мм дополнительная погрешность измерения среднего диаметра составит ориентировочно+0,5 мм, а погрешность определения максимального диаметра достигнет 7 мм, что недопустимо много, поскольку при допуске + 2 мм на средний диаметр торцов труб и допуске .+-10 мм на диаметр в любом сечении дополнительные 10 погрешности измерения не должны превышать соответственно+0,2 и+1 мм,Целью изобретения является повышение точности за счет исключения погрешности от фиксации валика усиления наружного 15 шва,Указанная цель достигается тем, что измеритель геометрических параметров сечения, содержащий измеритель диаметра, вычислительный блок, подключенный к его выходу индикатор, механизм поворота тру 20 бы и связанный с ним датчик угла поворота, дополнительно снабжен блоком коррекции, счетный вход которого подключен к датчику 25 угла поворота, информационный вход - к измерителю диаметра, выход - к вычислительному блоку, блок коррекции выполнен в виде последовательно соединенных первого коммутатора, блока памяти, второго ком мутатора и ключа, первого счетчика, выход которого соединен с адресным входом первого коммутатора, второго счетчика, установочный вход которого подключен к выходу первого счетчика, выход - к адресному входу второго коммутатора, генератор импульсов, третьего счетчика, трех схем сравнения 50 теля геометрических параметров; на фиг, 2 - диаграмма его работы.Измеритель геометрических параметров содержит измеритель 1 диаметра, вычислительный блок 2, индикатор 3,механизм 4 поворота трубы, датчик 5 угла поворота и блок 6 коррекции, в который входят первый счетчик 7, первый коммутатор 8, узел 9 памяти; второй счетчик 10, второй коммутатор 11, генератор 12 импульсов, третий счетчик 13, схемы 14-16 сравнеи схемы ИЛИ, выход генератора импульсов соединен со счетными входами второго и третьего счетчиков, выход третьего счетчика 40 через две схемы сравнения и схему ИЛИсоединен с одним входом схемы И, а через третью схему сравнения - с вторым входом схемы И, выход схемы И соединен с управляющим входом ключа, счетный вход перво го счетчика является счетным входом блокакоррекции, вход первого коммутатора - информационным входом блока коррекции, а выход ключа - выходом блока коррекции.На фиг, 1 показана блок-схема иэмериния, схему ИЛИ 17, схему И 18, ключ 19.Труба 20 лежит на роликах механизма 4поворота. Шов 21 находится в произволь.ном положении под углом рс, к горизонту.Выход измерителя 1 диаметра соединен с информационным входом блока 6 коррекции, которым является вход первогокоммутатора 8. Счетный вход блока 6 коррекции, которым является вход первогосчетчика 7, подключен к датчику 5 угла поворота. Выход первого счетчика 7 соединенс адресным входом первого коммутатора 8 .и установочным входом второго счетчика10, Выход второго счетчика 10 соединен садресным. входом второго коммутатора 11. 15Выход генератора 12 импульсов подключенк счетным входам второго и третьего счетчиков 10 и 13. Выход третьего счетчика 13подключен к входам схем 14 - 16 сравнения,на другие входы которых поданы константы 20Й 1, И 2 и йз, Выходы схем 14 и 15 сравнениясоединены с элементом ИЛИ 17, выход ко-.торого через схему И 18 подключен к управляющему входу ключа 19. К второму входуф схемы И 18 подключен выход схемы сравнения. Выходы первого коммутатора 8 соединены с,входами узла 9 памяти, Выходы узла9 памяти подключены к входу второго коммутатора 11, Его выход через ключ 19 соединен с входом вычислительного блока 2 и 30является выходом блока коррекции,Измеритель геометрических парамет-.ров работает следующим образом.В исходном положении в момент 1.= 0(фиг. 2) первый счетчик 7 обнулен, выход 35измерителя 1 диаметра через первый коммутатор 8 соединен с первой ячейкой узла 9памяти, в которую заносится значение диаметра трубы О 1, После включения механизма 4 поворота труба начинает 40поворачиваться, например, по часовойстрелке, При повороте трубы на малыйуголЬ датчик 5 угла поворота вырабатывает импульсы. При этом меняется код на адресном входе коммутатора 8 и в узел 9 45, памяти записываются последовательно диаметры трубы О под разными направлени- .ями измерения. Когда труба повернется, наугол (уЪ + 180) и шов займет горизонтальное положение, механизм поворота отклю.- 50чается оператором экспандера по условиюпрохождения через экспандер внутреннегошва. В счетчике 7 накопленочисло М=(фо ++1 значение диаметра. 55Далее в момент ц по команде блокауправления (не показан) число М переписы. вается во второй счетчик 10, обнуляется третий счетчик 13 и включается генератор 12 импульсов. Схемы 14 - 16 сравнения выполнены так, что схема 14 сравнения вырабатывает "1", если код на ее входе меньше Й 1, схема 15 сравнения вырабатывает "1", если код на ее входе больше Й 2, а схема 16 сравнения вырабатывает "1", если код на ее входе меньше йз .По 1 этому в момент 11, когда на их входы от третьего счетчика 13 подан нулевой код, на выходах схем 14 и 16 сравнения, схемы ИЛИ 17 и схемы И 18 имеется "1", ключ 19 замкнут и выход коммутатора 11 соединен с входом вычислительного блока 2. Поскольку в момент с 1 код на выходе второго счетчика 10 соответствует М, то второй коммутатор устанавливается в положение, при котором из узла 9 памяти извлекается последний записанный диаметр Ом+1. При поступлении во второй счетчик 10 импульсов от генератора 12 его содержимое начинает уменьшаться, при этом на выходе коммутатора появляются последовательно значения диаметра Ом,Оми т.д. Эта последовательность б (фиг,2) обратна записанной в память при повороте трубы.Одновременно с уменьшением содержимого второго счетчика 10 начинает заполняться третий счетчик 13, При достижении его содержимым числа И 1 ключ 19 в момент 12 разрывает связь между блоком 6 коррекции и вычислительным блоком 2, При достижении содержимым счетчика 13 числа й 2 ключ 19 в момент тз восстанавливает передачу значений диаметра в вычислительный блок, Числа90 - а 90 + а гг 1- -- : ггг -- л -выбраны иэ условия отключения вычислительного блока на время появления в поле зрения измерителя 1 диаметра валика усиления шва 21,Когда содержимое третьего счетчика 13 достигнет числа Мз = 180/Ь . срабатывает третья схема 16 сравнения, на ее выходе и выходе схемы И 18 появляется "0", ключ 19 опять разрывает связь блока 6 коррекции с вычислительным блоком 2.Таким образом на выходе блока 6 коррекции независимо от начального углового положения трубы организуется скорректированная последовательность диаметров Окор, соответствующая повороту трубы на 180 иэ которой исключены ошибочные значения диаметра, вызванные фиксацией валика усиления наружного шва. Этот массив запоминается в вычислительном блоке 2, а затем анализируется на минимум и максимум, вычисляются овал ьность, средний диа.Маковская да аказ 604 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 зводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина,метр и периметр, Результаты выводятся на индикатор 3 и в систему автоматизации.После зкспандирования труба выходитс известной начальной горизонтальной ориентации шва, что упрощает исключение ошибочных значений диаметра. В этом случае второй счетчик 10 в момент т 1 обнуляется и после включения генератора 12 импульсов увеличивает свое содержимое, Работа остальной части схемы аналогична описанной.Иэ изложенного следует, что предлагаемый измеритель обеспечивает контроль необходимых параметров сечения свар ных прямошовных труб до и после зкспандирования с повышенной точностью, что повысит качество труб и увеличит производительность оборудования.Формула изобретения Измеритель геометрических параметров.сечения сварных труб, содержащий измеритель диаметра, вычислительный блок, индикатор, подключенный к его выходу, механизм поворота трубы и датчик угла поворота, связанный с ним, о тл и ч а ющи й с я тем, что, с целью повышения точности за счет исключения погрешностей от фиксации валика усиления наружного шва, он снабжен блоком коррекции, счетный вход которого подключен к датчику угла поворота,информационный вход - к измерителю диа метра, выход - к вычислительному блоку,блок коррекции выполнен в виде последовательно соединенных первого коммутатора, узла памяти, второго коммутатора и ключа, первого счетчика, выход которого соединен 10 с адресным входом первого коммутатора,второго счетчика, установочный вход которого подключен к выходу первого счетчика, выход- к адресному входу второго коммутатора, генератора импульсов, третьего счет чика, трех схем сравнения, схемы И и схемыИЛИ, выход генератора импульсов соединен со счетными входами второго и третьего счетчика, выход третьего счетчика через две схемы сравнения и схему ИЛИ соединен с 20 одним входом схемы И, а через третью схему сравнения - с вторым входом схемы И выход схемы И соединен с управляющим входом ключа, счетный вход первого счетчика является счетным входом блока коррек ции, вход первого коммутатораинформационным входом блока коррекции, а выход ключа - выходом блока коррекции.
СмотретьЗаявка
4801300, 08.01.1990
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО АВТОМАТИЗАЦИИ ГОРНОРУДНЫХ, МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ И ЭНЕРГЕТИЧЕСКИХ ОБЪЕКТОВ ЧЕРНОЙ МЕТАЛЛУРГИИ "ДНЕПРЧЕРМЕТАВТОМАТИКА"
ОБОДАН ВЛАДИМИР ЯКОВЛЕВИЧ, СИДОРИН ГЕННАДИЙ НИКОЛАЕВИЧ, ЧЕРЕВКО ГЕННАДИЙ ВЛАДИМИРОВИЧ, ЛЯХ ЮРИЙ ИВАНОВИЧ
МПК / Метки
МПК: G01B 21/20
Метки: геометрических, измеритель, параметров, сварных, сечения, труб
Опубликовано: 28.02.1992
Код ссылки
<a href="https://patents.su/4-1716327-izmeritel-geometricheskikh-parametrov-secheniya-svarnykh-trub.html" target="_blank" rel="follow" title="База патентов СССР">Измеритель геометрических параметров сечения сварных труб</a>
Устройство для контроля кинематической погрешности зубчатых передач

Номер патента: 1237902
Опубликовано: 15.06.1986
Автор: Василенко
МПК: G01B 7/287
Метки: зубчатых, кинематической, передач, погрешности
...суммирующий, а какой вычитающий. Одновременно с поступлением первого синхронизирующего импульса на синхронизирующий вход управляемой линии 16 задержки осуществляется формирование 55 первых импульсов последовательностей, следующих через оборот начального и конечного звеньев с помощью блока 6 90 8синхронизации по команде блока 7 управления. Информация с выхода сумматора 5, поступаюшая через блок 10 сопряжения, передается блоком 7 управления на первый вход блока 8 буферной памяти, и по его командам заносится в блок 8 буферной памяти для одного оборота начального звена механизма. При этом используются синхрониэирующие импульсы, служащие для синхронизации сдвига информации в управляемой линии 16 задержки. После поступления й импульсов на-...
Устройство для определения газопроницаемости пористых материалов

Номер патента: 1187022
Опубликовано: 23.10.1985
Авторы: Зиньковский, Леонова
МПК: G01N 15/08
Метки: газопроницаемости, пористых
...расходу воздуха, проходящего через камеру 2 и образец 5(считаем отверстие 11 закрытым), товыбором времени, в течение которогооткрыт ключ 13 (это время задаетсяформирователем времени измерения 16)получают в числовой форме величинугазопроницаемости испытуемого образца 5, которая светится на цифровоминдикаторе 17,Если газопроницаемость образца5 мала, то момент вращения крыльчатки 7, созданный потоком воздуха.,может оказаться меньше момента силтрения покоя. Этим и объясняется наличие зоны нечувствительности у известного устройства. Чтобы избавиться от последней в устройство вводяткалиброванное отверстие (или дроссель) 11, которое выполнено н корпусе измерительной камеры 2 вышекрыльчатки 7, Благодаря этому дажепри нулевой...
Устройство для измерения давления

Номер патента: 1778574
Опубликовано: 30.11.1992
Авторы: Котляров, Ольшевская
МПК: G01L 9/12
Метки: давления
...входу устройства сравнения 6 и 7, Кроме того, к второму входу устройства 7 сравнения подключен выход задатчика 10 кода йо, а к второму входу устройства б сравнения, а также к входу индикаторного регистра 8 подключен выход счетчика 7, Выход устройства б сравнения подключен к входу записи индикаторного регистра 8, Выход устройства 7 сравнения соединен с входом разрешения установки счетчика 4.Устройство для измерения давления работает следующим образом.Импульсы с выхода датчика 1 через О- триггер 2 поступают на вход счетчика 4. Триггер 2 предназначен для синхронизацииимпульсов с выхода датчика 1 тактирующими импульсами опорного генератора 3. При этом исключается перенос результата измерения в индикаторный регистр 8 во времяпробега единицы...
Счетчик импульсов со схемой обнару-жения ошибок

Номер патента: 839061
Опубликовано: 15.06.1981
Авторы: Ефимов, Петров, Самохин, Тощева
МПК: H03K 21/34
Метки: импульсов, обнару-жения, ошибок, схемой, счетчик
...чертеже представлена схема счет-Зо чика импульсов с контролем ошибок.Счетчик содержит входную шину 1, Й-разрядный регистр 2 сдвига, элементы И 3-5, элемент НЕ 6, выходную шину 7; 2=1 - первый разряд регистра 2 сдвига: 2=2, 2=3,2=4 - М разрядов регистра 2 сдвига, где М равно целой части числа (М/Ъ) : 2=5 - последний разряд регистра 2 сдвига.Входная шина 1 соединена с синхро 40 входом Й-разрядного регистра 2 сдвига и с первым входом элемента И 3, второй, третий и четвертый входы которого соединены. соответственно с прямым выходом первого разряда 2=1 регистра 45 2 сдвига, с выходом элемента НЕ 6 и с прямым выходом последнего разряда 2=5 регистра 2 сдвига, прямой и инверсный выходы последнего разряда 2=5 которого соединены соответственно 5...
Форсунка с блоком управления для впрыска топлива в двигатель внутреннего сгорания

Номер патента: 1812332
Опубликовано: 30.04.1993
Авторы: Атаманенко, Дубняк, Иванов, Иванова, Коржов, Литвин, Филиппов
МПК: F02M 51/06
Метки: блоком, внутреннего, впрыска, двигатель, сгорания, топлива, форсунка
...ключ 22 и присоединяет генератор 21 к преобразователю 1, Электриче-ские импульсы с генератора 21 возбуждаютмеханические колебания в преобразователе 1, которые усиливаются по амплитуде концентратором 9 и перемещают золотник 10.вдоль оси распылителя 11. При этом из трубопровода 16 от аккумулятора давления топ-лива через промежуточную полость 15,сверление 13, предсопловую полость 14, золотник 10 и распыливающие отверстия 12попадает в мелкодисперсном виде в окружающее пространство. Одновременно импульсы от ультразвукового генератора 21 черезэлектронный ключ 22, блок согласования 30уровня 20 попадают на счетный вход счетчика23, вычитаясь им из предварительно установленного кода. При совпадении фактического числа импульсов на счетном входе...
Предыдущий патент: Устройство для измерения расстояний до объекта
Следующий патент: Способ определения координат пунктов при отсутствии видимости между исходными и определяемыми пунктами
Случайный патент: > & зиаят-у: -& "с1й-; -