Способ получения углеродосодержащих заготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1161463
Автор: Судавский

Текст
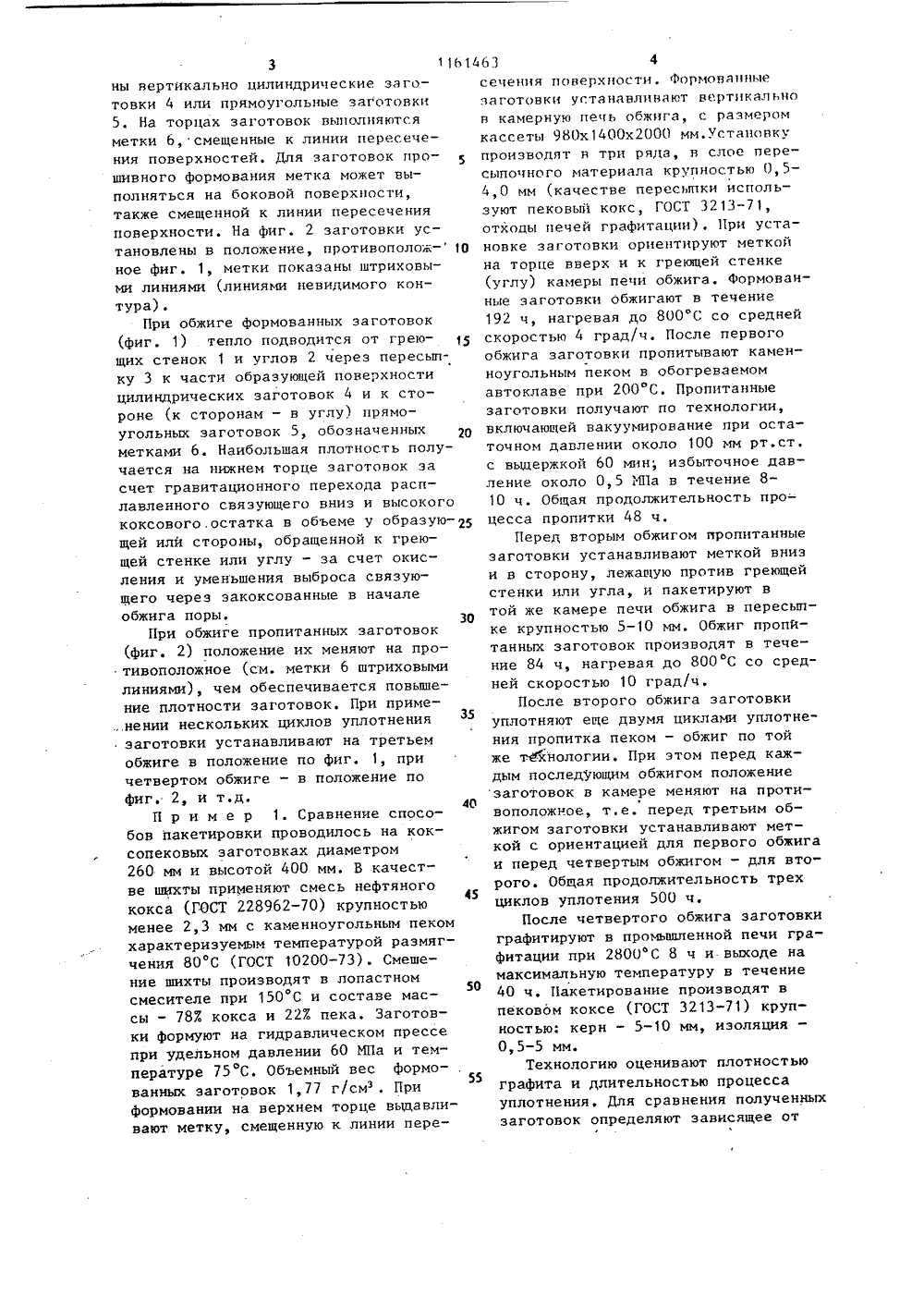
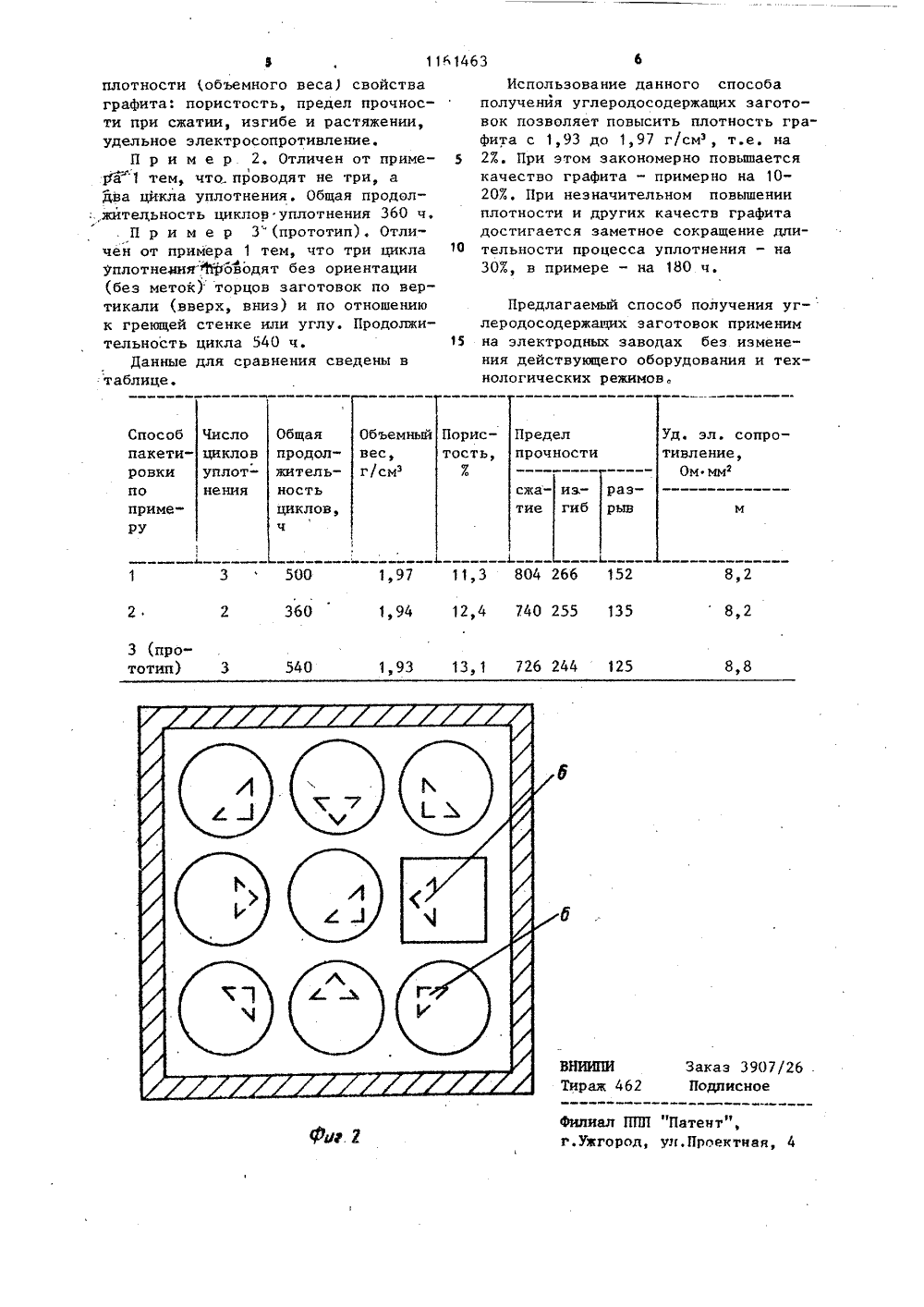
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИНЕСНИХРЕСПУБЛИН тве нный ИзобРЕТЕ госу под ОМИТЕТ СССРИЙ И ОТНРЫТИЙ ПИСАНИЕ ИЗОБРЕ ВТОРСКОМУ СВИДЕТЕЛЬСТВУ НИ(21) (22) (46) (72) А и дреиодов алю оизвод иевых гия Метал обору оугольургия лл ДЕРОДО- ющий ус ЛУЧЕНИЯ УОК, включ нс заготов к вертидовый воположное,ростра 3682547/23-2630.12.8315.06,85. Бюл. У 22А.М.Судавский(56) 1. Колодин Эство обожженных аэлектролиэеров. М1980, с. 72-74.2, Чалых Е.Ф. Технологдование электродных и эленых предприятий. М., "Мет1972, с183 (прототип),(54)(57) СПОСОБ ПОСОДЕРЖАЩИХ ЗАГОТОВтановку формовочнькально в камерную печь наслой пересыпки, эаполнени ства между заготовкамипересыпкой, засыпку защитного слоя над заготовка ми, обжиг, многократно чередующйеся пропитки заготовок связующим с обжигами, о т л и ч а ю щ и й с я тем, что, с целью повышения плотности заготовок и сокращения продолжительности процесса, перед установкой заготовок в печь на боковой или торцовой их поверхностях выполняют метку, смещенную к линии их пересечения, заготовки устанавливают меткой вверх к стене или углу печи, и после пропитки заготовки устанавливают меткой вниз и в сторону, противоположную от стены или угла печи,и после каждой последующей пропитки положение заготовок меняют на протиИзобретение относится к технологии углерода,в частности к получению плотного графита, применяемогов виде электродов, тиглей, анодов ит.п. изделий. 5Известен способ получения углеродсодержащих заготовок прямоугольногосечения (аноды электролизеров) вмногокамерных печах открытого типа,укладываемых горизонтальными рядами, 1 ОПеред загрузкой на подине насыпаетсяслой пересыпочного материала. Последующие ряды укладывают на нижниепрямо без пересыпки. Пространствомежду заготовками и стенками заполняют слоем засыпки. Защитный слой,предохраняющий от потерь тепла иокисления, засыпают толщиной 500600 мм 13.Недостаток этого способа получения 20заготовок состоит в деформации пригоризонтальной укладке обжигаемыхблоков при нагреве заготовбк цилиндрического сечения большой длины ис относительно высоким содержанием 25связующего - электроды, тигли.Наиболее близким к предлагаемомуявляется способ получения углеродсодержащих заготовок; вкпючающий,установку формованных заготовок вер- Зртикально на подовый слой пересыпки,заполнение зазоров пересыпкой, образование защитного слоя над заготовками в камерных печах, пропиткууглеводородным связующим, обжигпропитанных заготовок и последующие циклы пропитка - обжиг в количестве, зависящем от требуемой плотности 2 ,Недостатки известного способаполучения углеродосодержащих заготовок заключаются в низкой плотностиобожженных после пропитки углеводородным связующим заготовок из-замалых значений выхода коксового ос-,татка, которые не превышают 353, ив длительности процесса уплотнения,так как необходимо проведение повторных циклов пропитка - обжиг. Такдля повьппения объемного веса с 1,7до 1,9 г/см требуется провести трицикла, общей длительностью 40 сути более,Цель изобретения - повышение плотности заготовок и сокращение продолжительности процесса.Поставленная цель достигаетсятем, что предлагаемый способ получения углеродосодержащих заготовок .включает выполнение метки йа боковой или торцовой поверхности, смещенной к линии их пересечения, установку формованных заготовок вертикально меткой вверх к стенке или углу печи на подовый слой пересыпки, заполнение пространства между заготовками пересыпкой, засыпку защитного слоя над заготовками, обжиг, многократно чередующиеся пропитки заготовок связующим с обжигами, при каждом последующем, обжиге после пропитки положение заготовок меняется на противоположное, т.е. при повторном обжиге заготовки устанавливаются меткой вниз и в сторону противоположную от стены или угла печи,При обжиге заготовок в результате расплавления связующего происходит частичное вытекание его из пор и перемещение связующего от верхнего торца к нижнему под действием гравитации н, следовательно,.потеря плотности в объеме заготовки у верхнего торца. Кроме того, нз-за градиента температур на заготовке происходит выброс связующего от более нагретой части заготовки к менее нагретой под действием термического расширения и давления летучих, так как на более нагретой части заготовки, обращенной к стене камеры, происходит коксование и окисление поверхности заготовки, препятствующей выходу связующего в этой части на поверхность и, следовательно, уменьшение плотности на менее нагретой стороне заготовки. При втором обжиге заготовку устанавливают верхним торцом вниз и меткой, обращенной в сторону, лежащую против греющей стенки, что приводит к увеличению плотности в части объема заготовок, получивших меньшую плотность при первом обжиге, увеличив общую плотность заготовок. Для максимального эффекта уплотнения следует при каждом последующем обжиге менять положение заготовок напротивоположное,На Фиг. 1 показана схема пакетировки формованных заготовок при первом обжиге, на фиг. 2 - схема пакетировки пропитанных заготовок при втором обжигеВ камере с греющими стенками 1 и углами 2 в пересыпке 3 установле1161ны вертикально цилиндрические заготовки 4 или прямоугольные заготовки5. На торцах заготовок выполняютсяметки 6, смещенные к линии пересечения поверхностей. Для заготовок прошивного формования метка может выполняться на боковой поверхности,также смещенной к линии пересеченияповерхности. На фиг. 2 заготовки установлены в положение, противоположное фиг. 1, метки показаны штриховыми линиями (линиями невидимого контура).При обжиге формованных заготовок(фиг1) тепло подводится от греющих стенок 1 и углов 2 через пересылку 3 к части образующей поверхностицилиндрических заготовок 4 и к стороне (к сторонам - в углу) прямоугольных заготовок 5, обозначенныхметками 6. Наибольшая плотность получается на нижнем торце заготовок засчет гравитационного перехода расплавленного связующего вниз и высокогококсового. остатка в объеме у образую щей или стороны, обращенной к греющей стенке или углу - за счет окисления и уменьшения выброса связующего через эакоксованные в началеобжига поры.При обжиге пропитанных заготовок(фиг. 2) положение их меняют на противоположное (см. метки 6 штриховымилиниями), чем обеспечивается повьппение плотности заготовок. При приме,.нении нескольких циклов уплотнениязаготовки устанавливают на третьемобжиге в положение по фиг. 1, причетвертом обжиге - в положение пофиг. 2, и т.д,40П р и м е р 1. Сравнение способов пакетировки проводилось на коксопековых заготовках диаметром260 мм и высотой 400 мм. В качестве шихты применяют смесь нефтяногококса (ГОСТ 228962-70) крупностью45менее 2,3 мм с каменноугольным пекомхарактеризуемым температурой размягчения 80 С (ГОСТ 10200-73). Смешение шихты производят в лопастномо50смесителе при 150 С и составе массы - 783 кокса и 227 пека. Заготовки формуют на гидравлическом прессепри удельном давлении 60 МПа и температуре 75 С. Объемный вес формо- .55ванных заготовок 1,77 г/смэ . Приформовании на верхнем торце выдавливают метку, смещенную к линии пере 463 4сечения поверхности, Формонлнныезаготовки устанавливают вертикальнон камерную печь обжига, с размеромкассеты 980 х 1400 х 2000 мм.установкупроизводят н три ряда, в слое пересыпочного материала крупностью 0,54,0 мм (качестне пересыпки используют пековьп 1 кокс, ГОСТ 3213-71,отходы печей графитации). При установке заготовки ориентируют меткойна торце вверх и к греющей стенке(углу) камеры печи обжига. Формованные заготовки обжигают в течение192 ч, нагревая до 800 С со среднейскоростью 4 град/ч. После первогообжига заготовки пропитывают каменноугольным пеком в обогреваемомавтоклаве при 200 С, Пропитанныезаготовки получают по технологии,включающей вакуумирование при остаточном давлении около 100 мм рт.стс выдержкой 60 мин; избыточное давление около 0,5 МПа в течение 810 ч. Общая продолжительность процесса пропитки 48 ч.Перед вторым обжигом пропитанныезаготовки устанавливают меткой внизи в сторону, лежащую против греющейстенки или угла, и пакетируют втой же камере печи обжига в пересыпке крупностью 5-10 мм, Обжиг пропйтанных заготовок производят в течение 84 ч, нагревая до 800 С со средней скоростью 10 град/ч.После второго обжига заготовкиуплотняют еще двумя циклами уплотнения пропитка пеком - обжиг по тойже технологии. При этом перед каждым последующим обжигом положениезаготовок в камере меняют на противоположное, т.е. перед третьим обжигом заготовки устанавливают меткой с ориентацией для первого обжигаи перед четвертым обжигом - для второго, Общая продолжительность трехциклов уплотения 500 ч.После четвертого обжига заготовкиграфитируют в промьппленной печи графитации при 2800 С 8 ч и выходе намаксимальную температуру в течение40 ч. Пакетирование производят впековом коксе (ГОСТ 3213-71) крупностью: керн - 5-10 мм, иэоляция -0,5-5 мм,Технологию оценивают плотностьюграфита и длительностью процессауплотнения, Для сравнения полученныхзаготовок определяют зависящее от1161463 Пористость,Х ОбщаяпродолжительСпособ Число бъемный Уд. эл. сопроПределпрочности пакетицикловуплотнения тивление,Ом ммровкипо сжа- из; тие гиб раэ рыв ность примеРУ циклов,ч 1, 97 11, 3 804 266 152 1,94 12,4 740 255 135 500 8,2 360 2 8,2 3 (прототип) 3 1,93 13, 1 726 244 125 8,8 540 ВНИИПИ Заказ 3907/22 Подписное Филиал ППП "Патент", г.Ужгород, ул.Проект 4 плотности (объемного веса) свойстваграфита: пористость, предел прочности при сжатии, изгибе и растяжении,удельное электросопротивление.П р и м е р 2. Отличен от примеуГа"1 тем, что проводят не три, адва цикла уплотнения. Общая продол:,жительность циклов уплотнения 360 ч.П р и м е р 3 (прототип), Отличен от примера 1 тем, что три циклауплотнения Фоводят без ориентации(без меток) торцов заготовок по вертикали (вверх, вниз) и по отношениюк греющей стенке или углу. Продолжительность цикла 540 ч.Данные для сравнения сведены втаблице,Использование данного способаполучения углеродосодержащих заготовок позволяет повысить плотность графита с 1,93 до 1,97 г/см, т.е. на 5 2 Х. При этом закономерно повышаетсякачество графита - примерно на 10- 20 Е. При незначительном повышении плотности и других качеств графита достигается заметное сокращение дли тельности процесса уплотнения - на307, в примере - на 180 ч. Предлагаемый способ получения углеродосодержащих заготовок применим 15 на электродных заводах без изменения действующего оборудования и технологических режимов.
СмотретьЗаявка
3682547, 30.12.1983
ПРЕДПРИЯТИЕ ПЯ М-5409
СУДАВСКИЙ АЛЕКСАНДР МИХАЙЛОВИЧ
МПК / Метки
МПК: C01B 31/02
Метки: заготовок, углеродосодержащих
Опубликовано: 15.06.1985
Код ссылки
<a href="https://patents.su/4-1161463-sposob-polucheniya-uglerodosoderzhashhikh-zagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения углеродосодержащих заготовок</a>
Способ обжига углеродсодержащих формованных заготовок

Номер патента: 1161462
Опубликовано: 15.06.1985
Авторы: Закревский, Королева, Лутков, Остроумов
МПК: C01B 31/02
Метки: заготовок, обжига, углеродсодержащих, формованных
...кокса, поэтому они почти не влияют на формоваиие физико-механических свойств заготовки. При дальнейшем повышении температуры при обжиге размягчается молотый пек, расположенный вокруг заготовки, а при 170-200 С он приобретает свойства жидкости. Жидкость проникает в поры заготовки с одной. стороны, препятствует выходу основной массы летучих веществ, которыевлияют на формирование свойств материала, а с другой стороны, образует кокс,при дальнейшем повышениитемпературы, который стабилизируетвеличину электросопротивления и другие физико-механические свойствазаготовки. Для более полного протекания пропитки проводят выдержку втечение 5-8 ч при 170-200 С.Таким образом, при обжиге происходит одновременно пропитка пекомзаготовки и в ее объеме...
Способ обжига углекерамических заготовок

Номер патента: 610827
Опубликовано: 15.06.1978
Авторы: Егоров, Циркин, Шкуров
МПК: C04B 33/32
Метки: заготовок, обжига, углекерамических
...600-700 фСв кольцевых печах производится отходя-шими дымовыми газами, содержащими значительное количество свободного кислорода. КИслород проникает через тонкийслой эасыпки,окисляет связующее заготовок, образуя локальные поверхностныеобъемы с разными характеристиками связующего, что вызывает на стадии спекания усадочные трещины. Размещение вверхнем слое обожженных заготовок, пропитанных пеком, уже при относительнонизких температурах (150-200 С) обеспечивает интенсивное гаэовыделение споверхности заготовок, обеспечивающеезащиту зеленых заготовок, размещенныхв нижней части контейнера, от окисления.Способ осуществляется следУющим образом,В металлические жаростойкие контейнеры укладываются, зеленые холоднопрессованные заготовки в...
Способ упаковки углеродистых заготовок холодного прессования для обжига

Номер патента: 1111989
Опубликовано: 07.09.1984
Авторы: Вахрушев, Коршунов, Лазарев, Нечаев, Смирнов
МПК: C01B 31/02
Метки: заготовок, обжига, прессования, углеродистых, упаковки, холодного
...сложен и тру Бдоемок.Наиболее близким к предлагаемомуявляется способ упаковки углеродистых заготовок холодного прессованиядля обжига в кессоне, включающий 20их укладку параллельными слоями,размещение пересыпки из нефтяногопекового кокса, обожженных отходовили термоантрацита между заготовками и между ними и стенками кессона 121, 25Разделение слоев заготовок указанной пересыпкой затрудняет механизацию процесса и приводит к повышенным трудозатратам, Кроме того,Физико-механические характеристики зообожженных заготовок недостаточно стастабильны,Цель изобретения - упрощение упаковки заготовок, что позволяет механизировать процесс, повысить производительность печей и улучшить условия труда рабочих, а также повышениестабильности...
Способ пакетировки углеродсодержащих заготовок для обжига

Номер патента: 1134539
Опубликовано: 15.01.1985
Авторы: Горбатенко, Демин, Комаров, Коротя, Косинский, Сасин
МПК: C01B 31/02
Метки: заготовок, обжига, пакетировки, углеродсодержащих
...до заполнения контейнера.Увеличение отношения толщины слоя заготовок к толщине слоя засыпки более 20:1 ведет к слипанию заготовки между собой, изменению их формы и ухудшению качества з;отовки. К такому же эффекту приводит и превышение отношения 6:толщины слоя заготовок и максималному линейному размеру заготовок,Отношение толщины слоя заготовок к толщине слоя засыпки менее 10;1 ведет к уменьшению производительности,Отношение толщины слоя заготовок к максимальному линейному размеру заготовок менее 5:1 приводит к нерациональному способу пакетировки заготовок в контейнеры из-за неоправданно малой толщины слоя загоовок,На фиг. 1 представлен металлический жаростойкий контейнер, разрез; на фиг. 2 - произвольная загрузка заготовок в...
Контейнер для обжига углеродных формованных заготовок

Номер патента: 1448192
Опубликовано: 30.12.1988
Авторы: Королева, Лутков, Остроумов, Холин
МПК: F27D 3/12
Метки: заготовок, контейнер, обжига, углеродных, формованных
...мостового крана траверсы и крюков 2,Обжиг заготовок в контейнерах происходит в бескассетной камере с решетчатым подом (не показано).Дымовые газы, двигаясь сверхувниз, отдают тепло с внешней и внутренней сторон контейнера, а также свнутренней стороны межтрубного пространства, После прохождения дымовыхканалов в поде камеры дымовые газыпоступают через металлический газопровод в боров печи.Обжиг проходит в среде летучихсо скоростью подъема температуры 34 С в час до 900-950 С.При выгрузке контейнера из обжиговой камеры его устанавливают наразгрузочную площадку, удаляют асбестовую прокладку 5 и выгружают заготовки 3 и 6,П р и м е р 1, Б контейнер, изготовленный из стали марки25 Х 14 Г 14 С 210, на дно труб устанавливают металлические...
Предыдущий патент: Способ обжига углеродсодержащих формованных заготовок
Следующий патент: Способ получения графита
Случайный патент: 417600