Система автоматического управления процессом влаготепловой обработки маслосодержащих матерлов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1056145
Авторы: Абдурахимов, Грин, Демченко, Ключкин
Текст
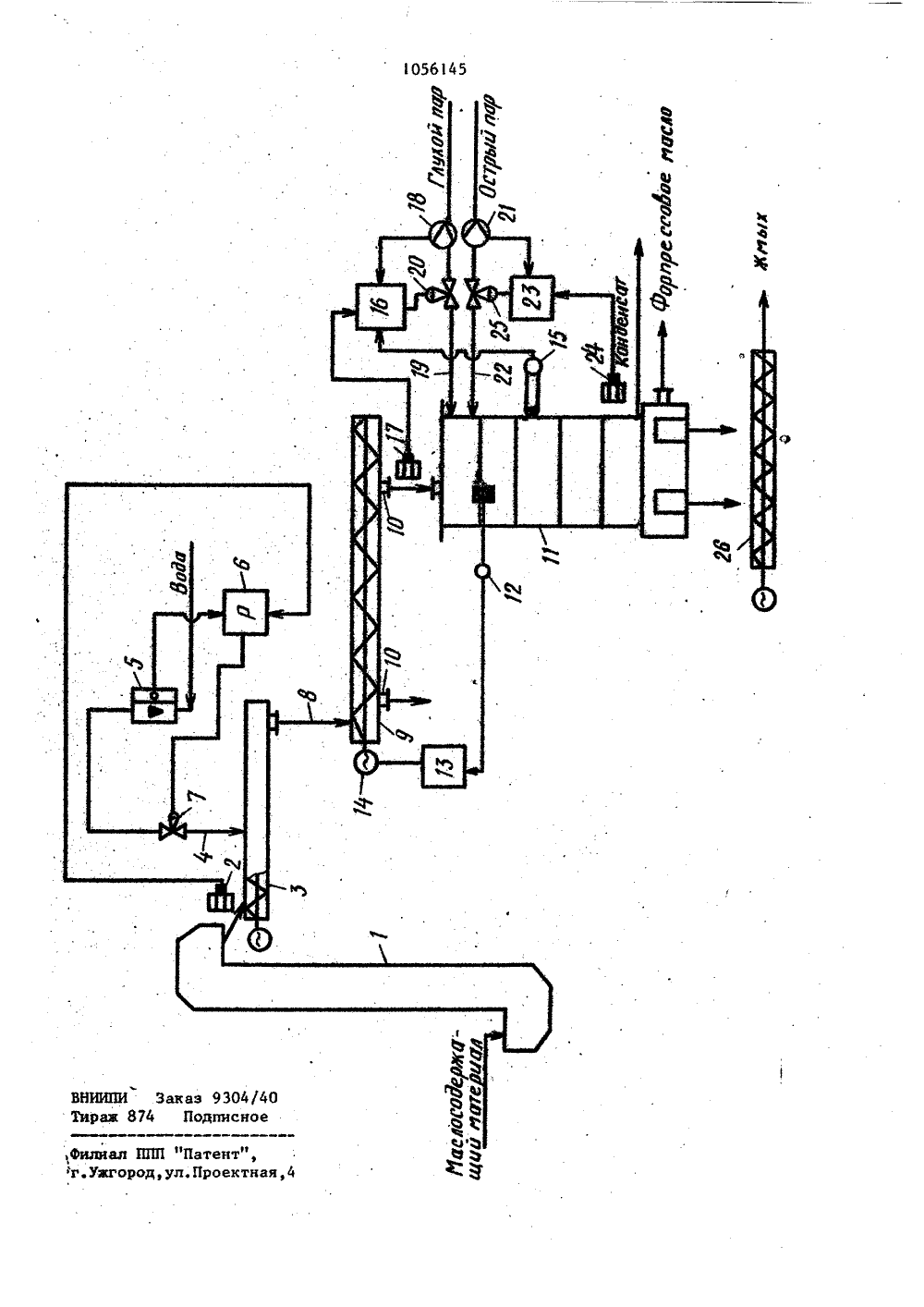
(19) (11) . СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУЬЛИН А 5 0 27/00 енный номитетзОБретении и отн ГОСУДАРСГЮ ДЕЛ 1 тий ПИСАНИЕ ИЗОБРЕТЕНИЯ. :(56) 1. Васильев Н.Ф, и др. Автоматизация маслоэкстракционного производства. М., "Пищеваяпромышленность",1979, с. 111-120.2. Яценко В .Ф. и др. Основы автоматизации технологических процессовмасложирового производства. М., Пищевая промышленность, 1976, с. 176178,(54)(57). СИСТЕМА АВТОМАТИЧЕСКОГОУПРАВЛЕНИЯ ПРОЦЕССОМ ВЛАГОТЕПЛОВОЙОБРАБОТКИ ИАСЛОСОДЕРЖАЩИХ МАТЕРИАЛОВ;содержащая датчик температуры, установленный в аппарате влаготепловой обработки, и контуры регулированияподачи воды в увлажнительный шнек н ,уровня загрузки аппарата для влаготепловой обработки, о т л и ч а ющ а я с я тем, что, с целью улучшения качества форпрессового масла, онаснабжена датчиками расхода глухогои острого пара, соединенными черезсоответствующие регуляторы с исполнительными механизмами, установленв)ми на линиях подачи глухого и острого пара в аппарат влаготепловойобработки, и датчиками влажности маслосодержащих материалов, расположенными на линиях загрузки увлажнительного шнека, и аппарата влаготепло- .вой обработки и на выходе последнего,и связанными с соответствующими ре.гуляторами подачи воды, глухого и острого пара, при этом датчик температуры подключен к регулятору подачиглухого пара.О 35 Изобретение относится к масложировой промышленности, а именно к устройствам автоматического управления процессом влаготепловой обработки маслосодержащих материалов (допроцесса форпрессования), и можетбыть использовано в других отрасляхнародного хозяйства, где применяются процессы влаготепловой обработкисыпучих материалов,Известна система автоматическогоуправления процессом влаготепловойобработки маслосодержащих материалов,содержащая контур регулирования подачи пара в жаровню в зависимости 5от температуры .1 3,Наиболее близким по техническо-"му решению и достигаемому результату к изобретению является система автоматического управления про рцессом влаготепловой обработки маслосодержащих материалов, содержащая датчик температуры, установленный в аппарате влаготепловой обработки, иконтуры регулирования подачи воды в увлажнительный шнек иуровня загрузки аппарата для влаготепловой обработки 2 1.Недостатками систем является то,что из-за отсутствия корректирукнцихсигналов по влажности мятки до и,после его влаготепловой обработкивыходы форпрессового масла не ста-.бильны, кроме того, недостаточнохорошее качество получаемых масел.Целью изобретения является улучшение качества форпрессового масла.Цель достигается тем, что системаавтоматического управления процессом влаготепловой обработки маслосо Одержащих материалов, содержащая датчик температуры, установленный в аппарате влаготепловой обработки, иконтуры регулирования подачи воды вувлажнительный шнек и уровня загрузки аппарата для влаготепловой обработки, снабжена датчиками расходаглухого и острого пара, соединенными через соответствующие регуляторы с исполнительными механизма 50ми, установленными на линиях подачиглухого и острого пара в аппаратвлаготепловой.обработки, и датчиками влажности маслосодержащих материалов, расположенными на линиях загрузки увлажнительного шнека и аппаратавлаготепловой обработки и на выходе последнего, и связанными с соответствующими регуляторами подачи воды, глухого и острого пара, при этом датчик температуры подключен к регулятору подачи глухого пара.На чертеже представлена система автоматического управления процессом влагртепловой обработки маслосодержащего материала.Система включает в себя норию 1, датчик 2 влажности маслосодержащего материала, увлажнительный шнек 3, технологическую линию 4 подачи воды, датчик 5 расхода воды, регулятор 6, исполнительный механизм 7, технологическую линию 8 подачи увлажненного материала, распределительный шнек 9, технологические линии 10 распределительного материала на влаготепловую обработку, аппарат 1 для влаготепловой обработки масло- содержащего материала, датчик 12 уровня, регулятор 13, исполнительный механизм 14, датчик 15 температуры, регулятор 6, датчик 17 влажности, датчик 18 расхода глухого пара, технологическую линию 19 подачи глухого пара, исполнительный механизм 20, датчик 21 расхода острого пара, технологическую линию 22 подачи острого пара, регулятор 23, датчик 24 влажности, исполнительный механизм 25, шнековый транспортер 26 для отвода отпрессованного материала.Предлагаемая система автоматического управления процессом влаготепловой обработки маслосодержащих материалов работает следующим образом.На,выходе корни 1 с помощью датчика 2 влажности определяют влажность маслосодержащих материалов, поступающих в увлажнительный шнек 3. При этом расход воды, поступающей по линии 4, регулируют с помощью датчика 5 расхода, регулятора 6 и исполнительного механизма 7, который установлен на линии 4 подачи воды. При этом регулятор 6 также соединен с датчиком 2 влажности маслосодержащего материала.Увлажненный маслосодержащий материал с помощью распределительного шнека 9 и технологической линии 1 О подается в аппарат 11 для влаготепловой обработки маслосодержащих материалов. При этом степень (уровень) загрузки данного аппарата 1 регулируют с.помощью датчика 12 уровня, регулятора 13 и исполнительного механизма 14, который приводит к изменению оборо105613тов (вращения) распределительного шнека 9, Температуру в аппарате 11 поддерживают с помощью датчика 15 температуры, регулятора 16, датчика 17 влажности, который установлен на линии загрузки аппарата 11, датчика 18 расхода глухого пара и исполнительного механизма 20, которые установлены на линии 19 подачи глухого пара, При этом влажность мас лосодержащего материала, поступающего на форпресс, регулируется с помощью датчика 24 влажности, установленного на последнем чане аппарата 11, регулятора 23 и датчика 21 15 расхода острого пара и исполнительного механивма 25, которые установлены на линии 22 подачи острого пара в аппарат 11.В результате реализации предлага емой системы, по сравнению с известной, средний выход форпрессового масла, которой за месяц составляет 823, повышается до 867. При этом среднее кислотное число получаемог масла снижается соответственно на 0,2 Х (промиль), что указывает на улучшение качества форпрессового масла.Таким образом, испольэование предлагаемой системы автоматического управления процессом влаготепловой обработки маслосодержаших материалов позволяет не голько улучшить качество получаемого форпрессового масла и стабилизировать его выход, но и способствует получению экономии. Ожидаемый экономический эффект ,от использования предлагаемой системы составляет 30000 руб в год при производительности маслозавода 400 т семян в сут, Эта экономия достигается за счет увеличения выхода масла с единицы перерабатываемого материала и улучшения его качества.
СмотретьЗаявка
3469586, 12.07.1982
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЖИРОВ
ГРИНЬ ВЛАДИМИР ТИМОФЕЕВИЧ, АБДУРАХИМОВ САИДАКБАР АБДУРАХИМОВИЧ, ДЕМЧЕНКО ПЕТР ПАВЛОВИЧ, КЛЮЧКИН ВИТАЛИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: G05D 27/00
Метки: влаготепловой, маслосодержащих, матерлов, процессом
Опубликовано: 23.11.1983
Код ссылки
<a href="https://patents.su/4-1056145-sistema-avtomaticheskogo-upravleniya-processom-vlagoteplovojj-obrabotki-maslosoderzhashhikh-materlov.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического управления процессом влаготепловой обработки маслосодержащих матерлов</a>
Устройство для подогрева воды или масла мятым паром

Номер патента: 10667
Опубликовано: 31.07.1929
Метки: воды, масла, мятым, паром, подогрева
...10.Внутри камер 1 и 2 расположены нагревательные трубы 14 и 15, снабженные на наружной поверхности спиральными ребрами 13 и входящие концами в распределительную для пара камеру 5. Последняя разделена на отделения 3, 4 и 6, снабженные отверстиями 9 для отвода конденсата.Для устранения гидравлических ударовподогревателе, камера 2 снабжена частью 16, которая расположена над верхним концом выпускной трубы 11 и служит воздушным колпаком.Пар через отверстие 8 распределительной камеры 5 поступает в отделение 3, и, пройдя по нагревательным трубам 15, последовательно проходит через отделение 4 и трубы 14 в отделение б,из которого удаляется в сконденсированном виде через отверстие 9.Нагреваемая жидкость, поступающая по трубе 7 в камеру 1,...
Автоматический отводчик конденсационной воды и масла из пара

Номер патента: 17252
Опубликовано: 30.09.1930
Автор: Дмитриев
МПК: F16T 1/20
Метки: автоматический, воды, конденсационной, масла, отводчик, пара
...стенку, поднимается вверх и при проходе его через отверстия в решетке 4 на последней задерживаются все оставшиеся частицы конденсационной воды и масла, а пар поступает в выходную трубу 2,В предлагаемом автоматическом отвод- чике конденсационной воды и масла из пара применяется спиральная трубка, выводящая пар и отделенные действием центробежной силы воду и масло в кольцевую камеру, где, ударяясь о стенки камеры, вода и масло задерживаются и стекают к спускному клапану, автоматически открывающемуся помощью поплавка, уравновешенного пружиной, а осу" шенный пар проходит к выходной трубкб.Ка чертеже изображен автоматический отводчик конденсационной воды и масла из пара:.на фиг. 1 в вертикальном разрезе, на фиг. 2 - в горизонтальном...
Способ изготовления датчиков влажности

Номер патента: 934338
Опубликовано: 07.06.1982
Авторы: Гаврикова, Еженкова, Островская, Розенберг, Сухотин, Тяжло, Фролов
МПК: G01N 25/56
...раствор. 38 4постоянной времени 10-20 с используют 43-ный раствор.В приготовленный таким образом раствор сополимера вводят хлористый литий. Концентрацию хлористого литияЪ регулируют в зависимости от требуемой градуировочной характеристики датчика.Нанесение гигроскопического слоя окунанием производят в рабочем объеме климатической камеры с регулируемым температурно-влажностным режимом воздушной среды. Подложку погружают в поливочный раствор, а в камере устанавливают температуру воздушной среды 20-25 С и относительную влажность 40-503, При установившейся температуре раствора подложку извлекают из раствора со скоростью 0,4 мм/с. Скорость извлечения регулируют в зависимости от требований характеристики датчика (инерционность, электрическое...
Способ изготовления подогревного электролитического датчика влажности

Номер патента: 1651180
Опубликовано: 23.05.1991
Авторы: Дьяконова, Кочетов, Лысцев
МПК: G01N 25/56
Метки: влажности, датчика, подогревного, электролитического
...за измерительным преобразователем 9 сопротивления подключен индикатор 10, который показывает равновесную температуру, устанавливающуюся в зависимости от точки росы.ПЭДВ работает следующим образом, На электроды 2 и 3 подается напряже, ние (во избежание поляризации, электродовподается напряжение с частотой 1-10 кГц).В случае, если парциальное давление водя ного пара над влагочувствительным веществом 1 Ео меньше давления водяного пара в измеряемой среде Ео, происходит поглощение водяного пара алагочувствительным веществом, что вызывает дальнейшее увеличение массы воды (толщины пленки электролита) в межэлектродном пространстве, т.е. капиллярном зазоре. Увеличение массы воды приводит к уменьшению сопротивления влагочувствительного...
Подогреватель воды и масла для заправки автомобильных двигателей

Номер патента: 74875
Опубликовано: 01.01.1949
Автор: Ожигов
МПК: F01M 5/02, F02N 17/04
Метки: автомобильных, воды, двигателей, заправки, масла, подогреватель
...2, помешенных в кожух д, Внутри ко куха3 размещен также резервуар 4 дняинин"э БГГ с цнси и 1 ппоэ;и Бнэви 1Б верхней части огневой камерыпомещается змеевиковый царогенератор 6, сообщающийся через отверстие 7 с резервуаром 8 для во 1 Ы В ПОЛОСТЦ КОжУХаПссредством трубопровода 9 парогенератор 6 присоединяется к зарубашечному пространству обогреваемого двигателя. Резервуаримеет крар 10 для выпуска воды,Нижняя часть огневой камерыпредставляет собою топочное пр,. -странство П с устройством Р 2 ;тляподачи топлива.Перед заправкой двигателя в резервуар 8 заливают воду или закладывают снег или лед, резервуар 4заполняют маслом, трубопровод 9присоединяют к зарубашечномупространству двигателя, после чегозажигают топку,Вода, поступавшая в...
Предыдущий патент: Способ автоматического управления процессом электрофильтрования сахаросодержащих растворов
Следующий патент: Устройство для регулирования трехфазного напряжения
Случайный патент: Мертель