Способ борирования стальных деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
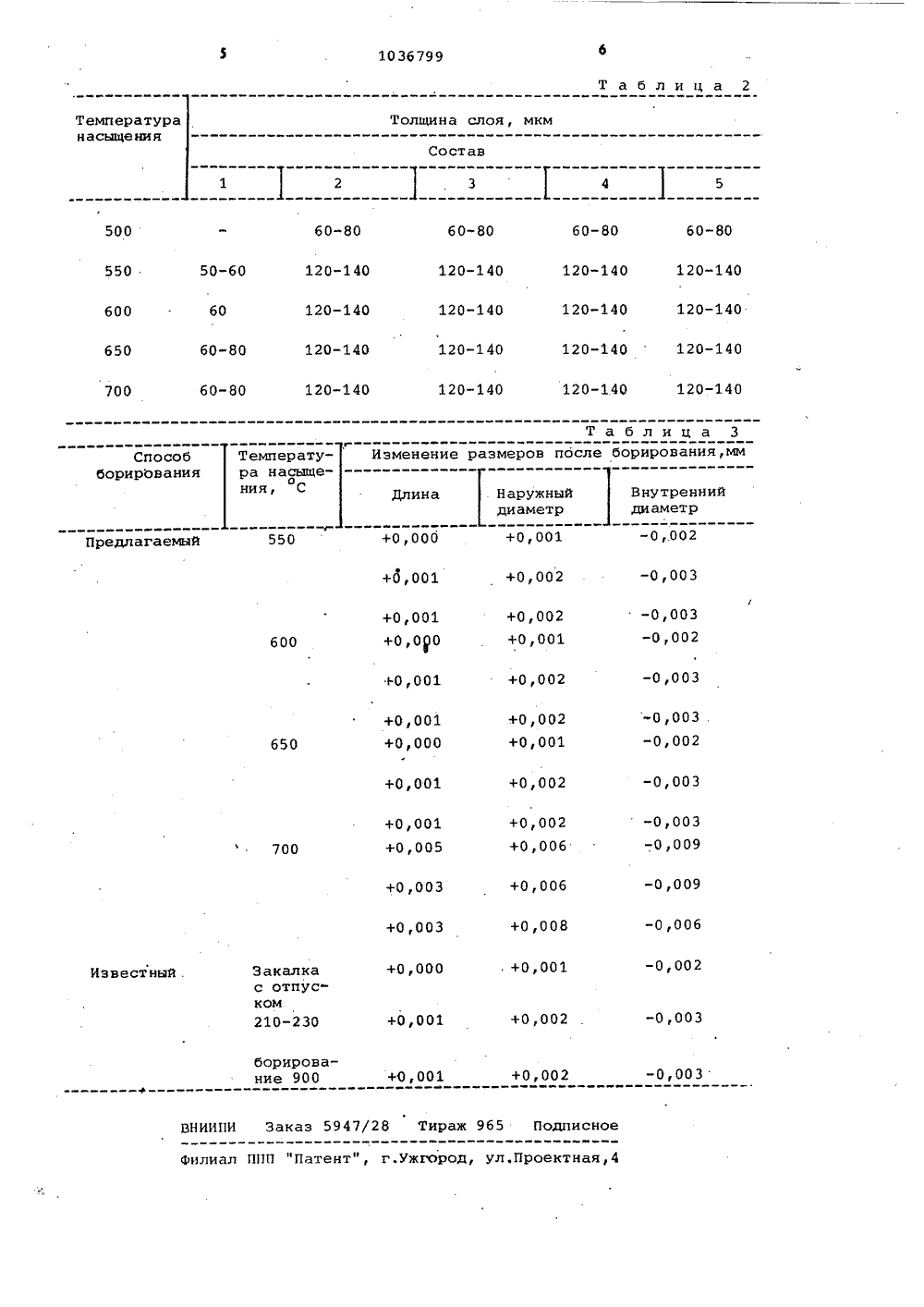
" +1; фЬ3 НИЕ К АВ ик,орошм карроборатии ком 4 6 стальноещ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ КОМУ СВИДЕТЕЛЬС(56) 1Авторское свидетельство ССС 9 277496, кл. С 23 С 9/04, 1968.2. Авторское свидетельство СССР 9 802382, кл. С 23 С 9/04, 1981(54) (57) спасов воРиРовАния сДЕТАЛЕЙ, включающий нагрев допературы обработки в порошкооном составе и выдержку, о тч а ю щ и й с я тем, что, сснижения деформации обрабатывизделий и трудоемкости за счежения температуры обработки,осуществляют до 550-650 С в икообразном составе, содержащебид борахлорид олова и фтокалия при следующем соотношенпонентов, вес.В:Хлорид оловаФтороборат калияКарбид бора о10 Изобретение относится к металлургии, а именно к химико-термическойобработке, в частности к диффузионному борированию деталей в порошкообраэных смесям.Известен способ борирования, 5заключающийся в том, что контейнерыс борирующей смесью и деталями нагревают до 950-1000 ОС, выдерживают,выгружают иэ печи и охлаждают навоздухе ( 1).Недостатком известного способа,является высокая температура процесса, что приводит к повышенной деформации деталей и тем самым снижается качество деталей и повышаетсятрудоемкость процесса,Наиболее близким к предлагаемому по технической сущности идостигаемому результату является способборирования стальных деталей, прикотором детали перед нагревом подборирование подвергают закалке снизким отпуском в интервале температур 210-230 СС. Такая предварительная термическая Обработка обеспечивает минимальное изменение размеров деталей после борирования 2).Недостатком способа является еготрудоемкость, за счет введения дополнительных операций предварительнойтермической обработки. 30Цель изобретения - снижение деформации обрабатываемых изделий итрудоемкости эа счет снижения температуры обработки,Поставленная цель достигается . 35тем, что согласно способу борированиястальных деталей, включаюцему нагревдо температуры обработки в порошкообразном составе и выдержку, нагревосуществляют до 550-650 С в пороюкообразном составе, содержащем карбид бора, хлорид олова, фторобораткалия при следующем соотношении компонентов, вес.В:Хлорид олова 2-4 45фтороборат калия 4-6Карбид бора ОстальноеВведение активаторов хлоридаолова и фторобората калия объясняется тем, что эти вещества, являясь 50энергетичными восстановителями, понижают температуру .разложения карбида бора,Хлорид олова ЯпСХ 2 2 Н О образуетбесцветные кристаллы и является 55энергичным восстановителем.При нагревании происходит егочастичный гидрОлиэс образованиемосадка основной соли.Выделяющиеся газы вытесняют иэ 60контейнера воздух и препятствуютокислению покрываемых деталей. Врезультате взаимодействия борсодержащей пихты с газовой средой образу;ется хлорид бора, который осуществляет перенос бора через газовую фазуна насыщаемую поверхность.Вследствие восстановления водоро. -дом на поверхности насыщаемого изделия образуются активные атомы бора.Таким образом, насыщение происходит фактически иэ газовой фазы эасчет следующих, одновременно протекающих процессов: образование хлоридов. бора, ббраэование в результатереакции восстановления активных атомов бора, образования на насыщаемойповерхности боридов и отвод атомовиз зоны реакции вглубь металла засчет диффузии,Однако при использовании хлоридных активизаторов образование газовой среды протекает с высокой скоростью в первые промежутки процессаборирования, что приводит к значительным потерям активизатора и борирующей газовой среды. Поэтому дляобразования устойчивой газовой среды дополнительно вводится фторидныйактивизатор КВЕ. Это объясняетсятем, что в результате взаимодействия фтбридных активиэаторов и карбида бора обеспечивается достаточнодлительное время образование газовой среды в объемеконтейнера, приэтом создается некоторое избыточноедавление. Это препятствует проникновению кислорода к смеси и упрочняемым изделиям,Снижение деформации деталей, борированных при 550-650 С, объясняется следующим образом.,На изменение размеров (деформации ) борированных при 920-950 Сдеталей оказывает влияние как образование борированного слоя особеннов случае борирования малых по сечению деталей, так и объемные изменения металла, вызванные структурными и фазовыми преврацениямив его основе. При этом изменениеразмеров из-за непосредственного борирования слоя составляет величинуне более 10-20 от толщины самогослоя. Основное же изменение в размеры вносят структурные и фазовыепреврацения, которые претерпеваетоснова в результате нагрева под борирование и последуюцего охлаждения.При борировании при 550-650 Св основе происходит только перекристаллизация перлита, взаимное же распределение структурных составляющихперлита и феррита сохраняется безизменения, в связи с этим изменениеобъема и размеров практически непроисходит.Предлагаемый способ осуцествляютсо следующей последоватеЛьностьюопераций: приготавливают рабочуюсмесь, нагревают печь до 550-650 С,загружают контейнеры вместе с детаКомпонен.ты 1 2 3 4 5б Карбидбора Основа Основа Основа Основа Основа Основа Хлоридолова фторбораткалия лями и рабочей смесью в печь, производят выдержку в течение б ч с момента прогрева контейнера, конитейнеры охлаждают с печью, затем выгружают и распаковывают. 5П р и м е р. По предлагаемомуспособу иэ заготовок конструкционной стали 45 изготавливают девятьцилиндров длиной 60 мм с наружным ивнутренним диаметром соответственно 1020-30 мм.Готовят шесть составов рабочихсмесей, содержащих компоненты воптимальном количестве 3) и граничных пределов 2 и 4, а также нижеграничных значений 1) и выше граничных значений (5 ),Составы приготовленных смесейприведены, в табл. 1.Цилиндры загружают в контейнер срабочей смесью. Контейнер закрываюткрышкой, эагерметиэируют и загружают в печь, нагретую до оптимальнойтемпературы 600 С, при различныхсоставах смесей граничных пределов550 и 650 ОС, а также ниже граничных значений 500 С и выше граничныхзначений 700 С.Контейнеры выдерживают при заданных температурах в течение б ч,затем выключают печь и контейнеры ЗОохлаждают вместе с печью, после чеговыгружают на воздух. После печногоохлаждения контейнеры вскрывают иизвлекают иэ них цилиндры.Результаты борирования в предлагаемых смесях и температурах представлены в табл. 2.Содержание хлорида олова и фторобората калия, соответственно, в количестве 2-4 и 4-6 обаясняется тем, 40что при меньшем содержании ослабляется активность ,восстановительнойспособности хлорида олова и фторобората калия, а при большем содержании интенсивность восстанови ельной 45способности не увеличивается.Для получения сравнительных данных параллельно проводят борирование однотипных деталей по известному способу.С этой целью из заготовки конструкционной стали 45 изготавливают три цилиндра длиной 60 мм с наружным и внутренним диаметром соответственно 20 и 30 мм. На каждый размер оставляют припуск под шлифовку 0,1 мм. Цилиндры закаливают при 850 ОС в воде и в течение 1 ч при 210-230 С. Затем цилиндры шлифуют, измеряют размеры и загружают в контейнер с карбидом бора, Контейнер загружают в печь, нагретую до 920 С, прогревают 2 ч и выдерживают в течение б ч. Затем контейнер охлаждают вместе сопечью до 450 С и выгружают на воздух. После полного охлаждения контейнер вскрывают и извлекают иэ него цилиндры.Измерения всех борированныхрцилиндров производят с точностью +1 мкм на горизонтальном оптиметре ИКГ-З. В табл. 3 . представлены данныепо деформации стальных деталей.Результаты измерений показывают,что оптимальной температурой борирования, предельно снижающей деформацию, является температура,550-650 ОС,Борирование при температурах выше.или ниже 550-650 С приводит соответственно к отсутствию процесса насыщения или к увеличению размеров борированных деталей,Таким образом, проведение насыщения предлагаемым способом В интервале температур 550-650 С за счет.содержания в смеси хлорида олова ифторобората калия обеспечивает посравнению с известным снижение энергоемкости процесса, сокращение загрузки дефицитного печного оборудования, снижение себестоимости изготовления деталей, технологического цикла изготовления деталей, деформации деталей и расхода электроэнергии.11036799 Т аблица 2 Температуранасыщения Толщина слоя, мкм Состав 500 60-80 60-80 60-80 60-80 50-60 120-140 550 120-140 120-140 120-140 120-140 60 120-140 120-140 120-140 600 120-1 40 120-140 60-80 650 120-140120-140 700 120-140 120-140 120-140 120-140 60-80 Таблица 3 Изменение размеров после борирования,мм Способ борирования+О, 001 ВНИИПИ Заказ 5947/28 Тираж 965 Подписное Филиал ГП 1 П "Патент", г.ужгород, ул.Проектная,4 Т емп ер атура насыщеония, С Закалкас отпуском210-230
СмотретьЗаявка
3423137, 15.04.1982
КРАМАТОРСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ МАШИНОСТРОЕНИЯ
ГАБИНСКАЯ ГАЛИНА ДАВЫДОВНА, КОЛЕСНИК НИКОЛАЙ МАКСИМОВИЧ, БУКРЕЕВА НАТАЛЬЯ АНДРЕЕВНА, ГУРЕВИЧ ЛЕВ ИСАЕВИЧ
МПК / Метки
МПК: C23C 9/04
Метки: борирования, стальных
Опубликовано: 23.08.1983
Код ссылки
<a href="https://patents.su/4-1036799-sposob-borirovaniya-stalnykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ борирования стальных деталей</a>
Электролит для определения толщины покрытий на основе олова анодным растворением

Номер патента: 635119
Опубликовано: 30.11.1978
Авторы: Дьяконов, Новиков, Сысоев, Титова
МПК: C09K 13/06
Метки: анодным, олова, основе, покрытий, растворением, толщины, электролит
...Состав Предлагаемый Известный Показатели 3) 21 Компоненты, г/л Соляная кислота 100 2 200,5 - 2,5 10 - 50 5,00100 4,8096 мкм(мин 4,8296,4 0,1 1,0 4,2 0,1 1,0 1,8 0,2 1,2До 80 0,1 1,0 3,8 3,0 8,5 До 60 4,7 4,7 До 67 скорости раствоП р н и е и а н ц е; Экспернменгальные данные получены на толщинзмере ТЭ" при плотности тока 10 А/дм"., площадь контроля составляет 5 ммф. Как видно из таблицы, в предлагаемом электролите идет равномерное травление, процесс стабилен. Скачок потенциала при обнажении подложки значителен - от 0,1 до 1,0 В, что позволяет легко настроитьлюбое устройство для автоматического фиксирования времени растворения и определения толщины покрытия. Формула изобретения Электролит для определения толщиныНПО Заказ 2065/10...
Способ изготовления направляющей клапана двигателя внутреннего сгорания и материал для направляющей клапана двигателя внутреннего сгорания

Номер патента: 1836191
Опубликовано: 23.08.1993
МПК: B22F 3/26
Метки: внутреннего, двигателя, клапана, материал, направляющей, сгорания
...на основе меди.Направляющая 1 клапана имеет внутреннее продольное отверстие 2, 8 отверстии рас, положен кусок листового материала иэ,медного сплава, прокатанного в трубку 13, с перекрывающими концами (кромки) 4 и 5, , Природная упругость материала дает возможность катанной трубке 3 удерживаться в .отверстии во время транспортирования(манипулирования) перед спеканием и пропитыванием.П р и м е р 1. Порошковая смесь, состоящая из железа, 0,9 мас. фграфита, 4 мас.меди с зернистостью - 300 меш, 0,5 мас.ь твердой смазки и 0,5 мас.фугитивной смазки, спрессована в цилиндрическиетрубки длиной 43,5 мм, внутренним диаметром 6,25 мм, наружным диаметром 10 15 12,85 мм, при давлении прессования около. 206 ОО Мпа,Полоса из красной меди толщиной...
Чувствительный элемент датчика парциального давления водорода

Номер патента: 1229670
Опубликовано: 07.05.1986
Авторы: Пономарева, Уваров, Хайновский, Хайретдинов
МПК: G01N 27/46
Метки: водорода, давления, датчика, парциального, чувствительный, элемент
...Электрод герметично отделяет объем с анализируемымгазом от пространства, где поддерживается постоянное заданное значение давления водорода, 1 ил.1 1229 б 7Изобретение относится к аналитическому приборостроению и может применяться в газовой, химической и других отраслях промьппленности для определения содержания водорода в газовых смесях. 0 Целью изобретения является расширение предела измеряемых давлений. 10На чертеже представлена зависимость давления водорода от электрического напряжения. 15 Фо рмула из обре те ния ОЮ" Ф Ю Ю Составитель В, КазаковТехред Корректор А, Тяско Редактор И. Николайчук Заказ 2445/44 Тираж 778 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб.,...
Курительное изделие

Номер патента: 1836038
Опубликовано: 23.08.1993
МПК: A24D 1/18
Метки: изделие, курительное
...распылением, или табачных эссенций, а также агенты для придания табачного вкуса, такие как сахар, лакрца, какао. Другие аэрозолеобразуюшие материалы, ко-о;ч, е могут быть использованы, представляют собой многоэтомный спирт, например, глицерин, пропиленгликоль, тризтиленгликоль, которые испаряются для создания видимого "дымоподобного" аэрозоля, Аэрозолеобразующие материалы внутри контейнера обычно удерживаются основой, такой как алюминиевые шарики, углеродсодержащий материал, уплотненный например прессованный) табак, угле-. род, окись алюминия или их смесь, либо другие приемлемые материалы, известные специалистам.Предпочтительные курительные изделия также включают в себя мундштук для подачи аэрозоля к курильщику, причем в случае...
Тепломассообменный аппарат

Номер патента: 710560
Опубликовано: 25.01.1980
Авторы: Золотарев, Новожилов, Панкратова, Сафонов
МПК: B01D 3/26
Метки: аппарат, тепломассообменный
...выхода газа и жидкости, штуцера 6, 7 и 8 выхода газа, штуцера 9, 10 и710560 4 ис. 7 11, выхода жидкости, штуцера выхода и входа хладагента или теплоносителя 12-15.Аппарат работает следующим образом. Газовый поток разделяют на две5 равные части и подают в камеры 1 и 2 через штуцера 6 и 7. В камерах 1 и 2 газовый поток насышается брызгами жидкости, подаваемой через штуцера 9 и 10 и распыляемой форсунками 16 и 17, Образовавшиеся двухфазные газожидкостчые потоки проходят через рабочие трубы кожухотрубных секций 3 и 4 навстречу друг другу. Оба потока встречаются вкамЕре 5 и объединяются в общий поток, который движется в камере 5 по спиральной траектории, повторяя улиткообразную форму ее корпуса, Газовый поток, освобожденный от брызц 20...
Предыдущий патент: Состав для комплексного насыщения стальных изделий
Следующий патент: Состав для нитроцементации изделий из титановых сплавов
Случайный патент: Композиция для получения фенолформальдегидного пенопласта