Устройство для стабилизации теплового режима процесса сварки стеклопакетов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоветскихСоциалистическихРеспубликн 11925880 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(22) Заявлено 170780 (21) 2956999/29-33 1511 М.,Кп з С 03 В 23/00 с присоединением заявки МоГосударственный комитет СССР по делам изобретений и открытий(72) Авторыизобретения В.К, Лебедев, И,В. Кирдо и Ю.А. Масалов Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е.О. Патона(54) УСТРОИСТВО ДЛЯ СТАБИЛИЗАЦИИ ТЕПЛОВОГО РЕЖИМА ПРОЦЕССА СВАРКИ СТЕКЛОПАКЕТОВ Изобретение относится к сварке, а конкретно - к изготовлению электро- сварных конструкций из стекла, и может быть использовано в установках для электросварки стеклопакетов.Известно устройство для нагрева кромок стеклянного листа при изготовлении преимущественно стеклопакетов, содержащее сварочные электроды, источник переменного тока, регулятор мощности, автотрансформатор; сварочный трансформатор, регулятор сдвига Фаз, трансформатор тока, блок выключения, блок выдержки времени, и счетную схему 11Наиболее близким к предлагаемому по технической сущности является устройство для стабилизации теплового режима процесса сварки стеклопакетов, содержащее трансформаторы тока и напряжения, фаэосдвигающий блок, реле времени, сварочный трансФорматор и источник переменного тока (23Недостатком этих устройств является отсутствие стабилизации установленной программатором величины тока, что приводит к колебаниям температуры нагрева кромок и вязкости расплава и, как следствие, к нестабильности качества сварного соедИ- нения. Многоступенчатое регулирование тока, использованное в,известных устройствах, требует большого объема работы при подборе величины уставок для каждой иэ ступеней. Весьма существенным недостатком устройств является отсутствие компенсирующего воздействия при изменении толщины графитового слоя, что имеет место при смене заготовок, От режима нагрева графитового слоя зависит дальнейший ход процесса сварки и, в конечном итоге, качество сварного сое 15 динения.Целью изобретения является повышение точности устройства в работе.Цель достигается тем, что устройство для стабилизации теплового режима процесса сварки стеклопакетов, содержащее трансформаторы тока и напряжения, Фаэосдвигающий блок, реле времени, сварочный трансформатор и источник переменного тока, снабжено 25 потевциометрами, усилителем, множительным и суммирующим блоками, дросселем, преобразователем и источни" ком постоянного тока, причем к кромкам стеклопакета подключен сварочный 30 трансформатор, один вывод первичной10 Формула изобретения 50с 65 обмотки которого подключен к одномуполюсу источника переменного тока, другой вывод первичной обмотки сварочного трансформатора подключен через преобразователь к другому полюсу источника переменного тока, одна из обмоток трансформатора напряжения подключена к кромкам стекло- пакета, другая обмотка трансформатора напряжения соединена с однимивходами суммирующего блока, выходкоторого через последовательно соединенные множительный блок, усилитель и фазосдвигающий блок подключен ко входу преобразователя, вовторичную обмотку сварочного трансформатора включен трансформатор тока, один из выводов которого подключен непосредственно к одному соответствующему входу суммирующего блока и к одному из, входов множительного блока, а другой вывод трансформатора тока подключен через замыкающий контакт реле времени к другому входу суммирующего блока и к другому входу множительного блока, один из входов усилителя подключен к одним выводам потенциометров и к одному из выводов источника постоянного тока, другой вывод которого подключен к другим выводам потенциометров, а другой вход усилителя через размыкающий контакт реле времени соединен с регулирующими контактами потенциометров.На чертеже представлена функциональная схема устройства для стаби лизации теплового режима процесса сварки стеклопакетов.Устройство включает вентильный преобразователь 1, фазосдвигающий блок 2, Усилитель сигнала рассогласования 3, множительный блок 4, суммирующий блок 5, трансформатор напряжений 6, трансформатор 7, реле времени 8 с замыкающим контактом 9 и размыкающим контактом 10, потенциометры 11 и 12, дроссель 13 и сварочный трансформатор 14.На первом этапе цикла сварки - предварительного подогрева кромок стекла - контакт 9 разомкнут и на вход множительного блока 4 поступают сигналы с трансформаторов тока и напряжения, в результате чего на выходе блока Формируется напряжение, пропорциональное средней мощности, Продолжительность первого этапа равной 4-10 с и включает в себя время, необходимое для нагрева и обгорания графитового слоя, и время доведения средней температуры зоны разогрева кромок до требуемой величины порядка 1000 С. Стабилизация средней мощности на этом этапе цикла сварки обе печивает постоянство тепловложения в кромки стекла вне зависимости от толщины графитового покрытия. На входе усилителя сигнала рассогласо 15 20 25 35 40 45 50 55 вания 3 происходит вычитание напряжения, пропорционального средней мощности, из напряжения уставки спотенциометра 11, подключенного наэтом этапе ко входу усилителя 3 через контакт 10, управляемый реле времени 8. Усиленным сигналом рассогласования управляется фазосдвигающееустройство 2, изменяющее в зависимости от величины этого сигнала фазу отпирающих вентили контактора 1 импульсов. Второй этап цикла сварки продолжительностью 40-70 с характеризуется тем, что с началом его замыкается ключ 9, а ключом 10 изменяется величина уставки на входе усилителя сигнала рассогласования 3.Суммирующий блок 5 при этом осуществляет вычитание сигнала, пропорционального току из сигнала со вторичной обмотки трансформатора напряжения 6. КоэфФициент пропорциональности подобран таким образом, чтобы формируемая на выходе множительного блока 4 разность средней мощности и умноженного на постоянный коэффициент квадрата эффективного значения тока была связана со средней температурой зоны разогрева кромок линейной зависимостью. В таком случае стабилизация этой разности обеспечивает практическую стабильность средней температуры эоны разогрева кромок,. стабильность вязкости расплава и, как следствие, воспроизводимость качества сварных соединений. При этом эффективное значение тока и средняя мощность являются возрастающими функциями времени, близкими к оптимальным без использования многоступенчатого программирующего устройства.Освоение производства сварных стеклопакетов позволяет повысить надежность их в эксплуатации по сравнению с клееными и исключить расход дополнительных материалов - металла и клеящих веществ - при их изготовлении.По предварительным расчетам применение сварных стеклопакетов в строительстве снижает стоимость по сравнению с обычным двойным остеклением на 6,1 руб на 1 м. Освоение первой очереди цех 1 а жроизводительностью 100 тысм в год дает экономический эффект более 600 тыс, руб в год. Устройство для стабилизации теплового режима процесса сварки стекло- пакетов, содержащее трансформаторы тока и напряжения, фазосдвигающий блок, реле времени, сварочный трансФорматор и источник переменного тока, о т л и ч а ю щ е е с я тем,925880 о Составит Техред И Корректо ь Л айд Билак едактор Т, К Заказ 2 Тираж 507Государственногоелам изобретенийква; Ж, Раушск Подписномитета СССРткрытийнаб , д. 4/5 НИИ 035, М илиал ППП Патентф, г. Ужгород, ул. Прое что, с целью повышения точности устройства в работе, оно снабжено нотенциометрами, усилителем, множительным и суммирующим блоками, дросселем, преобразователем и источникомпостоянного тока, причем к кромкамстеклопакета подключен сварочныйтрансформатор, один вывод первичнойобмотки которого подключен к одномуполюсу источника переменного тока,другой вывод первичной обмотки сварочного трансформатора подключен через преобразователь к другому полюсу источника переменного тока, однаиз обмоток трансформатора напряженияподключена к кромкам стеклопакета,другая обмотка трансформатора напряжения соединена с одними входами суммирующего блокавыход которого через последовательно соединенные множительный блок, усилитель и фазосдвигающнй блок подключен к входу преобразователя, во вторичную обмотку сварочного трансформатора включен трансформатор тока, один из выводбв которого подключен непосредственно кодному соответствующему входу суммирующего блока и к одному из входовмножительного блока, а другой выводтрансформатора тока подключен череззамыкающий контакт реле времени кдругому входу суммирующего блока ик другому входу множительного блока, один из входов усилителя подключен к одним выводам потенциометров ик одному из выводов источника посто.янного тока, другой вывод которогоподключен к другим выводам потенциометров, а другой вход усилителя через размыкающий контакт реле времени соединен с регулирующими контак тами потенциометров. Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРщ 9 608464, кл. С 03 В 23/00, 1974.
СмотретьЗаявка
2956999, 17.07.1980
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
ЛЕБЕДЕВ ВЛАДИМИР КОНСТАНТИНОВИЧ, КИРДО ИВАН ВИКТОРОВИЧ, МАСАЛОВ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: C03B 23/00
Метки: процесса, режима, сварки, стабилизации, стеклопакетов, теплового
Опубликовано: 07.05.1982
Код ссылки
<a href="https://patents.su/3-925880-ustrojjstvo-dlya-stabilizacii-teplovogo-rezhima-processa-svarki-steklopaketov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для стабилизации теплового режима процесса сварки стеклопакетов</a>
Блок записи временных сигналов для запоминающих устройств

Номер патента: 640684
Опубликовано: 30.12.1978
Авторы: Андраш, Габор, Иштван, Карой, Петер
МПК: G11C 7/00
Метки: блок, временных, записи, запоминающих, сигналов, устройств
...дикатор, преобразователь кодов, блок временного запуска, модулируемый генератор, счетчик один из входов которого подключен к шине минутных сигналов, и шину часовых сигналов 21Недостатками известного блока являются малая точность и невысокая надежность.Целью изобретения является повышение точности и надежности блока. записи.Для достижения поставленной цели выход блока временного запуска соединен с другим входом счетчика,640684 Формула изобретения Подпи ираж 6 ЦНИИПИЗаказ 7013/5 илиал ППП фПатентф, г, Ужгород, ул. Проектна один из выходов которого через индикатор соединен с шиной часовых сигналов, а другой выход счетчика соединен с преобразователем кодов, подключенным к модулируемому генератору, связанному с выходом блока.Изобретение...
Система управления двигателем внутреннего сгорания бульдозера

Номер патента: 1757929
Опубликовано: 30.08.1992
Авторы: Мазепов, Михальский, Олесов, Патрахальцев, Поликер
МПК: B60K 41/06, F02D 17/00
Метки: бульдозера, внутреннего, двигателем, сгорания
...в ка- нитным приводом; на фиг. 3 - принципиальчестве органов управления дизелем ная схема системы управления.использованы дополнительные органы уп- Система управления двигателем внутравления. 55 реннего сгорания 1 дизелем) бульдозераВ таких системах датчики выполнены в содеркит топливный насос 2 высокого даввидедатчиковпараметроврабочегопроцес- ления ТНВД), регулятор 3 с органами упса, датчиков частоты вращения, датчиков равления, штуцера 4 ТНБД 2, положения рейки. При работе таких систем подкачивающий насос 5, линии 6 л н окого отключением части цилиндров достигается давления(ЛВД), форсунки 7 закрло т па.20 25 30 35 40 45 50 55 Дополнительные органы 8 управления дизелем связаны с ЛВД 6 и содержат электропривод 9 от реле 10 времени,...
Устройство для защиты от токов короткого замыкания рудничной аппаратуры

Номер патента: 1262623
Опубликовано: 07.10.1986
Авторы: Красильников, Риман
МПК: H02H 7/26
Метки: аппаратуры, замыкания, защиты, короткого, рудничной, токов
...по параллельно включенным резисторам 2, 13 и 14 при пи 5 20 25 30 35 40 45 50 тании измерительной части схемы, подается через двухфазный выпрямитель16 на делитель напряжения на резисторах 19 и 20. При достижении заданного уровня напряжения на резисторе 20срабатывает реле Э и подает сигнална управляющий электрод тиристора 8.С помощью резистора 20 устанавливается минимальная уставка срабатывания, последующие уставки регулируются с помощью переменного резистора 19,При открывании тиристора 8 напряжение, обусловленное прохождениемтока через резистор 2, через двухфазный выпрямитель 5 подается на обмотку двухобмоточного реле 7 с магнитной защелкой, При срабатывании релеразрывается цепь дистанционного управления катушкой контактора 22,блокируя...
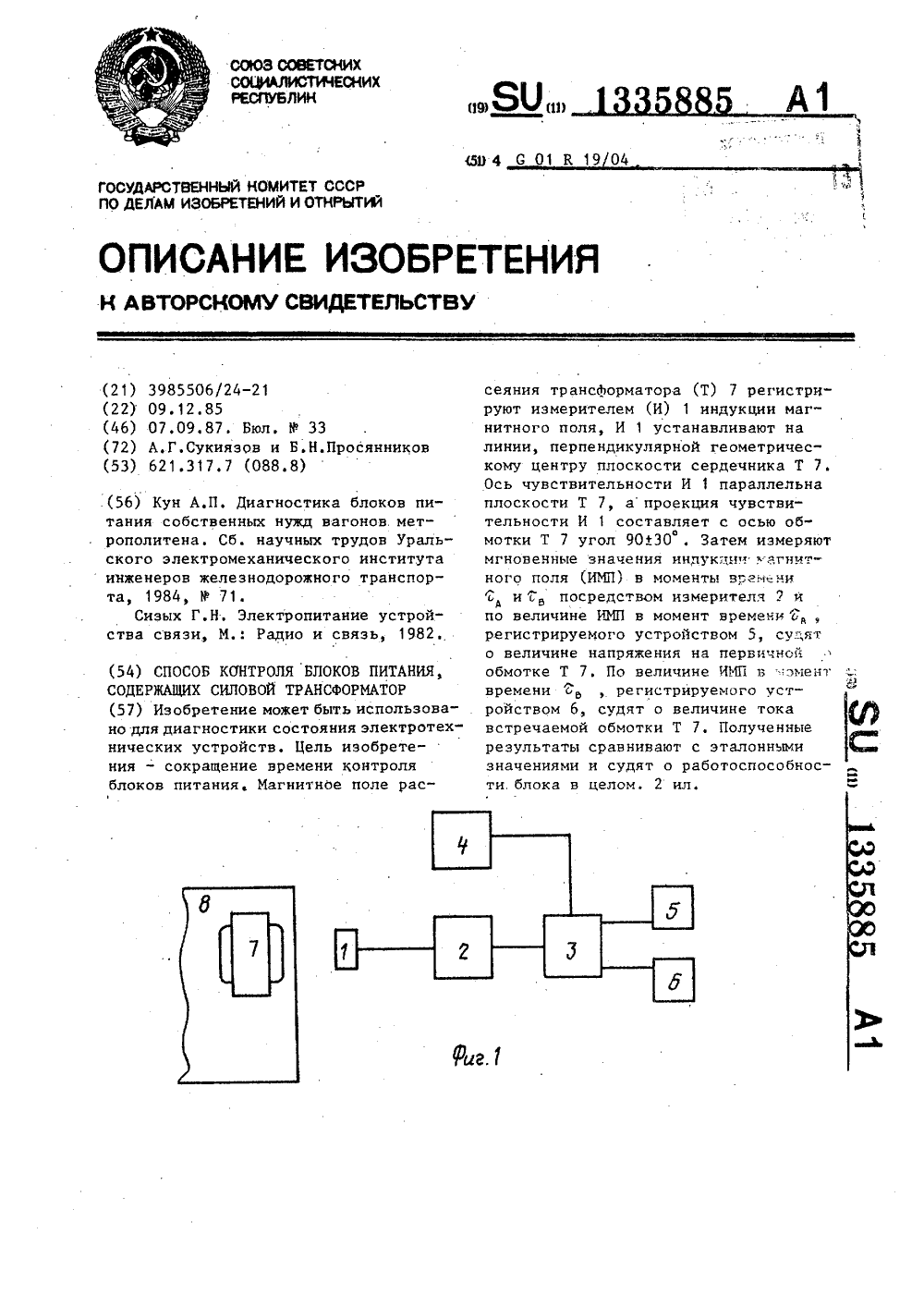
Способ контроля блоков питания, содержащих силовой трансформатор
Номер патента: 1335885
Опубликовано: 07.09.1987
Авторы: Просянников, Сукиязов
МПК: G01R 19/04
Метки: блоков, питания, силовой, содержащих, трансформатор
...через измеритель 2 мгновенногозначения магнитного поля к входу управляемого ключа 3, управляющий вход З 0которого подключен к выходу генератора 4 строб-импульсов. К выходам управляющего ключа 3 подключены устройство 5, регистрирующее напряжениена первичной обмотке, и устройство 6,регистрирующее ток нагрузки во вторичной обмотке трансформатора 7. Измеритель 1 индукции магнитного полярасполагают напротив геометрическогоцентра плоскости сердечника трансформатора 7 параллельно его плоскости, причем проекция оси чувствительности измерителя 1 индукции магнитного поля составляет с осью обмоткитрансформатора 7 контролируемого блока 8 питания угол 90+30 Контроль работы блока 8 питанияосуществляют следующим образом.Магнитное поле рассеяния...
Устройство для управления подключением резервных блоков

Номер патента: 947865
Опубликовано: 30.07.1982
Авторы: Горшков, Комаров, Савватеев, Штейнберг
МПК: G06F 11/20
Метки: блоков, подключением, резервных
...элемент ИЛИ 11 поступает на первый вход первого элемента И 6, на выходе которого также присутствует сигнал 35 логического ф 01. Этот сигнал поступает на первые входы Запуск преобразователей напряжения 5-5, вследствие чего на иннерсных выходах преобразователей напряжения 5- 40 5 в исходном состоянии появляются сйгналы логической 1. Эти сигналы поступают на входы второго элемента И 7, на выходе которого также присутствует сигнал логической1 который приходит на входы элемента ИЛИ-НЕ 10 и элемента 9 задержки. Поэтому на выходе элемента ИЛИ-НЕ 10 и на К-входах триггеров 12 -12 через время задержки Т появится сигнал логического 0 ф, Сигнал логической 1 с выхода каждого из преобразователей напряжения 5-5поступает также на первый вход...
Предыдущий патент: Ванная стекловаренная печь
Следующий патент: Устройство для формования стеклоизделий
Случайный патент: Упругоцентробежная муфта