Смесь для изготовления литейных форм по удаляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
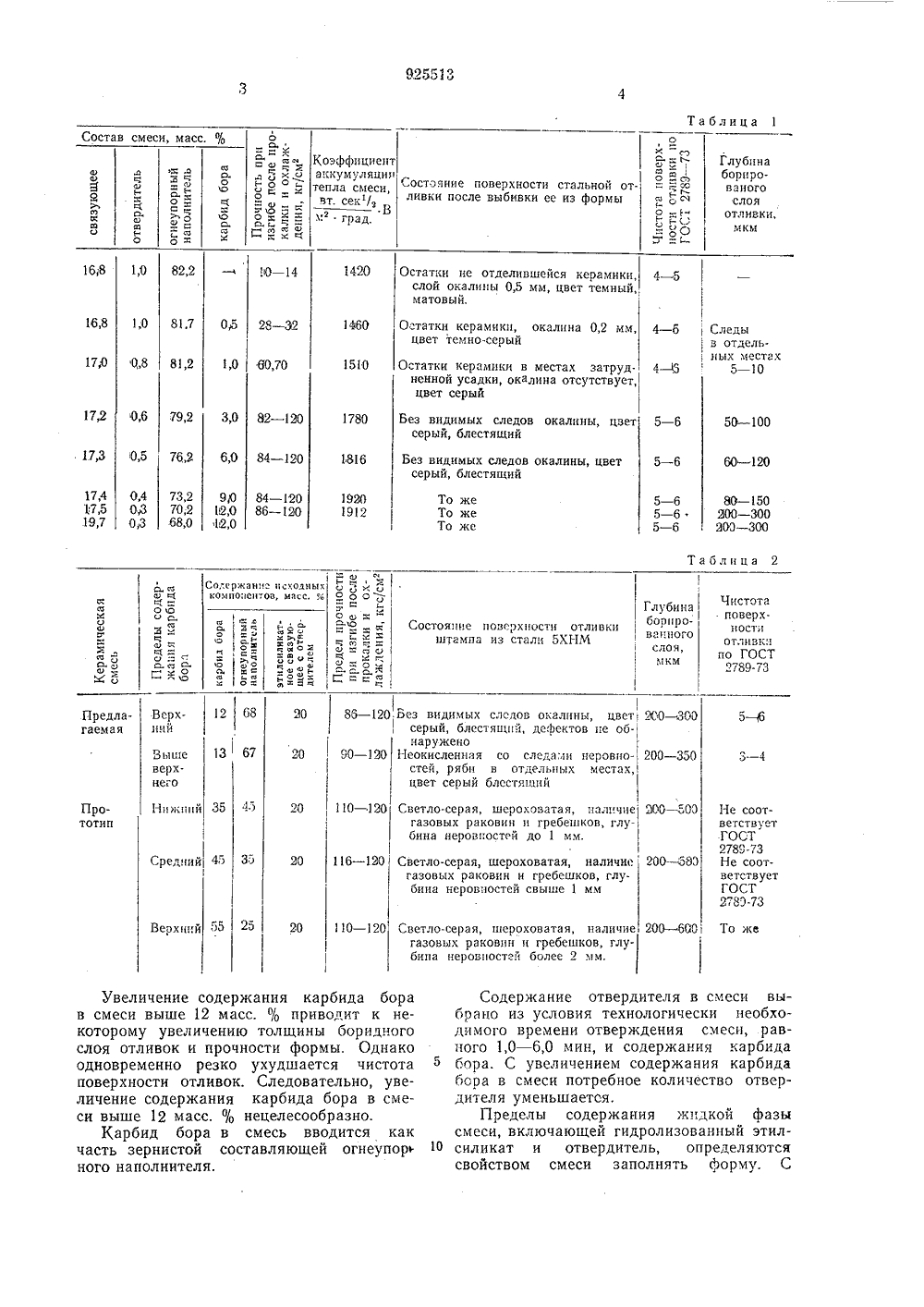
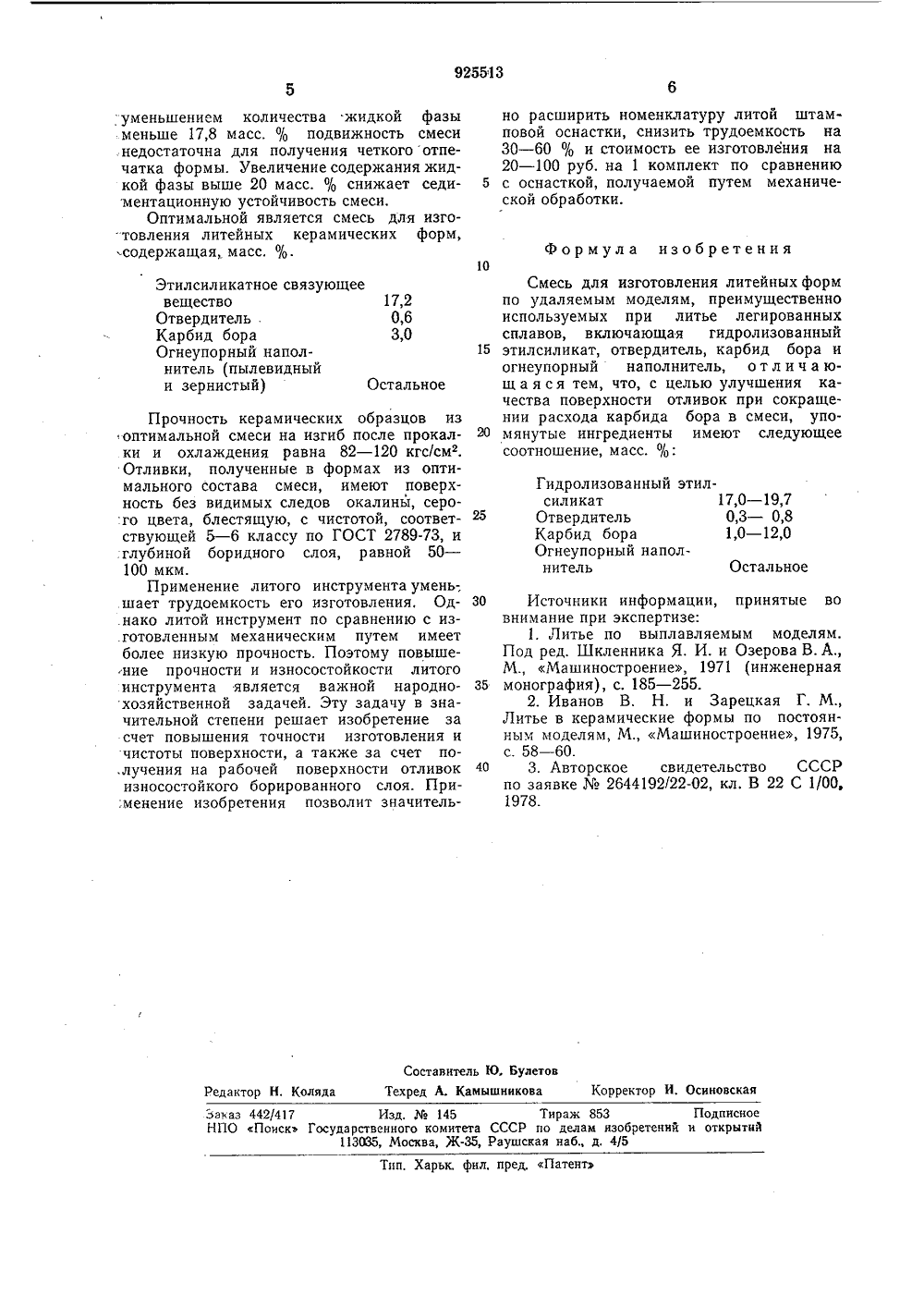
О П И С А Н И Е92593ИЗОБРЕТЕ Н ИЯ СОюз СееетсзиВ Социалистических Республик(45) Дата опубликования описания 07.05.82 Гесудерствеиимй иемитет ССС.Р ие делам изебретеиий и открытий(54) СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО УДАЛЯЕМЫМ МОДЕЛЯМГидролизованный этилсиликат10 ОтвердительКарбид бораОгнеупорный напол- нитель 17,0 - 19,7 0,3 - 0,8 1,0 - 12,0 Остальное Изобретение относится к литейному производству, а именно к составам смесей для изготовления керамических форм по разовым и постоянным моделям, используемых при литье легированных сплавов.Известные смеси для изготовления керамических форм как по разовым моделям 1, так и по постоянным моделям 2 включают связующее вещество, огнеупорный наполнитель и различные технологические добавки.Наиболее близкой по составу и достигаемому эффекту к изобретению является смесь для изготовления литейных керамических форм, включающая этилсиликатное связующее вещество, карбид бора и огнеупорный наполнитель 3.Известная смесь содержит 35 - 55% карбида бора, что позволяет получить отливки инструмента с упрочняющим боридным слоем.С увеличением содержания карбида бора в смеси толщина боридного слоя в отливках повышается незначительно, однако заметно ухудшается качество поверхности отливок. Карбид бора - дефицитный материал.Целью изобретения является улучшение качества поверхности отливок при сокращенном расходе карбида бора в смеси. Указанная цель достигается тем, что всмеси для изготовления литейных форм, включающей гидролизованный этилсиликат, отвердитель, огнеупорный наполни тель и карбид бора, ингредиенты имеютследующее соотношение, масс. 16 Существо изобретения поясняется примерами использования смесей, приведенными в табл. 1, где указаны составы смесей, технологические свойства форм, изготовленных из этой смеси, и качество отли О вок, полученных в этих формах.Способ приготовления предлагаемойсмеси не отличается от прототипа 3.В табл. 2 приведены сравнительныеданные, показывающие преимущество 25 предлагаемой смеси по сравнению сосмесью-прототипом 3.1 Как следует из табл. 1, содержание в смеси карбида бора менее 1 масс. % не дает ощутимого эффекта.оо 51" 1 о Таблица 1 Состав смеси, масс. % хчЯ и о о х а) Глубина борированогослоя отливки,мкм Коэффициент аккумуляция тепла смеси,вт. сек/,рад. о о )о х,о х в а о х ох о о са охЙ Я ф о х й:( о о Состояние поверхности стальной отливки после выбивки ее из формы168 1,0 1420 Остатки не отделившейся керамики, слой окалины 0,5 мм, цвет темный, матовый. 82,2 О - 14 16,8Следыв отдель.ных местах5 - 10 1,0 81.7 О)5соОстатки керамики, окалина 0,2 мм, цвет темно-серый 28 - 32 4 - 6 17,0 08 81,2 Остатки керамики в местах затруд- пенной усадки, окалина отсутствует, цвет серый 1510 60,70 17,2 О,б 79,2 З,О 82 - 120 Без видимых следов окалины, цвет серый, блестящий 1780 5 в 50 - 100 1 7,3 0,5 6,0 762 84 - 120 1816 Без видимых следов окалины, цвет серый, блестящий 5 - 6 17,4 17,5 19,7 0,4 О)3 73,2 70,2 68,0 9)0 12,О Ы,О 84 - 120 86 - 120 1920 1912 То же То же То жс 5 - 6 80 - 150 5 - 6200 - 300 5 - 6 ЖЮ - ЗОО Таблица 2 Сохержанно нсхоаных компо;)ентоо, масс. М о, ха)о)оо о,хд хя хо(о"о Чистота поверхности отливки по ГОСТ 2789-73 х Й о а) х х 2о о М о Глубинаборпро-,ванногослоя,мкм м Рхмиох ао о оаЮ"оохахиа Состояние поверхности отливки штампа из стали 5 ХНМ186 - 12 О,Без видимых следов окалины, цвет 2 ОО - 300 серый, блестящий, дефектов не об 12 68 20 ВерхПредлагаемая пий 1367 нар уженоНсокисленная со следами неровно в 3стей, ряби в отдельных местах,цвет серый блсстяцшй 90 - 120 20 Выше верх- него Светло-серая, шероховатая, наличие 200 в 5 газовых раковин и гребешков, глубина неровностей до 1 мм.С . 200 - 580 35 110 - 1 20 20 Ни)кнпй Про- тотип 35 Средний 45 116 в 1 ветло-серая, шероховатая, наличи) газовых раковин и гребешков, глу. бина неровностей свыше 1 мм г)5 200 600 То же Светло-серая, шероховатая, наличиегазовых раковин и гребешков, глубина неровностей более 2 мм. 110 в 1 20 Верхний Содержание отвердителя в смеси выбрано из условия технологически необходимого времени отверждения смеси, равного 1,0 - 6,0 мин, и содержания карбида бора, С увеличением содержания карбида бсра в смеси потребное количество отвердителя уменьшается,Пределы содержания жидкой фазысмеси, Включающей гидролизованный этил силикат и отвердитель, определяютсясвойством смеси заполнять форму. С Увеличение содержания карбида бора в смеси выше 12 масс. % приводит к некоторому увеличению толщины боридного слоя отливок и прочности формы. Однако одновременно резко ухудшается чистота поверхности отливок. Следовательно, увеличение содержания карбида бора в смеси выше 12 масс. % нецелесообразно.Карбид бора в смесь вводится как часть зернистой составляющей огнеупор ного наполнителя. о о х Ф д о е о о х оа) 4 ) о х аМ о оо Ь о о.о х х хМ 1 ъ х й х с)хсао Е х хо "Ъ г) о с 4 о, с ,) )-ьи с) 5 Не соответствуетГОСТ2789-73Не соответствуетГОСТ2789-73925513 фор мула изобретения 1 О Этилсиликатное связующее веществоОтвердитель .Карбид бораОгнеупорный наполнитель (пылевидный и зернистый) 17,2 0,6 3,0 Остальное Гидролизованный этилсиликат 17,0 - 19,7 Отвердитель 0,3 - 0,8 Карбид бора 1,0 - 12,0 Огнеупорный напол- нитель Остальное 30 Составитель Ю, БулетовТехред А. Камышникова Корректор И, Осиповская Редактор Н, Коляда;заказ 442/417 Изд,145 Тираж 853 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж.35, Раушская наб., д. 4/5Тпп, Харьк, фнл. пред, Патент уменьшением количества .жидкой фазы меньше 17,8 масс. % подвижность смеси недостаточна для получения четкого отпечатка формы. Увеличение содержания жидкой фазы выше 20 масс. % снижает седиментационную устойчивость смеси.Оптимальной является смесь для изготовления литейных керамических форм, содержащая, масс. %. Прочность керамических образцов из оптимальной смеси на изгиб после прокалки и охлаждения равна 82 - 120 кгс/см. Отливки, полученные в формах из оптимального состава смеси, имеют поверхность без видимых следов окалины, серого цвета, блестящую, с чистотой, соответствующей Ь - 6 классу по ГОСТ 2789-73, и :глубиной боридного слоя, равной 50 - 100 мкм.Применение литого инструмента умень-, шает трудоемкость его изготовления, Од.нако литой инструмент по сравнению с из.готовленным механическим путем имеет более низкую прочность. Поэтому повышение прочности и износостойкости литого инструмента является важной народнохозяйственной задачей, Эту задачу в значительной степени решает изобретение за счет повышения точности изготовления и чистоты поверхности, а также за счет по.лучения на рабочей поверхности отливок износостойкого борированного слоя. При:менение изобретения позволит значительно расширить номенклатуру литой штамповой оснастки, снизить трудоемкость на 30 - 60 % и стоимость ее изготовления на 20 в 1 руб. на 1 комплект по сравнению 5 с оснасткой, получаемой путем механической обработки. Смесь для изготовления литейных формпо удаляемым моделям, преимущественно используемых при литье легированных сплавов, включающая гидролизованный 15 этилсиликат, отвердитель, карбид бора иогнеупорный наполнитель, о т л и ч а ющ а я с я тем, что, с целью улучшения качества поверхности отливок при сокращении расхода карбида бора в смеси, упо мянутые ингредиенты имеют следующеесоотношение, масс. %: Источники информации, принятые вовнимание при экспертизе:1. Литье по выплавляемым моделям.Под ред. Шкленника Я. И. и Озерова В.А.,М., Машиностроение, 1971 (инженерная 35 монография), с. 185 - 255.2. Иванов В. Н. и Зарецкая Г, М.,Литье в керамические формы по постоянным моделям, М., Машиностроение, 1975,с. 58 - 60.40 3. Авторское свидетельство СССРпо заявке2644192/22-02, кл. В 22 С 1/00,1978.
СмотретьЗаявка
2709595, 08.01.1979
ПРЕДПРИЯТИЕ ПЯ Р-6194
КАШУБА НИКОЛАЙ АНУФРИЕВИЧ, АНИСОВИЧ ГЕННАДИЙ АНАТОЛЬЕВИЧ, ПИСАРЕНКО ЛЕОНИД ЗОТОВИЧ
МПК / Метки
МПК: B22C 1/02
Метки: литейных, моделям, смесь, удаляемым, форм
Опубликовано: 07.05.1982
Код ссылки
<a href="https://patents.su/3-925513-smes-dlya-izgotovleniya-litejjnykh-form-po-udalyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Смесь для изготовления литейных форм по удаляемым моделям</a>
Способ определения количественного содержания крахмалопродукта в составах песчано-бентонитовых и песчано глинистых смесей, используемых для изготовления литейных форм
Номер патента: 908468
Опубликовано: 28.02.1982
Авторы: Кумалагова, Лазарева, Рухлядева, Сороваева, Филатова, Чапчикова
МПК: B22C 1/02
Метки: глинистых, используемых, количественного, крахмалопродукта, литейных, песчано, песчано-бентонитовых, смесей, содержания, составах, форм
...реагента с последующим опоеделением оптическойплотности продуктов указанной реакции и вычислением по соответствующейформуле содержания крахмалопродукта,одновременно с гидролизом крахмалопродукта проводят его десорбцию путем введения в качестве десорбентанавески сухой соли сернокислого алюминия при содержании последней 0,30,5 от массы раствора серной кислоты, причем гидролиз проводят раствором серной кислоты с концентрацией3-63 при выдержке в кипящей водянойбане в течение 20-30 мин.Десорбент А 1 (50) необходимо 20вводить в виде сухой соли в количестве 0,3-0,5., предпочтительно 0,Мпо отношению к количеству растворасерной кислоты, взятой для гидролиза. Это составляет О,5-0,25 г (предпочтительно 0,2 г).При количестве сернокислого...
Способ создания противопригарного слоя на рабочей поверхности литейных форм и стержней

Номер патента: 753523
Опубликовано: 07.08.1980
Авторы: Давыдов, Денисов, Попкова, Эльберт
МПК: B22C 3/00
Метки: литейных, поверхности, противопригарного, рабочей, слоя, создания, стержней, форм
...или барбатацией) до образования однородного пенообразного продукта. Пенообраэный продукт наносят на рабочие поверхности форм и стержней обычными способами, В качестве растворителей, кроме воды, могут быть использованы, например, спирт и другие жидкости. Примером реализации предлагаемого способа мо жет служить следующее;Состав используемого покрытия,:Графит черный 56Бентонит 0,5Сульфитно-спиртовая барда 10,5 3Водный раствор сульфанола4-ный 33При перемешив анни в механической пропеллерной мешалке покрытие переходит в пенообразное состояние с З 5 плотностью покрытия - 1,0 г/см ,чеэ рез 1 час - 1,0 г/см, через 3 часа 1 г/смз, через 24 часа,3 г/см;общее содержание влаги в покрытии33-35,Пониженная плотность в первыетри часа является...
Способ очистки формующих поверхностей пресс-форм

Номер патента: 921865
Опубликовано: 23.04.1982
Авторы: Бочаров, Довгялло, Коляго
МПК: B29C 1/04
Метки: поверхностей, пресс-форм, формующих
...в качестве очищающего агента используют полиуретан, который запрессовывают в прессформу, полностью заполняя формующие полости, а выдержку пресс-формы осуществляют при температуре 160-200 С и давлении 11,9-19,6 МПа, после чего ее охлаждают до температуры 20-120 С,В используемых полиуретановых материалах или их отходах имеются термически неустойчивые химические связи (мочевинные, биуретовые, аллофа 5 о 15 го Д 5 зо 35 40 45 натные и др.), которые при температуре выше 160 С подвергаются обратимой термической диссоциации с образованием химических групп, обладающих высокой полярностью и реакционной способностью. Благодаря распаду связей полиуретан при повышенной температуре и давлении приобретает те" кучесть и плотно прилегает к...
Способ получения облицовочного слоя на формообразующей поверхности постоянных форм и устройство для его осуществления

Номер патента: 1357117
Опубликовано: 07.12.1987
Авторы: Батизат, Бредун, Гетман, Гольдбирт, Гузанов, Кочура, Мазурик, Осипов, Перепечай, Юрченко, Яровинский
МПК: B22C 9/00
Метки: облицовочного, поверхности, постоянных, слоя, форм, формообразующей
...слоя в своей 1 О верхней части крепится к подъемно- транспортному средству 50, позволяющему осуществлять перемешение устройства для нанесения облицовки (кроме формы 2), устанавливать модель 1 в 15 форму 2 (или выемку модели из формы), стыковку (или расстыковку) наращалки 4 с формой 2.Устройство работает следующим образом. 20Расходные бункеры 16, 17 и 22, 23 дозаторов 14,15 и 20, 21 заполняются компонентами облицовочной смеси сразу на несколько доз каждый. Облицовочной смесью определяется выбор ее компонентов и их качество. При помою щи привода 27 включается в работу смеситель 26, в емкость 28 которого из выпускных окон 18,19,24 и 25 дозаторов в определенной последователь -0 ности и через запланированные интервалы времени поступают...
Устройство для запрессовки модельной массы в пресс-форму

Номер патента: 1555044
Опубликовано: 07.04.1990
Авторы: Власов, Мухин, Таран, Томилов, Чернов
МПК: B22C 7/02
Метки: запрессовки, массы, модельной, пресс-форму
...например сжатый воздух. К наконечнику 6 выпускного сопла в соответствующее отверстие подводится пресс-форма 10. Нажатием рукоятки 5 открывается выпускное сопло 3 и одновременно сжатый воздух через шланг 9 начинает поступать на виброударный механизм. Через канал 18, радиальные отверстия 22, проточку 21 и распределительные каналы 23 сжатый воздух поступает в силовую камеру 25. Давление в сило 5 10 15 20 25 30 35 40 45 50 вой камере 25 поднимается и под его воздействием ударник 14 начинает двигаться вниз, сжимая пружину 17 обратного хода, которая таким образом аккумулирует энергию прямого хода ударника 14. В конце разгонного пути ударника 14 происходит отрыв манжеты-клапана 19 от клапанной повехности поршня-наковальни 4 и через...
Предыдущий патент: Автомат цепевязальный
Следующий патент: Способ защиты поверхности стальных отливок от дефектов
Случайный патент: Устройство для доения коров и выпаивания телят