Устройство для адаптивного программ-ного управления ctahkom
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
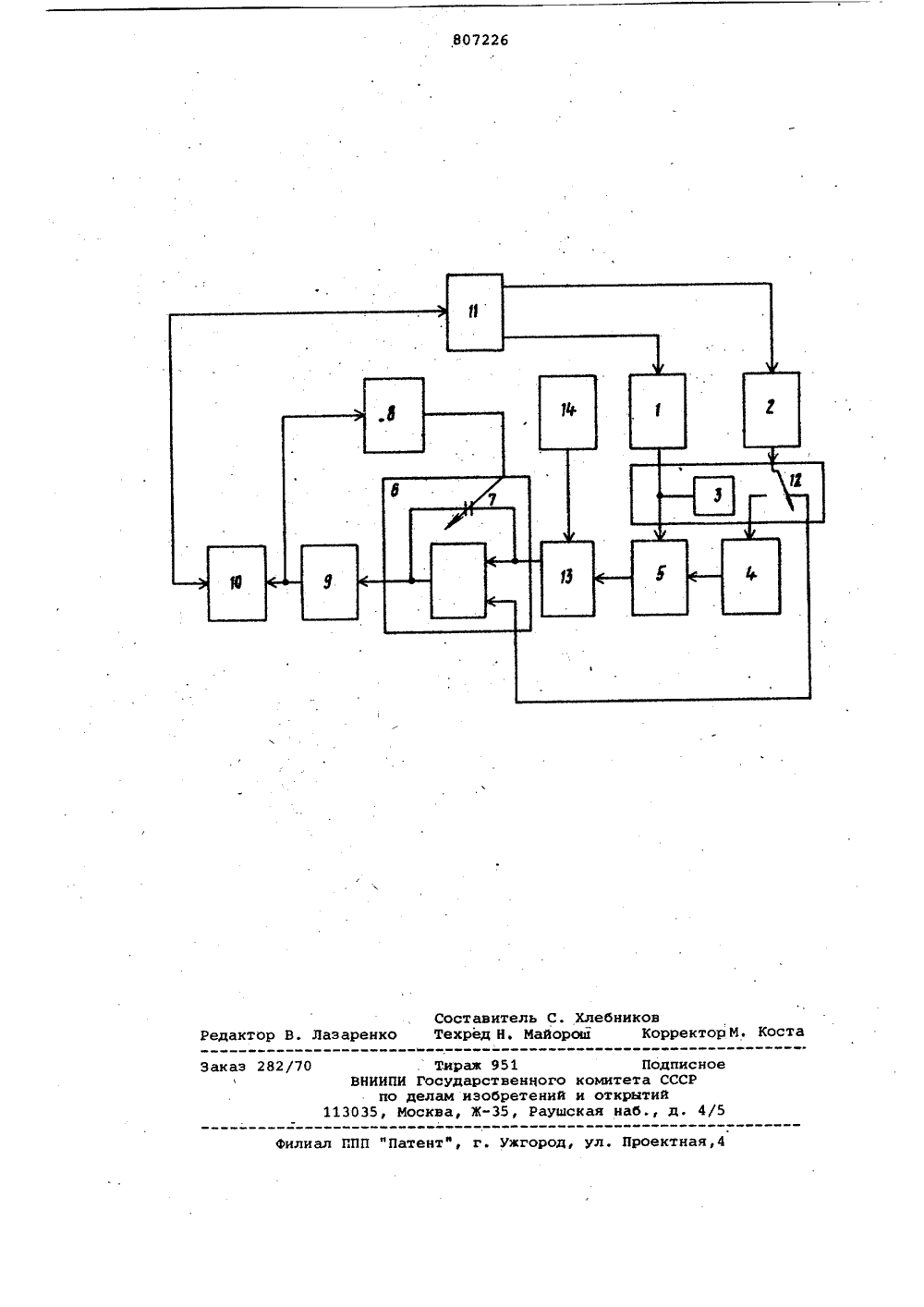
Союз Советских Социалистических Республик(22)Заявлено 20.07 78 Р 1) 2647673/18-24 Ф)М (ф с присоединением заявки Йо 6 05 В 19/33 Государственный комитет СССР ио аелам изобретений и открытий(23) Приоритет Опубликовано 2302.81, Бюллетень йе 7 Дата опубликования описания 23. 02 . 81(72) Авторы изобретения К.И. Палк и К.Б, Ольнев СЕСО-ХР А й Айт-:.,:япь:.:.ьОсобое конструкторское бюро станкостро нияЫД РУБ 4(54) УСТРОИСТВО ДЛЯ АДАПТИВНОГО ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМИзобретение относится к автома" тике и вычислительной технике и предназначено для использования в системах числового програманого уп" равлення фреэернымк станками.По основному авт,св, В 538345 известно устройство для адаптивного программного управпения станком, содержащее нуль-орган, датчик вибрации, датчик силы резания и задатчик силы резания, соединенный с блоком сравнения, подключенным через последовательно соединенные блок регули" рования подачи, блок задания скорости .н блок задания программы к при- воду подачи, преобразователь частоты в тапряжение, вход и выход которого подключены соответственно к выходу блока задания скорости я входу блока регулирования йодачн, а датчики вибрации и силы резания через нуль-орган соединены со входами эа" датчика силы резания и блока регулирования подачи 1 .Однако это устройство не обладает повышенной точностью работы в установившихся режимах и .в динамике из-за большого времени переходного процесса и колебаний при скачкообразном изменении силы реэаНИЯ. Целью изобретения является позы-шение точности устройства.Поставленная цель достигаетсятем, что устройство содержит измеритель частоты вращения шпинделя и блоккоррекции, причем, выход блока сравнения подключен ко входу блока регулирования подачи через блок коррекИ ции, управляющий вход которого соединен с выходом измерителя частоты вращения шпинделя.На чертеже показана функциональнаясхема устройства,Устройство содержит датчик 1силы резания и датчик 2 вибраций,выходы которых соединены с нуль-органом 3. К выходу нуль-органа подключены задатчик 4 силы резания иблок 5 сравнения,и блок 6 регулирования подачи с интегрирующим конденсатором 7. Выход задатчика 4 силырезания соединен также с одним нэвходоз блока 5 сравнения.К конденсатору блока 6 регулирования подачиподключен выход преобразователя 8частоты в напряжение. Выход блока 6соединен со входом блока 9 заданияскорости. Вход преобразователя 8соединен с выходом блока 9 заданияскорости н входом блока 10 задания4 807226 5 10 15 20 25 30 органа 3, и выходной сигнал датчикавибраций вырабатывает команду на. уменьшение уставки предельной силы 35 резания задатчиком 4.Такая конструкция устройства позволяет увеличить запас его устойчивости и надежность работы, а такжеповысить точность работы в установив 40 где Гр45 50 55 60 5КртЗЪжп 100 а скорость резания; номинальная толщинаили заданное значениетолщины стружки, относительно которого стечением времени изме"няется толщина струж"ки;- коэффициент, зависящийот вида обрабатываемогоматериала;- число оборотов шпинделя в минуту- диаметр Фрезы; программы. К выходу блока 10 подключен привод 11 подачи, соединенный с датчиками 1 и 2. Датчик 2 вибраций через контакты 12 нуль-органа 3 подключен либо к задатчику 4 силы резания, либо к блоку б регулирования подачи. К выходу блока сравнения подключен самонастраивающийся. блок 13 коррекции, управляемый вход которого соединен с выходом измерителя 14 частоты вращения шпинделя. Выход блока 13 коррекции соединен с блоком б регулирования подачи.Устройство работает следующим образом.При Фреэеровании глубина и ширина резания изменяются в широких пределах, вследствие чего изменяется и мощность резания, контролируемая датчиком 1. На выходе блока 5 сравнения Фактическое значение мощности сравнивается с уставкой, вырабаты-. ваемой эадатчиком 4. В зависимости от знака разности сравниваемых величин, блок б увеличивает или уменьшает подачу, автоматически компенсируя отклонение мощности от заданного значения. В блоке 13 коррекции кроме сигнала разности формируются сигналы, пропорциональные интегралу и производным от величины разности между измеренной и заданной силами резания. Причем, параметры блока коррекции автоматически изменяются в зависимости от значения частоты вращения шпинделя, так как в аналитмческую зависимость главной составляющей силы резания от подачи час 1 тота вращения шпинделя (или число оборотов шпинделя) входит опреде".: ляющей величиной главная составляющая силы резания;А коэффициент пропорциональности,. зависящийот обрабатываемогоматериала и условий резания.Сигнал воздействия на изменение параметров блока коррекции вырабатывается в измерителе 14 частоты вращения шпинделя. Регулирование подачи осуществляется посредством управляемого генератора импульсов в блоке 9 задания скорости. С выхода блока 9 частотно-модулированный сигнал поступает на блок 10 задания программа и одновременно на преобразователь 8, На выходе преобразователя 8, Формируется напряжение, пропорцйональное частоте следования импульсов, и, следовательно,. результирующей подаче по контуру. Это напряжение подается на конденсатор 7, например варикап, регулятора с целью автоподстройки времени интегрирования, определяющего быстродействие системз. В момент врезания инструмента в материал заготовки, сигнал с датчика 2 вибраций через нормально закрытый контакт 12 нуль-органа пода- ется на блок б регулирования подачи, обеспечивая форсированный режим торможения привода и снижение динамических нагрузок на Фреэу. При недопустимом уровне вибраций, сигнал с датчика 1 переключает контакт нульшихся режимах обработки. деталей и динамические качества в переходных режимах. Кроме того, повышается производительность обрабатывающих станков,за счет увеличения уставки предельной силы резания и улучшения динамических качеств работы устройства.формула изобретенияустройство для адаптивного программного управления станком поавт.св. 9 538345, о т л и ч а ющ е е с я тем, что, с целью повышения точности устройства, бно содержит измеритель частоты вращенияшпинделя и блок коррекции, причем,выход блока сравнения пОдключен ковходу бжаа регулирования подачичерез блок коррекции, управляющийвход которого соединен с выходомизмерителя частоты вращения шпиндеЛяеИсточники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР9 538345,. кл. 6 05 В 19/32, 1975,807226 Составитель С. Хлебниковдактор В. Лазаренко Техред Н. Майорош КорректорМ, Кост аэ 282/7 писнССР иал ППП "Патентф, г. Ужгород, ул. Проектная,4 Тираж 951 ВНИИПИ Государстве по делам изобре 113035, Москва, Ж-ЗБ, П ого комитета ний и открыт аушская наб.
СмотретьЗаявка
2647673, 20.07.1978
ОСОБОЕ КОНСТРУКТОРСКОЕ БЮРОСТАНКОСТРОЕНИЯ
ПАЛК КОНСТАНТИН ИЛЬИЧ, ОЛЬНЕВ КОНСТАНТИН БОРИСОВИЧ
МПК / Метки
МПК: G05B 19/33
Метки: ctahkom, адаптивного, программ-ного
Опубликовано: 23.02.1981
Код ссылки
<a href="https://patents.su/3-807226-ustrojjstvo-dlya-adaptivnogo-programm-nogo-upravleniya-ctahkom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для адаптивного программ-ного управления ctahkom</a>
Устройство для управления группой n статических преобразователей частоты, включенных параллельно по входу и выходу

Номер патента: 1388973
Опубликовано: 15.04.1988
Авторы: Анисимов, Артюхов, Бочков, Кантер, Серветник, Томашевский
МПК: H02M 5/44
Метки: включенных, входу, выходу, группой, параллельно, преобразователей, статических, частоты
...16 появляетл ся сигнал единичного уровня, которыйрез приводит к отключению одного преобие разователя из группы работающих преобразователей снятием импульсов упкий 20 равления с входа выпрямителя 1, переводя его в состояние готовности коперативному включению, при этомконденсатор фильтра 2 указанного блока остается заряженным. Одновременно25 отключается еще один преобразователь,находившийся до этого в состоянии готовности к включению, посредствомразмыкания силовых ключей 5 и 6,Здесьг. 40, в 0 - величины, расширяющие диаЗО пазон, характеризуемый постоянствома структуры силовой схемы статическихпреобразователей. Они задаются напряжением смещения Ц подаваемым навы- прямой вход первого компаратора 15ав- и инверсный вход второго...
Станок для резания деревянных гнутоклееных блоков

Номер патента: 1419886
Опубликовано: 30.08.1988
Автор: Кочуев
МПК: B27B 5/02
Метки: блоков, гнутоклееных, деревянных, резания, станок
...сторону каретки 9. При этом ролик 21, свободно установленный на валу привода 19, прижимает каретку 9 к упорному ролику Я, также свободно установленному на шпинделе 4, а звездочка 20 зацепляется с втулочно-роликовой цепью 15, жестко закрепленной по наружному периметру каретки 9.Дисковые пилы 5 и 6 частично входят в пазы 10 каретки 9, что обеспечивает их беспрепятственное вращение,Включением привода 19 приводят во вращение звездочку 20, которая перемещает втулочно-роликовую цепь 15 с кареткой 9, Перемещение каретки 9 на прямых участках цепи 15 осуществляется поступательно, а на радиусных - с поворотом.При попадании гнутоклееного блока 13 в зону обработки упорный ролик 8 набегает на его внутреннюю поверхность и сдвигает каретку 9, а также...
Электропривод постоянного тока с блоком защиты от изменения выше заданной частоты вращения

Номер патента: 1575261
Опубликовано: 30.06.1990
МПК: H02H 7/093, H02P 5/06
Метки: блоком, вращения, выше, заданной, защиты, изменения, постоянного, частоты, электропривод
...Блок 16 сигнализации не работает.При подаче сигнала на пуск двигателя в направлении "Вперед" при ис-, правных обратных связях появляется сигнал на входе элемента 23 задержки и выходе формирователя 11 одиночного импульса, выходной импульс, появляо-, щийся при этом, через первый вход элемента ИЛИ 12 еще раз подтверждает нулевое состояние ВБ-триггера 13, а с выхода элемента 23 задержки через время необходимое для трогания привода и появления сигналов на выходах тахогенератора 6 и датчика ЭДС 4 привода, импульс подается на второйвход элемента И 14, подготавливаяпоявление единичного сигнала навыходе элемента И 14 при отказе обеихобратных связей. При пуске привода(тахогенератор 6 и датчик 4 ЭДС исправны) двигатель 5 начинает вращаться и...
Устройство для диагностического контроля решающих блоков аналоговой вычислительной модели

Номер патента: 809986
Опубликовано: 30.01.1983
Автор: Каджардузов
МПК: G06G 7/02
Метки: аналоговой, блоков, вычислительной, диагностического, модели, решающих
...7 сравниваются с их эталонными значениями.Устройство работает следующим об" разом, 30 Для осуществления диа гностического контроля решающих блоков аналоговой вычислительной модели 9 в цифровой блок 1 управления и обработки35 вводится информация, необходимая для проведения диагностического контроля: перечень диагностических режимов, перечень контролируемых решающих блоков, т.е. перечень контрольных сигналов Н, эталонные значения кривых сигналов Н 0 и Хэ(С), допуски дН и О Х на каждый контрольный сигнал;частоту выдачи эталонных кривых Н (1) и Х (й), амплитуду и частоту - гармонического сигнала 0 (как1Мправило частота сигнала находится в диапазоне 0,05-0,2 Гц). Сигнал О =0 = Аыпй 1 поступает из цифрового блокауправления и обработки через...
Устройство для контроля блоков памяти

Номер патента: 1084901
Опубликовано: 07.04.1984
МПК: G11C 29/00
...регистра подключен к второму входу второго элемента И, выход которого подключен ктактовому входу первого сдвиговогорегистра, второй выход первого триггера подключен к второму входу четвертого,элемента И, выход которого подключен к входу адресного счетчика иявляется соответствующим управляющимвыходом устройства, выходы адресногосчетчика подключены к входам пятогоэлемента И, выход которого подключенк первому входу шестого элемента И,установочный вход второго триггераподключен к выходу шестого элемента И,второй вхоц которого подключен к выходу блока сравнения, вход генератора тактовых импульсов подключен кпервому вьиоду второго триггера,второй вьиод которого является соот -ветствующим управляющим выходом устройства. На фиг, 1...
Предыдущий патент: Система программного управления
Следующий патент: Устройство для управления технологи-ческими параметрами движущихсяобектов, например, намоткойпропитанной ленты
Случайный патент: Гидросистема