Способ управления процессом доводки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
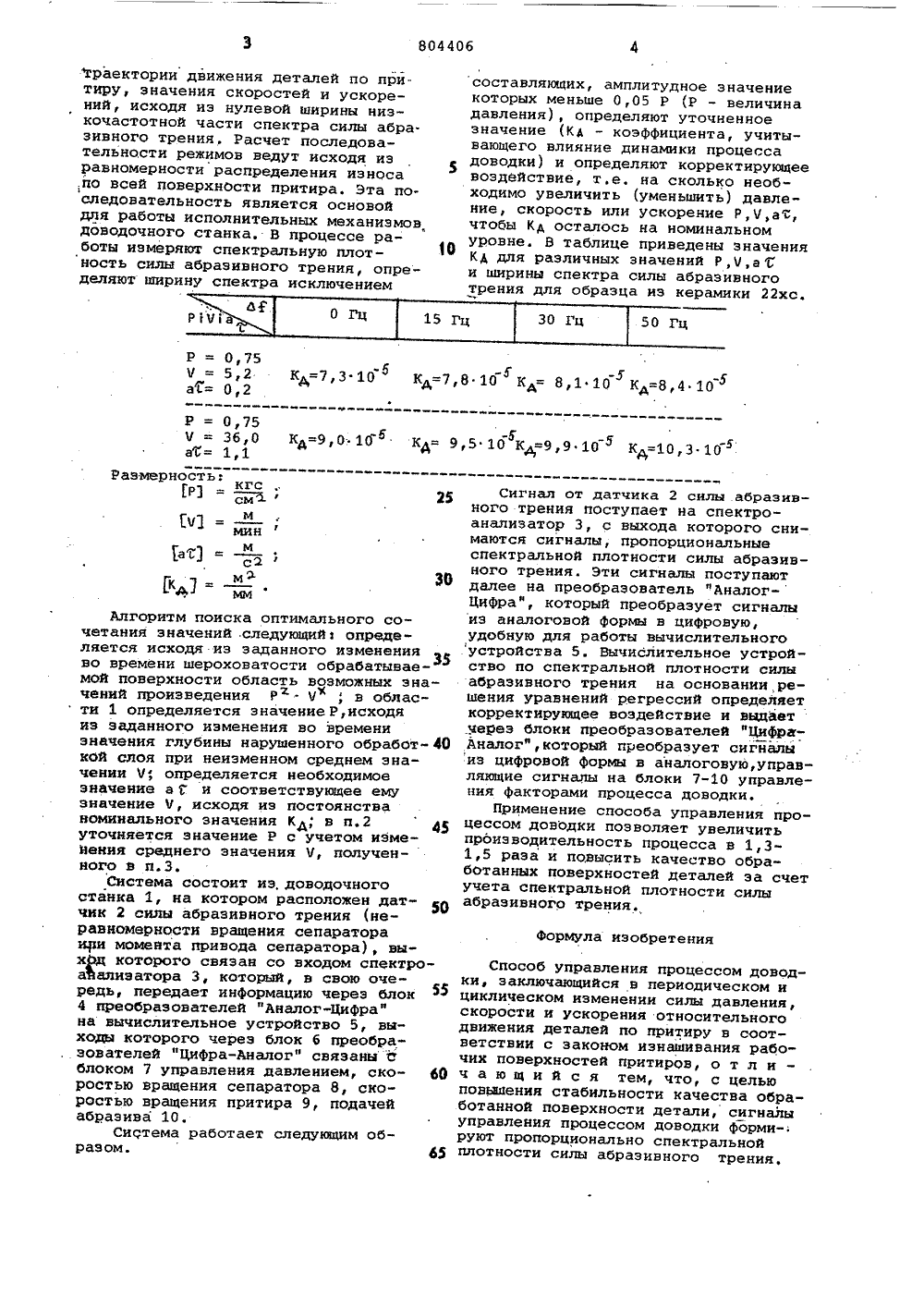
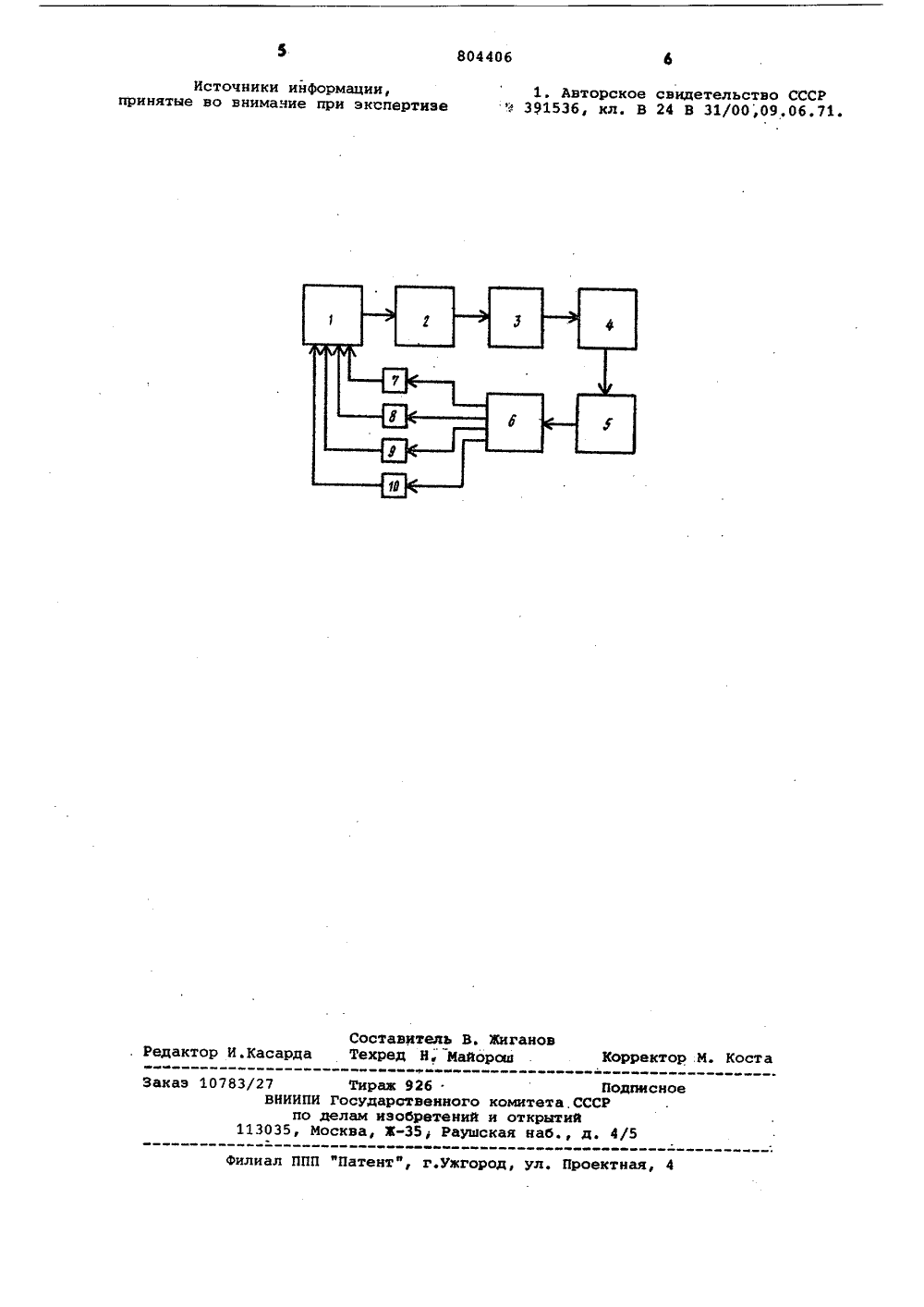
Сееоз Советских Социалистических Республик(61) Дополнительное н авт. свмд-ву(22) Заявлено 130678 (23) 2625003/25-08с присоедииением заяанк Му(51)М. Кл.з В 24 В 51/00 Государствепкый ханитет СССР по деаам изобретений и открытийДата опубликования описания 150231 П.Н.Орлов, Н.Р.Руденко, Е,М.Нирман, В.Д.Соколов,А,Д,Васин и А.А.Грачев ; .(3(;";,:;Московское ордена Ленина и ордена Трудово фугасного Зйаменй . .высшее техническое училище им. Н. . Бауманаи Ленинградское особое конструкторское о автоматов.и револьверных станков(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДОВОДКИ Изобретение относится к абразивной обработке материалов и может быть использовано в различных отраслях народного хозяйства, например, в приборостроении для высокоэффективной размерной обработки деталей из различных полупроводниковых и хрупких труднообрабатываеьых материалов, например кварца, рубина, сапфира и др.30 Известен способ управления процессом круглого бесцентрового шлифования посредством регулирования скорости вращения изделия, при котором формируют сигналы пропорциональные амплитуде и приращению амплитуды вибрации, возникающей при вращении иэделия, преобразуют их в сигналы управления и используют для регулирования . скорости вращения изделия (120Недостаток этого способа доводки- отсутствие учета частоты действия силы абразивного трения, что снижает производительность процесса и качество обработанной поверхности,т.е. одним и тем же значениям давления, скорости и ускорения относительного движения детали по притиру соответствует некоторая область значений механической работы. Цель изобретения - повышение производительности процесса доводки н улучшение качества обработанной;. поверхности изделия.Поставленная цель достигается тем, что формируют сигналы пропорционально спектральной плотности силы абразивного трения и используют их для регулирования давления, траектории, скорости и ускорения относительного движения детали по притиру,На чертеже изображена функциональная схема управления процессом доводки.Информация о спектре силы абразивного трения может быть получена непосредственным измерением, силы абразивного трения, измерением угловой скорости вращения сепаратора, измерением вращающегося момента привода сепаратора.Процесс доводки регулируют следующим образом. На вычислительной машине, моделируя процесс абразивного изнашива-ния, расчитывают последовательность кинематических режимовт.е. значений окружных, скоростей притира Прн сепаратора П , которые определяют804406 траектории движения деталей по прй"тиру, значения скоростей и ускорений, исходя из нулевой ширины низкочастотной части спектра силы абра.зивного трения, Расчет последовательности режимов ведут исходя изравномерности распределения износа,по всей поверхности притира. Эта последовательность является основойдля работы исполнительных механизмов,доводачного станка. В процессе работы измеряют спектральную плотность силы абразивного трения, определяют ширину спектра исключением 110 К=84 10 к =710 Р = 0,75Ч = Зб 0 КА=9,01 аь= 1 1 К= 9,5 10 К=99 10 КО=103 10 Размерность кгс см ЕР ГЧ 1 ми с 2 мАлгоритм поиска оптимального сочетания значений следующийг определяется исходя из заданного изменения во времени шероховатости обрабатываемой поверхности область возможных значений произведения Р - Чв области 1 определяется значение Р,исходя из заданного изменения во времени значения глубины нарушенного обработ кой слоя при неизменном среднем значении Ч; определяется необходимое значение а Г и соответствующее ему значение Н, исходя из постоянства номинального значения К, в п.2 4 уточняется значение Р с учетом изменения среднего значения Ч, полученного в п,ЗСистема состоит из,доводочного станка 1, на котором расположен датчик 2 силы абразивного трения (неравномерности вращения сепаратора кпи момента привода сепаратора), выход которого связан со входом спектроаЪализатора 3, который, в свою очередь, передает информацию через блок 4 преобразователей Аналог-Цифра на вычислительное устройство 5, выходы которого через блок 6 преобразователей ПЦифра-Аналог" связаны б блоком 7 управления давлением, ско- ф роатью вращения сепаратора 8, скоростью вращения притира 9, подачей абразива 10,Система работает следующим образом. б Р = 0,75Ч = 5,2 Кд=7,3"10а 7= 0,2Ф составляющих, амплитудное значениекоторых меньше 0,05 Р (Р - величинадавления)определяют уточненноезначение (КА - коэффициента, учитывающего влияние динамики процессадоводки) и определяют корректирующеевоздействие, т.е. на сколько необходимо увеличить (уменьшить) давление, скорость или ускорение Р,Ч,ачтобы Кд осталось на номинальномуровне. В таблице приведены значенияКд для различных значений Р,Ч,айаг,и ширины спектра силы абразивноготрения для образца из керамики 22 хс. 5 Сигнал от датчика 2 силы .абразивного трения поступает на спектроанализатор 3, с выхода которого снимаются сигналы, пропорциональныеспектральной плотности силы абразивного трения. Эти сигналы поступают О далее на преобразователь "АналогЦифра", который преобразует сигналыиэ аналоговой формы в цифровую,удобную для работы вычислительногоустройства 5Вычислительное устройство по спектральной плотности силыабразивного трения на основании решения уравнений регрессий определяеткорректирующее воздействие и выдает.через блоки преобразователей "ЦифраО Аналог",который преобразует сигналыиз цифровой формы в аналоговую, управляющие сигналы на блоки 7-10 управления факторами процесса доводки.Применение способа управления процессом доводки позволяет увеличитьпроизводительность процесса в 1,31,5 раза и повысить качество обработанных поверхностей деталей эа счетучета спектральной плотности силыабразивного трения. Формула изобретенияСпособ управления процессом доводки, заключающийся в периодическом и циклическом изменении силы давления, скорости и ускорения относительного движения деталей по притиру в соответствии с законом изнашивания рабочих поверхностей притиров, о т л и - ч а ю щ и й с я тем, что, с целью повышения стабильности качества обработанной поверхности детали, сигналы управления процессом доводки форми- руют пропорционально спектральной плотности силы абразивного трения.804406 Источники ийформации,принятые во внимание при экспертиэеСоставитель В. Жигановедактор И.Касарда Техред Н," Майоров Корректор М. Коста Тираж 926 . П сударственного комитета, СССР ам иэобретений и открытий ва, ЖРаущская наб., д. 4/5 одпи оно Филиал ППП фПатентф, г.ужгород, ул. Проектная,каэ 10783/27 ВНИИПИ Г по де 113035, Мос1. Авторское свидетельство СССР
СмотретьЗаявка
2625003, 13.06.1978
МОСКОВСКОЕ ОРДЕНА ЛЕНИНА И ОРДЕНАТРУДОВОГО КРАСНОГО ЗНАМЕНИВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ ИМ. H. Э. БАУМАНА, ЛЕНИНГРАДСКОЕ ОСОБОЕ КОНСТРУКТОРСКОЕБЮРО ABTOMATOB И РЕВОЛЬВЕРНЫХ CTAHKOB
ОРЛОВ ПЕТР НИКОЛАЕВИЧ, РУДЕНКО НИКОЛАЙ РОМАНОВИЧ, НИРМАН ЕФИМ МАТВЕЕВИЧ, СОКОЛОВ ВЛАДИМИР ДМИТРИЕВИЧ, ВАСИН АЛЕКСАНДР ДМИТРИЕВИЧ, ГРАЧЕВ АЛЕКСАНДР АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B24B 51/00
Опубликовано: 15.02.1981
Код ссылки
<a href="https://patents.su/3-804406-sposob-upravleniya-processom-dovodki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом доводки</a>
Система автоматического управления скоростью вращения ротора турбины
Номер патента: 866247
Опубликовано: 23.09.1981
Авторы: Глазов, Григорьев, Леонтьева, Федоров
МПК: F01D 17/20
Метки: вращения, ротора, скоростью, турбины
...т -- О, Если скорость вращения турбины ж соответствует заданному значению, то 11 = 11 и среднее значение напряженияя на выходе интегратораза четные периоды частотного датчика равно нулю, т. е. =/ 11 ый = -- Ц =01 н о Бн к и скорость вращенив ч = К;11. (Кц= -УоЕн коэффициент пропорциональности, 7постоянная интегрирования интегратора 3). Поэтому постоянная составляющая напряжения Ье на выходе фильтра 16 отсутствует и сервомотор неподвижен. При этом регулирующий клапан 21 обеспечивает расход пара в соответствии с заданной скоростью вращения турбины. Если под действием возмущений (например из-за изменений давления пара или нагрузки на валу турбины) скорость вращения отклоняется от заданного значения, вследствие изменения периода...
Способ управления скоростью вращения промежуточного кольца электромеханической опоры электродвигателя маховика

Номер патента: 1840141
Опубликовано: 27.07.2006
МПК: G05B 11/00
Метки: вращения, кольца, маховика, опоры, промежуточного, скоростью, электродвигателя, электромеханической
Способ управления скоростью вращения промежуточного кольца электромеханической опоры электродвигателя-маховика, заключающийся в стабилизации скорости вращения промежуточного кольца по одному из параметров электродвигателя-маховика, отличающийся тем, что, с целью повышения надежности способа, измеряют скорость вращения маховика и по результатам измерения стабилизируют скорость вращения промежуточного кольца на уровне, отношение величины которого к величине измеренной скорости вращения маховика равно фиксированному значению, находящемуся в диапазоне чисел от нуля до единицы, при этом вращение промежуточного кольца осуществляется в направлении вращения маховика.
Устройство для контроля скорости вращения колес автомобиля

Номер патента: 964534
Опубликовано: 07.10.1982
Автор: Веремий
МПК: G01P 3/00
Метки: автомобиля, вращения, колес, скорости
...содержит также формирователи 4 сигналов рассогласования скоростей вращения, первые входы которых подсоединены к выходам импульс" ных датчиков 3 угловых положений колес 2, и импульсный датчик 5 углово го положения кардана 6 автомобиля. Выход импульсного датчика 5 углового положения кардана 6 автомобиля подключен к вторым входам формирователей 4 сигналов рассогласования 1 О скоростей вращения выходы которых подсоединены к входам индикатора 7, При этом импульсный датчик 5 углового положения кардана 6 автомобиля выполнен с йодсоединенным к его15 входу чувствительным элементом 8. Чувствительный элемент 8 выполнен в виде магнитной головки и расположен против кардана 6 автомобиля,на котором укреплен постоянной магнит.В процессе перемещения...
Устройство для регулирования скорости вращения

Номер патента: 873213
Опубликовано: 15.10.1981
Авторы: Кудрявцев, Минаев, Новиков, Синельников
МПК: G05D 13/30
...привода 3,УстРойство работает следующим образом.Ротор 2 приводится во вращение спомощью пневмореактивного привода 3 15посредством подачи сжатого газа (воздуха) в сопло 5 от источника 4 сжато-.го воздуха. Блок 7 управления, воздействующий на пневмореактивный привод 3, устанавливает (посредством уве личения вектора тяги) заданный режимработы, например скорость вращенияцО . 11 ри достижении заданной скорости Оз блок управления стабилизируетее. Имеется грубая регулировка скорости посредством увеличения илиуменьшения величины вектора пневматической тяги (увеличением или уменьшением давления воздуха в сопле 5 илиб) и точная регулировка тяги посредством изменения угла с 1- или Р с помощью пьезоэлементов 8 и 9. Например,если скорость ротора 2...
Способ определения оптимальной скорости вращения консервных банок в процессе ротационной стерилизации пищевых продуктов

Номер патента: 535073
Опубликовано: 15.11.1976
Авторы: Аминов, Ахмедов, Мурадов
МПК: A23L 3/08
Метки: банок, вращения, консервных, оптимальной, пищевых, продуктов, процессе, ротационной, скорости, стерилизации
...и Р - точки, где10 установленные в братуры.На фиг. 2 показаабрикосового сока,риферийного слоя в15 грев центрального с Способ осуществляют следующим образом.Частично заполненную продуктом банкуподвергают вращению вокруг ее оси, при этом 20 происходит перенос продукта стенкой банки,В статическом состоянии уровень продуктав банке располагается по линии АВ, а при ее вращении - по линии ВЕ. Перемешивающий эффект зависит от перемешивающего фактора 25 (Н) или от величины силы Р, при этом последняя тем больше, чем больше перемешивающий фактор, который увеличивается при увеличении скорости вращения и достигает оптимального значения при определенной скорости вра щения.535073 2 приближаются одна к другой, а при 70 об/мин совпадают, что является...
Предыдущий патент: Шпиндельный узел шлифовальногостанка
Следующий патент: Устройство для правки шлифовальногокруга
Случайный патент: Устройство для осушения воздуха