Устройство управления процессом заполнения литейных форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
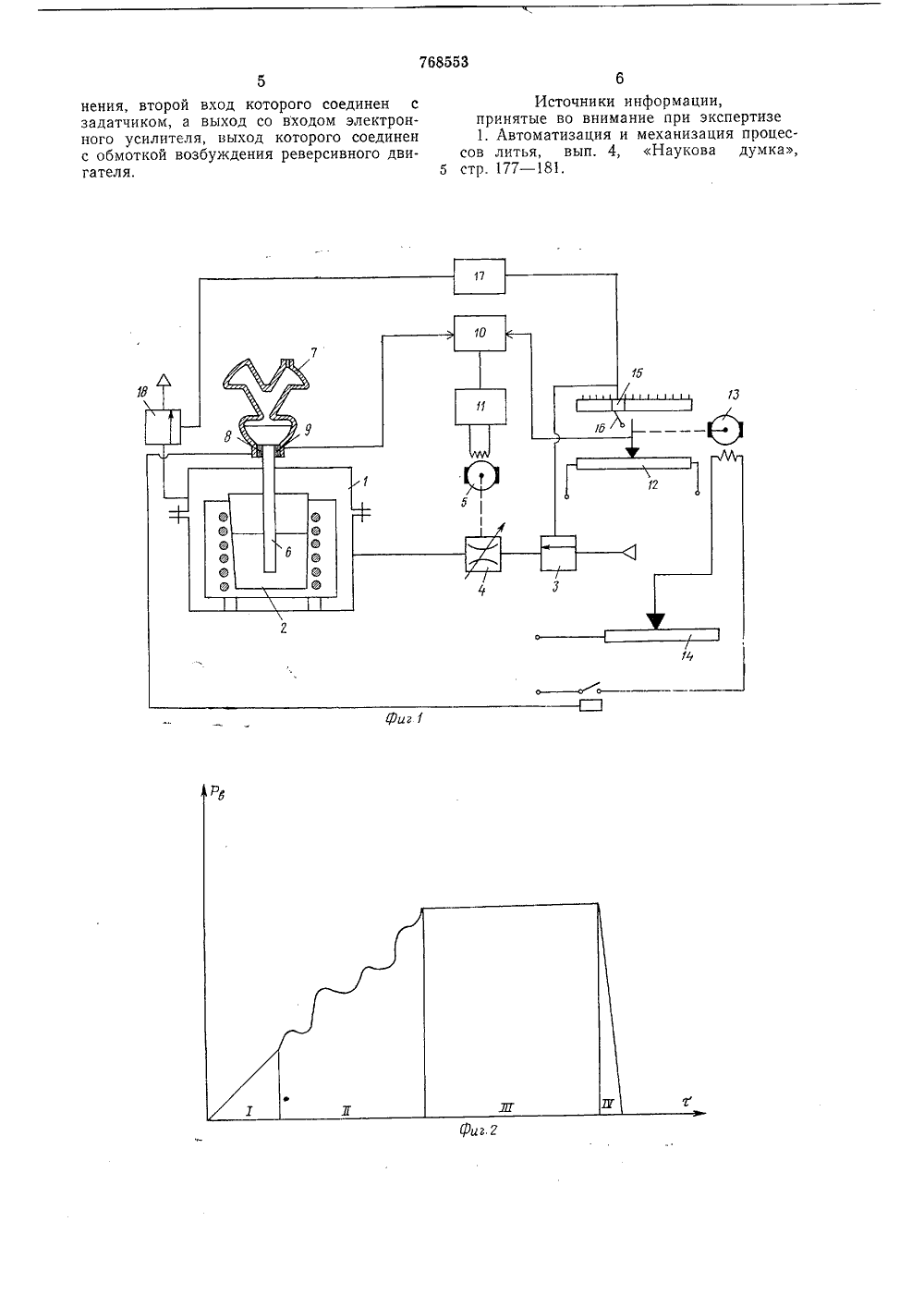
11 11 768 ИЗ ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических(43) Опубликовано 07,10,80, Бюллетень37 СССР по делам изобретений н открытий(72) Авторы изобретени Погребняк и В. В. Сиденко 1) Заявитель(54) УСТРОИ" СТВО УПРАВЛЕНИ ЗАПОЛНЕНИЯ ЛИТЕЙНЬ ПРОЦЕССОФОРМ Изобретение относится к литейному производству и может быть использовано для управления процессом заполнения литейных форм расплавленным металлом при литье при низком давлении (ЛНД).Известна система управления Ц, в которой исполнительным органом является клапан переменного сечения, регулирующий шток которого связан с реверсивным двигателем. Программа изменения давления в пневмокамере установки ЛНД задается потенцио метром, движок которого связан с валом синхронного двигателя. Разность сигналов, снимаемых с программирующего потенциометра и потенциометра, установленного на датчике давления газа поступает на вход электронного усилителя. Усиленный управляющий сигнал поступает на двигатель, который перемещает шток регулирующего клапана.Известная схема автоматического управления не учитывает изменение уровня расплавленного металла в тигеле. Кроме того, в этой системе автоматическое управление предусмотрено на давление газа в пневмокамере с тигелем, Такая система управления предполагает наличие для каждой отливки своего программоносителя в виде задающего блока, например потенциометра или кулачка лекала. В условиях многономенклатурного производства на получение программ для конкретных отливок, изготовление программоносителей и переналадку установки для литья затрачивается5 значительное время и средства, а следовательно, снижается производительность.Целью изобретения является увеличениепроизводительности.Цель достигается тем, что устройство до 10 полнительно снабжено датчиком статического давления, блоком сравнения, электронным усилителем и задатчиком, причемвыход датчика статического давления соединен с первым входом блока сравнения,15 второй вход которого соединен с задатчиком, а выход со входом электронного усилителя, выход которого соединен с обмоткой возбуждения реверсивного электродвигателя,20 На фиг. 1 показана схема установки дляЛНД и система ее управления; на фиг. 2 -график изменения давления воздуха в пневмокамере.Подвод воздуха в пневмокамеру 1 с тиг 25 лем 2 осуществляется через запорныйклапан 3 и регулируемый клапан 4 переменного сечения, управляющий шток которого соединен с реверсивным электродвигателем 5. В верхней части металлопровода30 6 под формой 7 установлен контактный45 50 55 60 05 3датчик 8 и датчик 9 статического давления расплавленного металла, которыи через олок 1 О сравнения соединен с электронным усилителем 11. С усилителем 11 соединен через блок 1 О сравнения также задающий потенциометр 1, движок которого связан с валом электродвигателя 13, включенного через реостат 14, посредством которого изменяется скорость перемещения движка потенциометра 12. На потенциометре 12 установлен подвижный упор 15 с концевым выключателем 16, который в замкнутом положении включает реле 17 времени.1 силенная разность сигналов датчика У и задающего потенциометра 12 поступает на реверсивный электродвигатель 5, соединенныи со штоком регулируемого клапана 4, изменение статического давления расплавленного металла на входе в форму 7 пропорционально изменению уровня сплава и не зависит от геометрических параметров рормы, задающий потенциометр 12 имеет линейную характеристику, угол наклона которои определяет скорость подъема уровня расплавленного металла в форме 7.11 невмокамера 1 посредством электроклапана 18 соединяется с атмосферой.Работает предлагаемое устройство следующим образом.Ы соответствии с требованиями технологии задается скорость подъема уровня расплавленного металла в форме 7 установкой в определенное положение движка реостата 14, что изменяет скорость вращения электродвигателя 13 соединенного с движком потенциометра 11. Затем в соответствии с высотой отливки выставляется подвижный упор 15 с концевым выключателем 16, а также на реле 17 времени, задается время технологической выдержки металла для кристаллизации отливки. После этого открывается запорный клапан 3 и воздух через регулирующий клапан 4, который в исходном положении открыт, поступает в пневмокамеру 1. При этом расплавленный металл по металлопроводу 6 поднимается к форме 7. Когда металл достигнет верхней части металлопровода 6 срабатывает контактный датчик 8, который включает электродвигатель 13 задающего потенциометра 12. Разность сигналов задающего потенциометра и датчика 9 статического давления расплавленного металла из блока 10 сравнения через электронный усилитель 11 поступает на электродвигатель 5, соединенныи со штоком регулируемого клапана 4 переменного сечения. В соответствии с величиной разности сигналов потенциометра 12 и датчика 9 осуществляется закрытие или открытие регулируемого клапана 4,При увеличении площади поперечного сечения формы 7 скорость повышения статического давления сплава в форме уменьшается, сигнал датчика 9 будет меньше 5 10 15 20 25 30 35 40 4величины сигнала с потенциометра 12, задающего скорость подъема уровня сплава, в результате этого на электродвигатель Ь поступает управляющий сигнал на открывание регулируемого клапана 4, скорость нарастания давления в установке увеличивается.11 ри уменьшении поперечного сечения формы увеличивается скорость изменения статического давления в рорме. В этом случае величина сигнала датчика 9 превалирует над величиной сигнала задающего потенциометра 12. На электродвигатель Ь поступает управляющий сигнал, происходит закрывание регулируемого клапана, в результате чего уменьшается скорость нарастания давления в установке.Таким образом, давление газа в пневмокамере 1 автоматически изменяется в соответствии с изменениями геометрических параметров формы 7, обеспечивая равномерный подъем уровня расплавленного металла с заданной скоростью.Когда движок потенциометра 12 при своем перемещении касается концевого выключателя 16 на заранее выставленном подвижном упоре 15 электродвигатель 13 выключается, перекрывается клапан 3 и включается реле 17 времени. Давление воздуха в пневмокамере 1 при этом остается постоянным.По истечению установленного времени реле 17 времени включает электроклапан 1 Ь, который соединяет полость пневмокамеры 1 с атмосферой, происходит сброс давления.Таким образом, предлагаемая схема управления для установки ЛНД обеспечивает автоматическое поддержание любой заданной скорости подъема уровня расплав ленного металла в форме независимо от ее конфигурации, размеров и исходного уровня металла в тигле. Формула изобретенияУстройство управления процессом за. полнения литейных форм, содержащее пневмокамеру, тигель и литейную форму, регулируемыи пневмоклапан изменяемого сечения с реверсивным электродвигателем и запорный клапан, контактный датчик и реостат, электродвигатель, концевой выключатель, реле времени, причем пневмокамера соединена с пневмоклапаном, выход контактного датчика через обмотку возбуждения соединен с реостатом, выход пневмоклапана соединен со входом реле времени, а выход реле времени - с концевым выключателем и запорным клапаном, о т л и ч а ющ е е с я тем, что, с целью увеличения производительности устройство дополнительно снабжено датчиком статического давления, электронным усилителем и задатчиком, причем выход датчика статического давления соединен с первым входом блока срав768553 Риг 1 Фиг. нения, второй вход которого соединен с задатчиком, а выход со входом электронного усилителя, выход которого соединен с обмоткой возбуждения реверсивного двигателя. Источники информации,принятые во внимание при экспертизе1. Автоматизация и механизация процессов литья, вып. 4, Наукова думка,5 стр. 177 - 181,
СмотретьЗаявка
2562146, 30.12.1977
ПРЕДПРИЯТИЕ ПЯ А-7332
ПОГРЕБНЯК ДМИТРИЙ АЛЕКСАНДРОВИЧ, СИДЕНКО ВЛАДИМИР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B22D 39/00
Метки: заполнения, литейных, процессом, форм
Опубликовано: 07.10.1980
Код ссылки
<a href="https://patents.su/3-768553-ustrojjstvo-upravleniya-processom-zapolneniya-litejjnykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Устройство управления процессом заполнения литейных форм</a>
Способ получения комплексного соединения металла

Номер патента: 682135
Опубликовано: 25.08.1979
МПК: C08F 8/42
Метки: комплексного, металла, соединения
...г гидросуль фата натрия в 10 мл воды. Восстановление завершается за 25 - 30 мип прн комнатной темпе. ратуре в атмосфере газообразного азота.3Смешанный раствор прибавляют к раствору, приготовленному растворением 10,5 г поливинил. пиридина (степень полимеризации - 49) в 500 мл метанола, После тщательного перемешивания в течение 10 мин при комнатной температуре массу подвергают диализу в среде метанола(в атмосфприсутствуюность полу го соедин основания абл. 2 ы приведены Таблицаинтез комплексных соединений металлов с полимерами,7 с-Мв(Со(ацац) г (4 Ог) гс-Со(баэд) (Нг 0) г СЮа 15,0 3 0,2 4,2 1-диметилглиоксим Мп.фталоцианиСг (ДМГ)гС 3,9 59в смешанном растворе и прибавляюг 1 О млводного раствора, содержашего 2,8 г пдросульфита натрия. Всю...
Устройство для определения скорости выхода металла из клети при прокатке

Номер патента: 925458
Опубликовано: 07.05.1982
Автор: Гребенец
МПК: B21B 38/00
Метки: выхода, клети, металла, прокатке, скорости
...для расчета опережения:При т = )1 формула имеет вид:ср 5 258 я(2 т- - я) 1 я(1 - 0,5 е)2 т(1 - я) 2 трусд где 5 - опережение металла при прокатке;1 - длина дуги захвата.Ввиду громоздкости формулы (1) ее не удается реализовать в полном объеме простыми средствами. Практически предварительную уставкускорости выходных рольгангов целесообразно рассчитывать для режимов прокатки, характеризующихся повышенным опережением 3 - 15%. Для таких режимов можно усреднить значения переменных коэффициентов формулы (1) и представить ее в следующем виде:(1 - С,/й,)2-,(:-).(Ь,) (2)3где а(а)=С,1, (Ь,) =(1 - С,РЙ,)". -нелинейные зависимости;Сь С - коэффициенты, зависящие отпринятых параметров усреднен и,я.Коэффициенты С, и С 2 выбираются таким образом,...
Способ соединения металла с неметаллом

Номер патента: 1122373
Опубликовано: 07.11.1984
Авторы: Апанасенко, Беляева, Екимов, Новиков
МПК: B06B 1/06
Метки: металла, неметаллом, соединения
...с фторопластом.45Поставленная цель достигается тем, что согласно способу, включающему совмещение поверхностей металла и неметалла, их сжатия и нагрев, подачу акустических колебаний в зону 50 контакта, в поверхности металла образуют капилляры, отношения диаметров которых к глубине равны 0,2- 0,75, металл и фторопласт перед сжатием помещают в разреженную атмос" 55 феру с давлением не выше5 ф 10 мм рт,ст., нагревают до 400- 410 С со скоростью 10-12 град/мин,сжимают с усилием 0,03-0,05 кгс/мм, и в течение 7-10 мин подают. акустические колебания с частотой 0,7- 5 МГц интенсивностью 10-30 Вт/см, которые направляют под первым критическим углом к поверхности, а дли" ну волны выбирают равной 0,045-0,08 глубины капилляров, после чего...
Способ соединения металла с керамикой

Номер патента: 147902
Опубликовано: 01.01.1962
Автор: Рабкин
МПК: B23K 1/19, C04B 37/02
Метки: керамикой, металла, соединения
...смеси порошков, засыпанной в керамическую форму при той же температуре, или пропиткой предварительно спрессованной из порошка и спеченной заготовки из тугоплавкого металла расплавленным легкоплавким металлом.Из полученных заготовок резанием или давлением изготовляются детали необходимой формы,147902 Если необходимое согласование коэффициентов теплового расширения на опытном образце не достигнуто, состав сплава корректируется.При выборе компонентов сплава необходимо, чтобы:компоненты не растворялись друг в друге в твердом состоянии и не образовали интерметаллических соединений;температура плавления легкоплавкого компонента лежала выше температуры пайки и выше верхнего предела рабочих температур;компоненты или один из них обладали...
Способ соединения металла с керамикой

Номер патента: 332953
Опубликовано: 01.01.1972
МПК: B23K 1/19
Метки: керамикой, металла, соединения
...пресс-форме под давлением 2 - 3 т(см. Спрессованные заготовки спекают в атмосфере осушенного электролитического водорода при температуре 1300 С в течение 1 час. Далее из спеченных загото вок точат или фрезеруют заготовки дляэкструдирования или прокатки. Экструдирование производят при 200 С за один переход до заданной степени деформации. Прокатку производят последовательными обжатиями на 10 5 - 20%, подогревая заготовки до 350 в 4 Си отжигая в водороде при 950 в 10 С после 1 - 3 обжатий. Далее из деформированных заготовок изготавливают детали точением или фрезерованием, располагая оси симметрии за готовки деформированной композиции с учетом анизотропии теплового расширения композиции и диэлектрика (полупроводника),Композиция у...
Предыдущий патент: Пресс-форма для литья с кристаллизацией под давлением
Следующий патент: Дозатор для литья металлов
Случайный патент: Генератор импульсов