Устройство для идентификации параметров процесса резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 744477
Авторы: Гичан, Крищюкайтис, Розман, Садовников
Текст
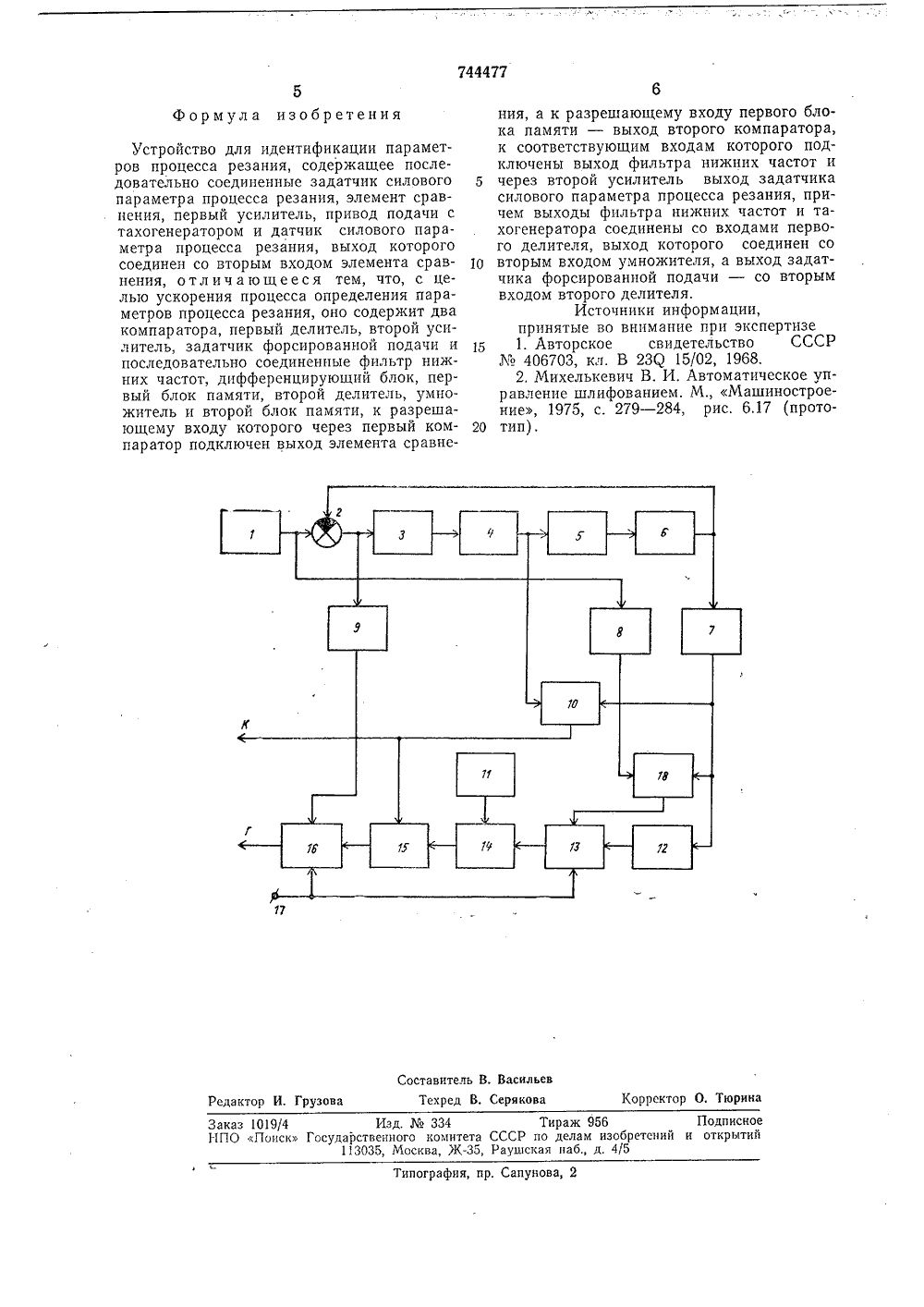
р 1)744477 ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Сева Саватскнх Соцнаннатнчаскнх Республни(72) Авторы изобретения В, В, Гичан, Г, Й, Розман, В. А. Крищю йтис и А, Л, Садовник 1) Заявитель Вильнюсский филиал Эксперимента тельского института металлного иаучно-исследежущих станков СТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ 2 Изобретение относится к области автоматики и может быть использовано в системах адаптивного управления металлорежущими станками.Известны устройства для определения динамических характеристик процесса резания 1, оценка параметров в которых основана на возбуждении упругой системы станка гармоническими колебаниями. Недостаток этих устройств в том, что на практике обеспечить такое возмущение не всегда возможно при определении параметров процесса резания в ходе нормального функционирования станка.Наиболее близким к изобретению техническим решением является устройство для идентификации параметров процесса резания 21, содержащее последовательно соединенные задатчик силового параметра процесса резания, элемент сравнения, первый усилитель, привод подачи с тахогенератором и датчик силового параметра процесса резания, выход которого соединен со вторым входом элемента сравнения.Характерными особенностями этого устройства является то, что контроль постоянной времени объекта (процесса резания) осуществляется косвенным путем по одной из составляющих машинного времени на объем с обрабатываемой детали критического припуска.К недостаткам этого устройства относится наличие запаздывания, равное времениодного цикла обработки детали, что не позволяет оперативно определять параметры,характеризующие динамические свойствапроцесса резания, которые необходимы дляосуществления самонастройки в пределах10 каждого цикла обработки детали.Цель изобретения - ускорение процессаопределения параметров процесса резаниянепосредственно в ходе нормального функционирования станка с автоматической системой управления,Эта цель достигается тем, что устройствосодержит два компаратора, первый делитель, второй усилитель, задатчик форсированной подачи и последовательно соединенные фильтр нижних частот, дифференцирующий блок, первый блок памяти, второйделитель, умножитель и второй блок памяти, к разрешающему входу которого черезпервый компаратор подключен выход элемента сравнения, а к разрешающему входупервого блока памяти - выход второго компаратора, к соответствующим входам которого подключены выход фильтра нижнихчастот и через второй усилитель выходотсюда 45 50 55 60 65 задатчика силового параметра процесса резания, причем выходы фильтра нижних частот и тахогенератора соединены со входами первого делителя, выход которого связан со вторым входом умножителя, а выход задатчика форсированной подачи - со вторым входом второго делителя.Как известно, процесс резания в первом приближении описывается апериодическим звеном. Во время врезания инструмента в изделие переходной процесс описывается известной формулойЯфгде 5 ф - форсированная подача;т - время;Р - силовой параметр процесса резания;К - коэффициент передачи процессарезания;Т - постоянная времени процесса резания.Разложив это выражение в ряд и отбросив члены высших порядков, получимТДифференцируя это выражение получимР=5 Ф -КТ где а - сопрягающая частота процесса резания,Таким образом, измерив за начало переходного процесса скорость изменения силового параметра процесса резания и поделив ее на величину форсированной подачи, можно получить значение сопрягающей частоты процесса резания. умножив величину, обратную сопрягающей частоте процесса резания, на коэффициент передачи процесса резания в установившемся режиме можно определить значение постоянной времени процесса резания.Блок-схема устройства приведена на чертеже,Она содержит задатчик 1 силового параметра процесса резания, элемент 2 сравнения, усилитель 3, привод 4 с тахогенератором Ь, датчик 6 силового параметра процесса резания, фильтр 7 нижних частот, усилитель 8, компаратор 9, делители 10, задатчик 11 форсированной передачи, дифференцирующий блок 12, блок 13 памяти, делитель 14, умножитель 15, блок 16 памяти, клемму 17 и компаратор 18.Устройство работает следующим образом,Отфильтрованный от частоты вращения инструмента или изделия в фильтре 7 5 10 15 20 25 30 35 40 нижних частот сигнал датчика б силового параметра процесса резания поступает в дифференцирующип блок 12. Полученное значение запоминается в блоке 13 памяти.Сигнал на разрешение записи в блок 13 памяти выдаст компаратор 18, который опрокидывается нри равенстве значения стабилизируемого параметра значению, приблизительно равному 20"от заданной величины установки, которая определяется коэффициентом усиления усилителя о коэффициент усиления усилителя 8 приблизительно равен 0,2).Скорость выходной величины выбирается на уровне 20% от заданнои уставом, потому что, если точку на участке переходной характеристики, и которой определяется скорость выходпои ьеличины, выбрать раньше, чем система наберет 20 оо от заданнои установки, то постоянную времени можно определить неточно, так как начальный участок переходной характеристики определяется звеньями, имеющими большее быстродействие, чем процесс резания, т, е., например, постоянными времени датчика.1-1 а выходе делителя 14 образуется частное от деления значения форсированной подачи на запомненное значение производной сигнала датчика б силового параметра процесса резания. При достижении заданного уровня стабилизации компаратор 9 опрокидывается и разрешает блоку 16 памяти запоминать значение произведения. Коэффициент передачи процесса резания К определяется как частное от деления сигнала датчика силового параметра процесса резания на сигнал тахогснератора, который пропорционален подаче.Учитывая, чтофу = - Т ТууР К в блок 16 памяти при достижении заданного уровня стабилизации каждый раз при врезании инструмента в изделие будет записываться значение постепенной времени процесса резания, а на выходе делителя 10 будет присутствовать сигнал, пропорциональный коэффициенту передачи процесса резания,Клемма 17, по которой осуществляется управление от электросхемы станка (на чертеже не показано), производит сброс предыдущих запомненных величин при подключении сбрасывающих входов блоков 13 и 16 памяти к шине нулевого потенциала, а затем на все время памяти соединяет сбрасывающие входы блоков 13 и 16 с источником опорного напряжения.Таким образом, в ходе нормальной работы станка, оснащенного системой автоматического управления, устройство позволяет быстро определить при врезании инструмента в изделие коэффициенты передаточной функции процесса резания.744477 Формула изобретения 17 Составитель В, ВасильевРедактор И, Грузова Техред В. Серякова Корректор О, Тюрина Подписное еций и открытийаказ 1019/4 Изд.334 Тираж 9561 ПО Поиск Государственного комитета СССР по делам изоб 113035, Москва, )К, Раушская наб., д. 4/5 пография, пр. Сапунова,Устройство для идентификации параметров процесса резания, содержащее последовательно соединенные задатчик силового параметра процесса резания, элемент сравнения, первый усилитель, привод подачи с тахогенератором и датчик силового параметра процесса резания, выход которого соединен со вторым входом элемента сравнения, отличающееся тем, что, с целью ускорения процесса определения параметров процесса резания, оно содержит два компаратора, первый делитель, второй усилитель, задатчик форсированной подачи и последовательно соединенные фильтр нижних частот, дифференцирующий блок, первый блок памяти, второй делитель, умно- житель и второй блок памяти, к разрешающему входу которого через первый компаратор подключен выход элемента сравне 6ния, а к разрешающему входу первого блока памяти - выход второго компаратора,к соответствующим входам которого подключены выход фильтра нижних частот и5 через второй усилитель выход задатчикасилового параметра процесса резания, причем выходы фильтра нижних частот и тахогенератора соединены со входами первого делителя, выход которого соединен со10 вторым входом умножителя, а выход задатчика форсированной подачи - со вторымвходом второго делителя.Источники информации,принятые во внимание при экспертизе15 1. Авторское свидетельство СССРЪг, 406703 кл В 23 Я 15/02 19682. Михелькевич В. И, Автоматическое управление шлифованием. М Машиностроение, 1975, с. 279 в 2, рис. 6,17 (прото 20 тип),
СмотретьЗаявка
2566596, 09.01.1978
ВИЛЬНЮССКИЙ ФИЛИАЛ ЭКСПЕРИМЕНТАЛЬНОГО НАУЧНО ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ГИЧАН ВЛАДИМИР ВЛАДИМИРОВИЧ, РОЗМАН ГРИГОРИЙ ИМАНУИЛОВИЧ, КРИЩЮКАЙТИС ВАЛЕНТИНАС АНТАНО, САДОВНИКОВ АРАНИС ЛЬВОВИЧ
МПК / Метки
МПК: G05B 23/02
Метки: идентификации, параметров, процесса, резания
Опубликовано: 30.06.1980
Код ссылки
<a href="https://patents.su/3-744477-ustrojjstvo-dlya-identifikacii-parametrov-processa-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для идентификации параметров процесса резания</a>
Устройство для регулирования силовых параметров процесса резания
Номер патента: 875335
Опубликовано: 23.10.1981
Авторы: Беляков, Горнев, Софрышев
МПК: G05B 11/01
Метки: параметров, процесса, резания, силовых
...вход блока 7 умножения, на второйвход которого поступает сигнал с выхода блока 8 деления, равный частномуот деления сигнала, прямо пропорционального среднему значению У минутной подачи, на сигнал, прямо йропорциональный заданному значению силового параметра. Сигнал прямо пропорциональный Чиннопоступает на первыйвход блока 8 деления через сглаживающий блок 9 с выхода датчика 10 подачи, связанного с выходом привода 11подачи. Сигнал, прямо пропорциональныйцпоступает на второй вход бло-.ка 8 деления через усилитель 12 с 40 выхода задатчика 5 силового параметра. выходной сигнал блока 7 умножения через корректирующий блок 13 поступает на вход привода 11 подачи.Привод 11 подачи в соответствии свеличиной и знаком входного сигналаосуществляет...
Способ контроля процесса резания

Номер патента: 793723
Опубликовано: 07.01.1981
Авторы: Антонюк, Кокаровцев, Максимчук, Остафьев
МПК: B23B 25/06
...на блок4 амплитудных детекторов, с выходакоторого сигналы поступают на блок5 пороговых устройств, Выход блокапороговых устройств соединен с входом промежуточного регистра б. Сигналы с выхода промежуточного регистра поступают на блок 7 памяти и на Зфодин вход блока 8 сравнения, на второй вход которого поступают сигналыс блока 7 памяти. Блок сравнениясоединен с блоком 9 анализа.Устройство работает следующим об- ЗЗразом,Сигналы от виброакустическогодатчика (акселерометра, пьезодатчика), установленного в зоне резания,усиливаются в блоке 1 Формирования ф)виброакустического сигнала и поступают на блок 2 частотных избирателей.Частотные избиратели представляют собой узкополосные активные коммутирующие фильтры, на которые поступают...
Способ оценки шероховатости поверхности в процессе резания

Номер патента: 872052
Опубликовано: 15.10.1981
Авторы: Астапов, Морозов, Шантин
МПК: B23B 49/00
Метки: оценки, поверхности, процессе, резания, шероховатости
...виброакустического сигнала, которую выделяют с постоянной времени, согласованной с длительностью ударных импульсов, сопровождающих процесс формирования поверхности. Учитывая, что значения параметровшероховатости определяют при соответствующих величинах базовых длин, инФормацию о шероховатости получаютфильтрацией огибающей внброакустичес"кого сигнала на частоте, соответствующей базовой длине,На фиг. 1 представлена блок-схема,поясняющая данный способ(в качествепараметра огибающей виброакустического сигнала использовано ее среднее значение, соответствующее параметру й по ГОСТ 2789-73), на фиг,2последовательность преобразованиясигнала (на осях ординат обозначенывыходные сигналы соответствующйхблоков, указанных на Фиг. 1).Устройство...
Устройство для моделирования процесса резания

Номер патента: 1327132
Опубликовано: 30.07.1987
Автор: Новицкий
МПК: G06G 7/48
Метки: моделирования, процесса, резания
...температурев зоне резания: шсС+ 8 (С ц + С Р + 1 с Рс) ае ЛР(д)р 8 сР)чЬ1) масса стружки;теплоемкость стружки,температура в зоне резания;тепловая проводимость изделия и резца соответственно;площадь поверхности стружки;коэффициент теплоотдачистружки;диаметр обрабатываемого изгде ш В ф Р32 2ной подачи инструмента и глубины резания в соответствии с моделируемойзадачей обработки иэделий. Сигналыотображающие законы изменения управляющих воздействий по соответствующим координатам, подаются на входысумматоров группы, На выходах сумматоров формируются сигналы управляющих воздействий с наложенными случайными составляющими, На один входблока 6 задается сигнал, пропорциональный угловой скорости вращениязаготовки, на другой вход -...
Адаптивная система управления процессом резания

Номер патента: 666045
Опубликовано: 05.06.1979
Авторы: Макаров, Новицкий, Рюков
МПК: B23Q 15/00
Метки: адаптивная, процессом, резания
...оптимапьной скорости резания устанавпивается подачей,сигнапа 18 на бпок 4 управпения режимами ВыходнОЙ сигнал КОГОрогО зайускает генератор сгуненчатого лапрГ-=жения 6, выдающий имгупьсы напряженияопредепенной дпитепьностц ц а,лппитудь,Испопнитепьный механизм 9 управпяетсяуровнем сигнала, поэтому каждому импульсу генератора 6 будет соотвечствовать опредепенная скорость вращения привода гпавного движецля, что Оавноаначно режимам резания с разными скоростями. В течение дпитепьнос Ги одногоимпупьса измерлтепь 3 оптгмальнойскорости реаацич обрабатывает попу лен"ные сигнапы, поступающце с датчиков1 и 2, и в спучао отклонения текущегозначения скоросГН от оптиапьной выдает сигнап управпения ца блок 4, управляющий напряжением генератора...
Предыдущий патент: Устройство для регулирования технологических процессов
Следующий патент: Устройство для поиска неисправностей
Случайный патент: Резервированный мультивибратор