Адаптивная система управления процессом резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
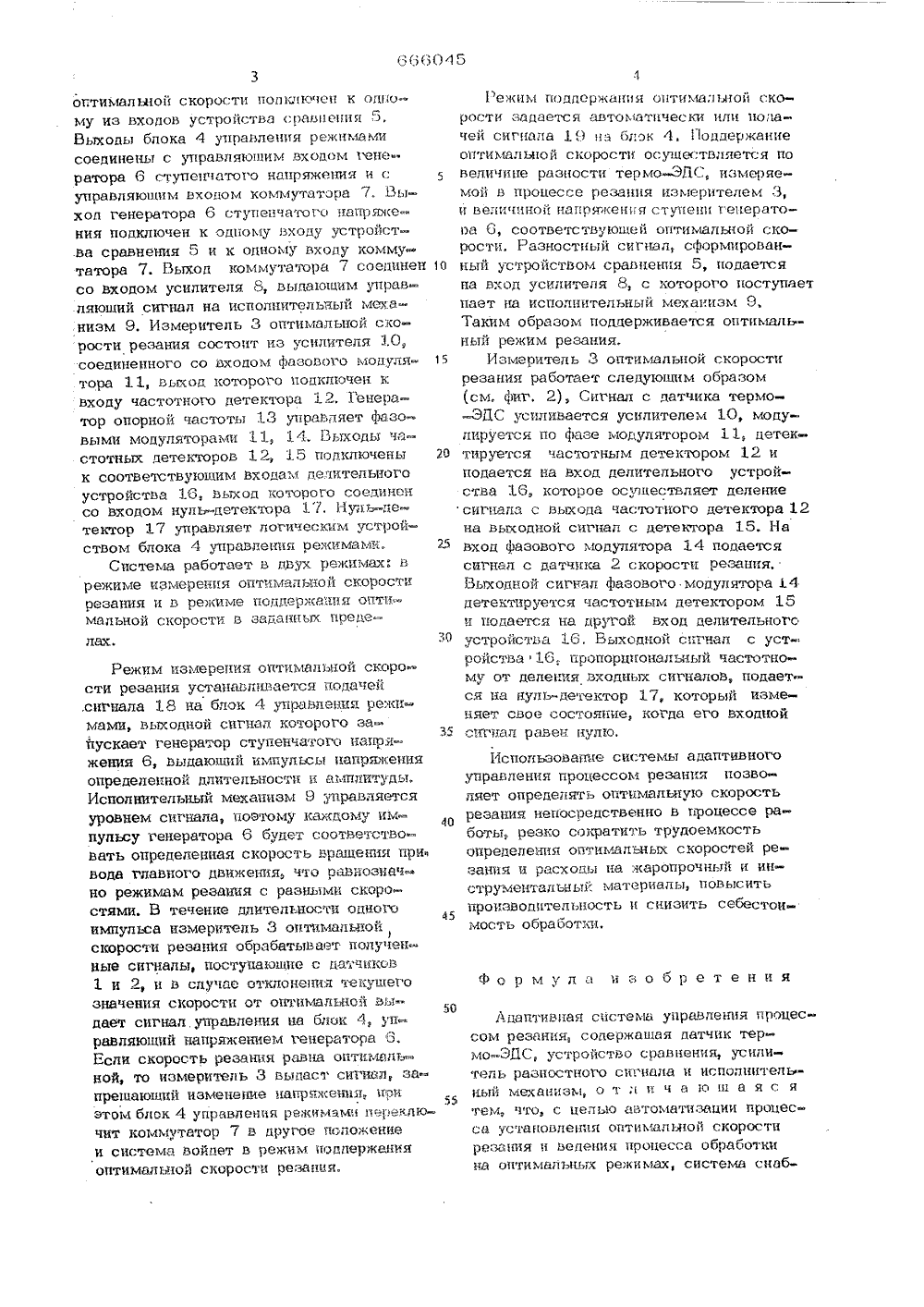
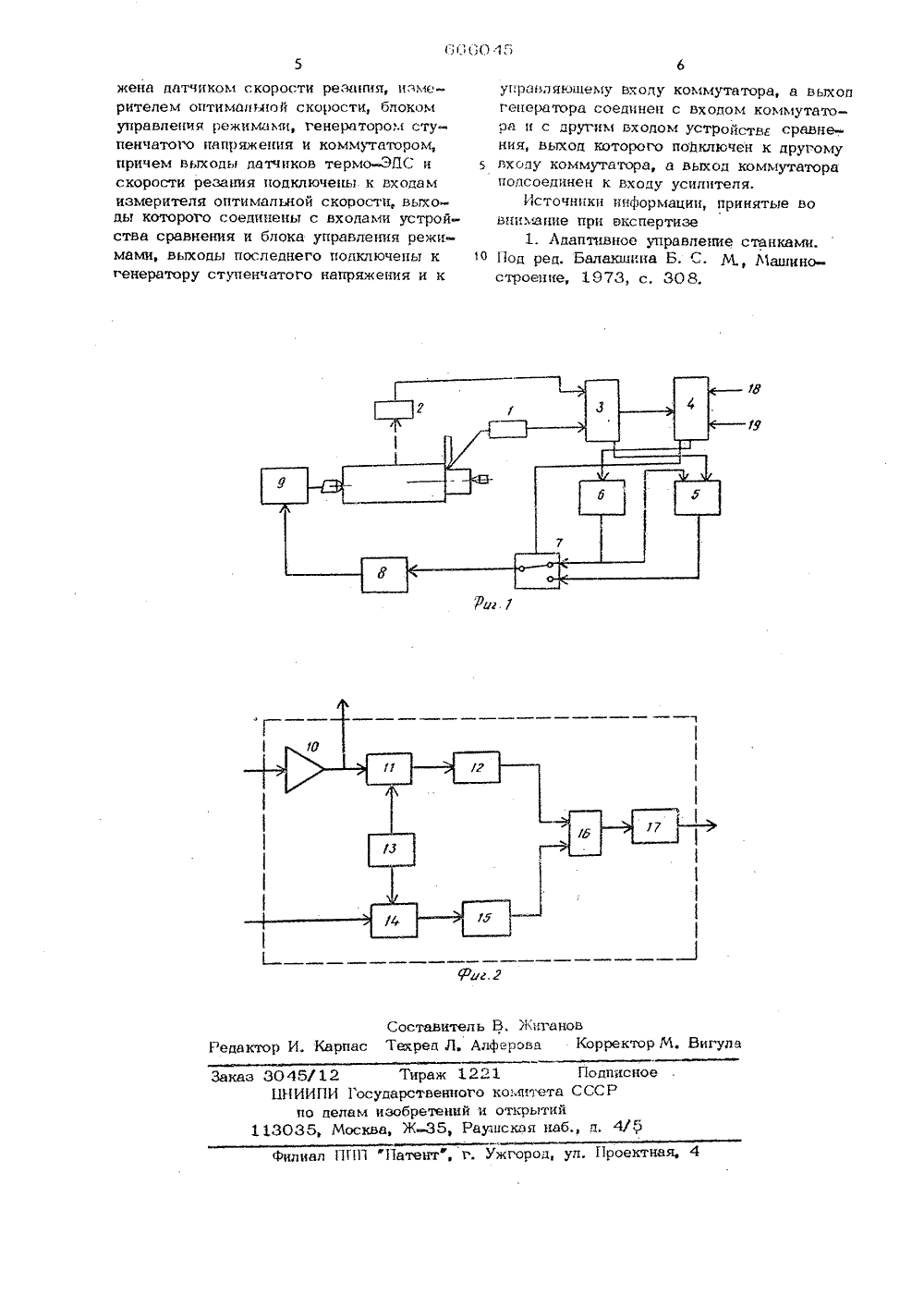
А НИ ЕТЕНИ Союз СоветскнкоцмалмстмческмкРеспублик У СВИДВТИЛЬСТВУ свил ву 2480 176/25 с присоединением зая(23) Приоритет Яо сударстовнный комнте СССР оо делам изоорвтоннй н открытийОпубликовано 05.06,78 Бюллетень И Дата опубликования описания 08.06. Новицкий и Л Рюков 71) Заявите итут им. Орджоникид фимский авиацион 54) АВАПТИВНАЯ СИСТЕМА УПРАВЛЕНИПРОЦЕССОМ РЕЗАНИЯ1(61) Дополнительное к ав (22) Заявлено 26.04,77 (2 Изобретение относится к области машщтостроения и предназначено для поддержания оптимальных режимов резания.Известна адаптивная система управле ния процессом резааия, содержащая датчик термо-ЭБС, устройство сравнения, усилитель разностного сигнала, исполнительный механизм и задатчик. В этой системе управление процессом резания осуществляется путем измерения термо- -ЭОС и сравнения измеренного значения 1 В с заданным. При их рассогласования регулятор системы устраняет это расстласование путем изменения режимов резания - либо скорости, либо подачи 11.Недостатком указанной системы является невозможность определения оптимального режима резания.Целью изобретения является устранение указанного недостатка.Поставленная цель достигается тем, что система снабжена датчиком скорости резания, измерителем оптимальной скорости, блоком управления режимами, ге нератором ступенчатого напряжения и коммутатором, причем выходы датчиков термо-ЭЙС и скорости резания подключены к входам измерителя оптимальной скорости, выходы которого соединены с входами устройства сравнения и блока управления режимами, выходы последнего подключены к генератору ступенчатого напряжения и к управлявшему входу коммутатора, а выход генератора соединен с входом коммутатора и с другим вхо дом устройства сравнения, выход которого подключен к другому входу коммутатора, выход которого подсоединен к входу усилителя.На фиг, 1 показана блок-схема системы; на фиг. 2 - вариант схемы измерителя оптимальной скорости резания.Система состоит из датчика термо- -ЭЙС 1 н датчика 2 скорости резания, включенных на вход измерителя 3 оптимальной скорости резания, выход которого соединен с блоком 4 управления режимами. Пругой выход измерителя 3огтимальной скорости полкпючец к одюму из входов устройство сравнения:".Выходы блока 4 управпецця режимамисоединены с управляющим входом генератора 6 ступенчатого напряжения и суправляющим входом коммутатора 7. Выход генератора 6 ступенчатого напрвкения подкпючен к одному входу устройства сравнения 5 и к одному входу коммутатора 7. Выход коммутатора 7 соединенсо входом усилителя 8, выдающим управпяюший сигнап на испопнитепьный механизм 9. Измеритель 3 оптимапьной скорости резания состоит цз усипитепя 10,соединенного со входом фазового модупятора 11, вьглод которого подключен квходу частотного детектора 12. Генератор опорной частоты 13 управпяет фазо-.выми модуляторами 11, 14. Выходы частотных детекторов 12, 15 подкпюченык соответствуюшим входам депитепьногоустройства 16, выход которого соединенсо входом нуль-детектора 17, Нупь.-де-.тектор 17 управпяет Логическим устройством бпока 4 управпелця режимаьи,Система работает в двух режимах: врежиме измерения Оптимапыюй скоростирезания и в режиме поддержания оптцмальнОЙ скорости В заданпых пРедепах,Режим измерения оптимапьной скорости резания устанавпивается подачей,сигнапа 18 на бпок 4 управпения режимами ВыходнОЙ сигнал КОГОрогО зайускает генератор сгуненчатого лапрГ-=жения 6, выдающий имгупьсы напряженияопредепенной дпитепьностц ц а,лппитудь,Испопнитепьный механизм 9 управпяетсяуровнем сигнала, поэтому каждому импульсу генератора 6 будет соотвечствовать опредепенная скорость вращения привода гпавного движецля, что Оавноаначно режимам резания с разными скоростями. В течение дпитепьнос Ги одногоимпупьса измерлтепь 3 оптгмальнойскорости реаацич обрабатывает попу лен"ные сигнапы, поступающце с датчиков1 и 2, и в спучао отклонения текущегозначения скоросГН от оптиапьной выдает сигнап управпения ца блок 4, управляющий напряжением генератора 6,Если скорость резания равна оптимальной, то измеритель 3 выдаст сиглад запрецаюший иаменение лацряжепя, Гриэтом блок 4 управлений режцмамц переклющщчит коммутатор 7 в другое попожениеи снстеьа ВойпеГ В режим поддержанияоптималыгой скорости резалця, Испопьзовапие системы адаптивного управления процессом резания нозвопяет определять оптимальную скорость резания непосредственно В процессе работы, резко сократить трудоемкость Опредепенця оптимапькых скоростей резания и расходы на жаропрочньЙ и ин струментапьный матерцапы, повысить производцтепьность и снизить себестоимость обработки,Лдаптлвцая система улравпеня процессом резания, содержошая датчик термоС, устройство сравнения, усилитель разцостного сигцапа и испопнителГльй механизмо т и и ч о О ш а я с я тем, что, с цепью автоматизации процесса установления оптимальной скорости резания и ведения процесса обработки ца оптимаьльк режимах, система сноб 5 1 О 15 Я ч Режим поддержания оптимальной скорости задается автоматически ипц подачей сигнала 19 ца блэк 4, Поддержалцеоптимальной скорости осушсствяется повеличине разности термо-ЗГС, измеряемой в процессе резания измерителем 3,и вепичцной напря кения ступени гецеротопа 6, соответствуюшей оптимальной скорости. Разностный сигнап, сформированный устройством сравнения 5, подаетсяна вход усипителя 8, с которого поступаетпает на испопнитепьньЙ механизм 9,Таким образом поддерживается оптимальный режим резания,Измеритепь 3 оптимапьной скоростирезания работает спедуюшцм образомсм, фиг, 2), Сигнап с датчика термо-ЭПС усичивается усцпителем 10, модупируется по фазе модупятором 11, детектируется частотньм детекгором 12 иподается на вход депитепьного устройства 16, которое осушествпяет делениесигнапа с выхода частотного детектора 12на выходной сигнап с детектора 15. Навход фазового модупятора 14 подаетсясигнап с датчика 2 скорости резания,Выходной сигнап фазового модулятора 14детектируется частотным детектором 15и подается на другой вход депитепьногсустройства 16, Выходной сцгнап с уст-:ройства 16 пропорицонапьный частотному от депения входных сигналов, подается на ауп .Дегектор 17, который изменяет сВОе состоянйе кОгда его ВходноЙсигнап равен лупло,Формупо изобретенияРиг.2 Составитель В. Ж ипас Техред Л. Алферова рректор М. Вигул ираж 1221 3045/12БНИИПИ 1 осудпо делам изо13035, Москва дписное мнтета СССткрытийкая наб., д твенногоетений и-35, Рау илиал ППП Патент, г. Ужгород, ул, Гроектная,жена датчиком скорости ренины, измерителем оптимальной скорости, блокомуправления режимами, генератором ступенчатого напряжения и коммутатором,причем вьходы датчиков термо-ЗАГС искорости резания подключены к входамизмерителя оптимальной скорости, выходы которого соединены с входами устройства сравнения и блока управления режимами, выходы последнего подключены кгенератору ступенчатого напряжения и к управляюьдему входу коммутатора, а вьжод генератора соединен с входом коммутатора и с другим входом устройств сравне.- ния, выход которого подключен к другому входу коммутатора, а выход коммутатора полсоединен к входу усилителя,Источники информации, принятые вовнимание при експертизе1. Адаптивное управление станками. О Под ред, Балакшина Б. С, М, Машиностроение, 1973, с, 308.
СмотретьЗаявка
2480176, 26.04.1977
УФИМСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ ИМ. ОРДЖОНИКИДЗЕ
МАКАРОВ АЛЕКСЕЙ ДМИТРИЕВИЧ, НОВИЦКИЙ ВЛАДИСЛАВ АНАТОЛЬЕВИЧ, РЮКОВ ДАМИР ИБРАГИМОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: адаптивная, процессом, резания
Опубликовано: 05.06.1979
Код ссылки
<a href="https://patents.su/3-666045-adaptivnaya-sistema-upravleniya-processom-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Адаптивная система управления процессом резания</a>
Способ определения оптимальных скоростей резания

Номер патента: 1399073
Опубликовано: 30.05.1988
МПК: B23B 25/06, B23Q 15/00
Метки: оптимальных, резания, скоростей
...45Исходя иэ условий обеспечения максимально возможной производительности, технических возможностей станкаи толщины обрабатываемых листов (1525 мм) назначена подача 5=675 мм/мини режимы плазменной резки 1=250 А,0=180 В,Для выбранных режимов обработки спомощью пирометра (либо другим способом) измеряется температура в различных точках поверхности. Это позволяет расположить фреэу от плазмотронана таком расстоянии, чтобы обеспечитьтемпературу нагрева среэаемого слоя в момент удаления, равную температуре начала мартенситного превращения.Для обеспечения качественной обработки для данных режимов обработки определяют размеры эоны с измененной структурой (зона термовлиянияЗТВ). ЗТВ определяется экспериментально (выполняется плазменная резка...
Система для заряда и разряда аккумуляторной батареи

Номер патента: 1246241
Опубликовано: 23.07.1986
МПК: H02J 7/00
Метки: аккумуляторной, батареи, заряда, разряда
...батареи 5, Устройство 3 управления управляет работой зарядно-разрядных тиристоров 2, Программныйблок 4 обеспечивает чередование процессов заряде и разряда аккумуляторнои батареи 5, Токи заряда и разря -да стабилизируются с помощью измерительного ьцунта 7 и схемы 8 стабилизации, которая регулирует работуустройства 3 управления. Устройство9 контроля аккумулятора осущес "вляет контроль за степенью заряженности аккумуляторной батареи по величине нтапряжения на ней и выдает команды на программный блок о прекращениициклов заряда или разряда аккумуляторной батареи, После ткаой командыпрограммный блок 4 включает следующий цикл формирования аккумуляторной батареи 5 после заряда-разряд1246241 Составитель И.НайдинаРедактор А.Ворович Техред...
Способ определения оптимальной скорости резания при шлифовании твердых сплавов

Номер патента: 1283612
Опубликовано: 15.01.1987
Авторы: Дрожин, Крючков, Узунян
МПК: G01N 3/58
Метки: оптимальной, резания, скорости, сплавов, твердых, шлифовании
...ориентированные напряженияна макро- и микронапряжения путем вытравливания цементирующей Фазы и измеряют остаточные ориентированные напряжения в карбидной фазе. Строят график изменения ориентированных микронапряжений в цементирующей фазе 6,2,в зависимости от скорости резания ЧПри этом ориентированные микронапряжения в цементирующей Фазе определяют по формуле В качестве оптимального выбирают скорость резания, при которой ориентированные микронапряжения в цементирующей фазе минимальны.45Пример реализации способа при заточке режущей пластины из беэвольфрамового твердого сплава ТН. С помощью рентгеновского дифрактомера "Дран" замеряют (ор.ц )остаточные суммарные ориентированныенапряжения в цементирующей фазе БПосле вытравливания...
Способ определения оптимальных скоростей резания

Номер патента: 570455
Опубликовано: 30.08.1977
Авторы: Кичко, Кишуров, Макаров, Мухин
МПК: B23B 1/00
Метки: оптимальных, резания, скоростей
...сплавов и других металлов и сплавов в различных отраслях машиностроения,Известен способ определения оптимальныхскоростей резания, основанный на проведениистойкостных опытов. Оптимальная скоростьрезания определяется как скорость, при которой наблюдается наименьшая интенсивностьизноса режущего инструмента,Недостатком известного способабольшая трудоемкость стойкостных оЦель изобретения - снижение трсти способа определения оптимальности резания.Способ основан на том, что температурапровала пластичности обрабатываемого материала совпадает с оптимальной температуройрезания. Способ заключается в следующем.По результатам стандартных кратковременных испытаний образцов из обрабатываемого материала в широком диапазоне темпе.5 ратур...
Способ определения оптимальной скорости резания для исследуемых материалов

Номер патента: 780956
Опубликовано: 23.11.1980
Авторы: Летуновский, Шилдин
МПК: B23B 1/00
Метки: исследуемых, оптимальной, резания, скорости
...эталонном материале зависимости стойкостиот скорости резания, измеряют вели чину затухания ультразвуковых колебаний на эталонном и исследуемых материалах и по полученным данным опре"еляют оптимальную скорость резания.у3 7809564 костиинструмента. Т 60 мин при продольном точении Ст 45,Х 18 Н 10 Т,1 Х 21 Н 5 ТШ и ЯТрезцом из твердогосплава Т 15 К 6 с определенными геомет;рическими параметрами.В качестве эталонного материалаиспользуют Ст 45, Стойкостными испытаниями на станке 1 К 62 устанавлива-ют, что заданной стойкости Т 60 минсбо 1 ветствует для эталонного образцаскорость резания М . 243 м/мин."На образцах укаэанных сталей диаметром 20 "мм и длиной .55 мм с помощью ультразвукового дефектоскопа ДСК 1(или ДУК) определяют величину...
Предыдущий патент: Устройство для установки и закрепления деталей
Следующий патент: Прибор активного контроля
Случайный патент: Устройство для извлечения корня -й степени