Устройство для регулирования силовых параметров процесса резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
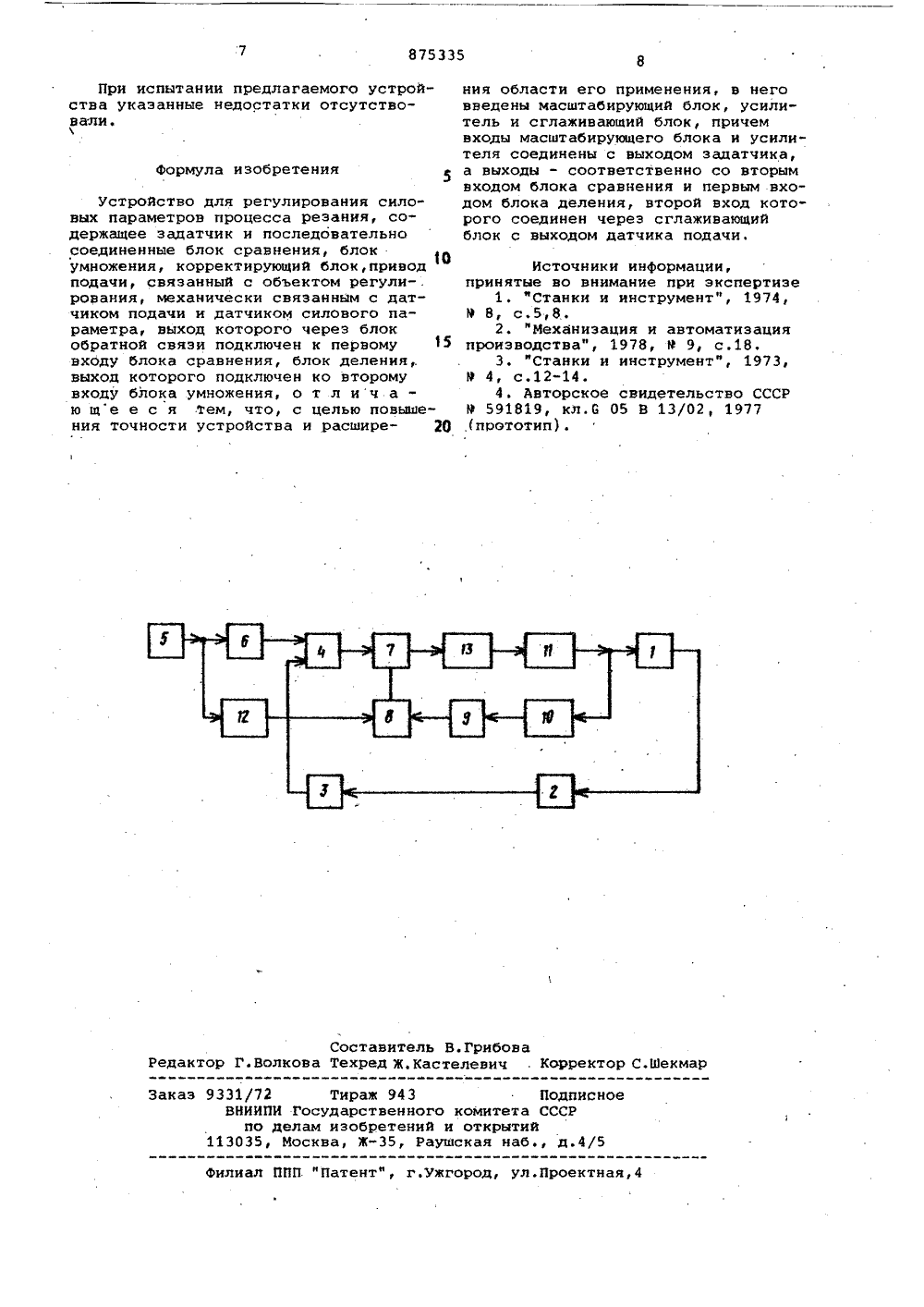
ОПИСАНИЕИЗОБРЕТЕНИЯК АВУОРОЮИУ Сви ИВЛЬСТВУ(22) Заявлено 29.02.80 (21) 2890730/18-24 Соеэ Советских Соцналнстнческик Республик(5 м К 3 6 05 В 11/01 с ттрисоедннением заявки Н 9 -Государственный квинтет СССР но делам изобретеннй н открытнй)А(Московское ордена Ленина и ордена Трудовоге .Красного Знаменивысшее техническое училище им. Н.Э.Баумана(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ Изобретение относится к металлообработке и предназначено для регу-, лирования силовых параметров процесса резания.Известны устройства для регулирования силовых параметров процесса резания (составляющих Р,Р, Р силы резания, момента, М и мощности И резания), в которых, с целью повышения точности регулирования и расширения области применения, осуществляется стабилизация статического коэффициента усиления разомкнутого контура регулирования, зависящего от технологических параметров процесса реза" 15 ния Г 13, (2 и ГЗД .Недостатками этих устройств являются низкая точность регулирования силовых параметров процесса резания и ограниченная область применения 20 вследствие того, что в них обеспечивается частичная независимость статического коэффициента усиления разомкнутого контура регулирования (коэффициента усиления контура) от 25 технологических параметРов процесса резания.Наиболее близким по технической сущности к предлагаемому является устройство, содержащее задатчик и ЗО последовательно соединенные блок сравнения, блок умножения, корректи- рующий блок, привод подачи, связанный с объектом регулирования, механически связанный с датчиком подачи и датчиком силового параметра, выход которого через блок обратной связи подключен к первому входу блока сравнения, блок деления, выход которого подключен к второму входу блока умножения 14).Недостатками известного устройст" ва являются низкая точность регулирования силовых параметров процесса резания и ограниченная область применения.Датчик силового параметра, выходной сигнал которого используется для стабилизации коэффициента усиления контура, является инерционным звеном, что вызывает динамическую погреш" ность стабилизации коэффициента уси" ления контура при изменении заданного значения регулируемого силовогО параметра процесса резания.Известное устройство обеспечивает точную стабилизацию коэффициента усиления контура на временных интер" " валах стационарности минутной подачи и регулируемого силового параметра процесса резания (на интервалахстационарности). На интервалах стационарности статичеокий коэффициентпередачи объекта регулирования дейстЪительно равен отношению об ау,.,ВобАин ) бУ()(2) На практикедля большинства обрабатываемых деталей, доля интервалов нестационарности в общем времени работы устройства .весьма значительна,что вызвано большим числом постоянно действующих возмущающих технологических воздействий.Изменение коэффициента усиления контура на основе измерения динамического коэффициента передачи (2), осуществляемое с помощью блока умножения и блока деления, приводит к низкой точности стабилизации коэффициента усиления контура, что может вызвать неустойчивость контура регулирования (если истинное значение коэффициента усиления контура станет больше заданного значения) или низкую точность регулирования силового параметра (если истинное значение коэффициента усиления контура станет меньше заданного значения).Цель изобретения - повышение точности регулирования силовых параметров процесса резания и расширение области применения устройства. Поставленная цель достигается тем, что в устройство введены масштабирующий блок, усилитель и сглаживающий блок, причем входы масштабирующего блока и усилителя соединены с выходом задатчика, а выходы - соответственно со вторым входом блока сравнения и первым входом блока деления, второй вход которого соединен через сглаживающий блок с выходом датчика подачи. где дЙ - приращение регулируемогосилового параметра;а(,;- приращение минутной подачиНа временных интервалах нестационарности минутной подачи или регулируемого силового параметра процесса резания (на интервалах нестационарности), обусловленных действием возмущающих технологических воздействий (изменениями глубнны резания, физико- механических свойств материала заготовки, свойств и геометрии режущего инструмента, собственной нестационарностью.процесса стружкообразования и др.) отношение (1) не является статическим коэффициентом передачи объекта регулирования, а характеризует динамические свойства объекта регулирования На чертеже представлена блок-схема предлагаемого устройства.У:тройство содержит объект 1 регулирования (процесс резания), датчик2 силового параметра, блок 3 обратной связи, блок 4 сравнения, задатчик 5, масштабирующий блок б, блок 7умножения, блок 8 деления, сглаживающий блок 9, датчик 10 подачи, привод11 подачи, усилитель 12, корректирующий блок 13.Устройство работает следующим образом.Истинное значение Вист регулирУемого силового параметра объекта регулирования (процесса резания) измеряется датчиком 2 силового параметра,выходной сигнал которого через блок 3обратной связи поступает на второйвход сравнивающего блока 4, на первый вход которого поступает сигнал, 20 прямо пропорциональный заданномузначению В регулируемого силовогопараметра, от задатчика 5 силовогопараметра через масштабирующий блок6. Результат сравнения с выхода сравнивающего блока 4 поступает на первый вход блока 7 умножения, на второйвход которого поступает сигнал с выхода блока 8 деления, равный частномуот деления сигнала, прямо пропорционального среднему значению У минутной подачи, на сигнал, прямо йропорциональный заданному значению силового параметра. Сигнал прямо пропорциональный Чиннопоступает на первыйвход блока 8 деления через сглаживающий блок 9 с выхода датчика 10 подачи, связанного с выходом привода 11подачи. Сигнал, прямо пропорциональныйцпоступает на второй вход бло-.ка 8 деления через усилитель 12 с 40 выхода задатчика 5 силового параметра. выходной сигнал блока 7 умножения через корректирующий блок 13 поступает на вход привода 11 подачи.Привод 11 подачи в соответствии свеличиной и знаком входного сигналаосуществляет изменение минутной подачи, являющейся входным воздействиемобъекта .1 регулирования, стремясьтем самым приблизить истинное значение силового параметра к заданномузначению.КоэфФициент усиления контура равен произведениюКц Кр 1 КкКою К 1 Кз (3)где К- коэффициент передачи сравнивающего блока относительно второго входа;К, - коэффициент передачи блока умножения относительно бО первого входа;К - коэффициент усиления замкнутого внутреннего контура, образованного последовательно соединенными бло ками умножения, корректи-,875335 рующим блоком, приводомподачи, датчиком минутнойподачи, сглаживающим блоком и блоком деления;К,5 - коэффициент передачи объекта регулирования; 5К - коэффициент передачи блокаобратной связи.Коэффициенты К , К, К постоянны и на зависят от технологических параметров, так как определяются только конструкциями и параметрами соответствующих блоков.Коэффициент усиления замкнутого внутреннего контура равен Жив э К 1 оФ 7 В(7),Ке К 1 (4) 151 - К,15 К 1 К КоКВр К тгде К - коэффициент передачи корректирующего блока;К - коэффициент передачи привода подачи; 20К - коэффициент передачи сгла 9живающего блока;Ко - коэффициент передачи датчика подачи;КВ - коэффициент передачи блока 25деления относительно первого входа;К,11 - коэффициент передачи блокаумножения относительно второго входа. ЗОПроизведение коэффициентов Кв 1,Кз равно отношению сигнала О , поступающего на первый вход блока умножения, к сигналу Ов 1, поступающему на второй вход блока деления. 1 + КЬ К(10) 35то К+йКа Ко КККоКд,К 5 К 1 р.Таким образом, коэФфициент усиления контура не зависит от значенийЧи Во минутной подачи и регулируемого силового параметра процессарезания, что повышает точность регулирования силового параметра процесса резания и обеспечивает заданныезапасы устойчивости контура регулирования,Проводились испытания макетов известного устройства и предлагаемогоустройства, созданных на базе,токарного станка 16 К 20 для регулирования тангенциальной составляющей В 1силы резания и момента М резания.При испытаниях обрабатывались деталитипа корпусов и поковок,Известное устройство в ряде случаев (в зависимости от типа обрабатываемой детали или конкретного экземпляра заготовки) теряло устойчивость,что делало обработку невозможной, ав ряде случаев не обеспечивало необходимой точности регулирования Ри М, что снижало производительностьобработки. О 7(1 зад 5 КЬ "41."1 КЬ"4 В8/4 112 ОР Я УьдД К 5 ККЬК 411 К 1 КЪ Ка "уста "1 м "ьад где К - коэфФициент пропорциональности задатчика силовогопараметра;Кь - коэффициент передачи мас-штабирующего блока, 45К 4 М - коэффициент передачи сравнивающего блока относительно первого входа;К 1 - коэффициент усиления усилителя.50После подстановки (5) в (4) полу- чаем 1 ЪКиК 5 КЯ1" к=К 5"11 "1 ЗК 11 К 8 К 1 О("5 КЬК 4 У К 1""4 Ц ) 55В д Все коэффициенты в правой части (6), кроме отношения В /В Ьа постоянны и не зависят от технологических параметров, а влияние отноше ния В, /В ьад на К может быть сведено к минимуму за счет соответствующих значений отдельных коэффициентов передачи, в частности за счет большого значения коэффициента усиления К усилителя. Таким образом, коэффициент К 1, также можно считать постоянным и не зависящим от технологических параметроз.Коэффициент передачи К 1 блока умножения относительно первого входа равен сигналу О 1 , поступающему на второй вход блока умножения Коэффициент передачи Кобъектарегулирования прямо пропорционаленсреднему значению Вд регулируемогосилового параметра процесса резанияи обратно пропорционален среднемузначению Чминутной подачи(8) где Ко - безразмерный коэффициент, учитывающий влияние на Кфизико-механических свойствах материала заготовки, условий обработки, жесткости системы станок - приспособление - инструмент - деталь и др.После подстановки (7), (8) и (3) получаем мин о Ка "оКД(а В, К КК "о "К (9) "Ъад 5 11 Если коэффициент передачи масштабирующего блока Ва В ъддПодставив (10) в (9, получаем875335 формула изобретения Составитель В.Грибова актор Г.Волкова Техред Ж.Кастелевич . Корректор С.Шекмар9331/72 ВНИИПИ Го по дела 113035, Мослиал ППП фПатент", г,Ужгород, ул.Проектная,4 При испытании предлагаемого устройства укаэанные недостатки отсутствовали. Устройство для регулирования силовых параметров процесса резания, содержащее задатчик и последовательно соединенные блок сравнения, блок умножения, корректирующий блок, привод подачи, связанный с объектом регули-. рования, механически связанным с датчиком подачи и датчиком силового параметра выход которого через блок обратной связи подключен к первому 15 входу блока сравнения, блок деления,. выход которого подключен ко второму входу блока умножения, о т л ич а - ю ще е с я тем, что, с целью повышения точности устройства и расшире ния области его применения, в неговведены масштабирующий блок, усилитель и сглаживающий блок, причемвходы масштабирующего блока и усили"теля соединены с выходом задатчика,а выходы - соответственно со вторымвходом блока сравнения и первым входом блока деления, второй вход которого соединен через сглаживающийблок с выходом датчика подачи. Источники информации,принятые во внимание при экспертизе1. "Станки и инструмент", 1974,9 8, с.5,8.2. "Механизация и автоматизацияпроизводства", 1978, М 9, с.18.3. "Станки и инструмент", 1973,М 4, с.12-14.4. Авторское свидетельство СССР9 591819, кл,б 05 В 13/02, 19771 прототип).
СмотретьЗаявка
2890730, 29.02.1980
МОСКОВСКОЕ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ ИМ. Н. Э. БАУМАНА
БЕЛЯКОВ ВЛАДИМИР ИГОРЕВИЧ, ГОРНЕВ ВАДИМ ФЕДОРОВИЧ, СОФРЫШЕВ АНДРЕЙ ВЯЧЕСЛАВОВИЧ
МПК / Метки
МПК: G05B 11/01
Метки: параметров, процесса, резания, силовых
Опубликовано: 23.10.1981
Код ссылки
<a href="https://patents.su/4-875335-ustrojjstvo-dlya-regulirovaniya-silovykh-parametrov-processa-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для регулирования силовых параметров процесса резания</a>
Устройство для контроля блоков переменных коэффициентов

Номер патента: 384106
Опубликовано: 01.01.1973
Автор: Авторы
МПК: G06G 7/02
Метки: блоков, коэффициентов, переменных
...коэффициент передачи которого равен линейной комбинации коэффициентов передачи контролируемых блоков. При этом взвешенная сумма выходных напряжений всех авиационного приборостроения блоков, получаемая на сумматоре, должнабыть равна нулго, что и используется дляконтроля.Структурная схема устройства для контроля блоков переменных коэффициентовизображена на чертеже,Оно содержит контролируемые. блоки 1 ь1, переменных коэффициентов, дополнительный блок 2 переменного коэффициента,1 О сумматор д, ггереклгочатель 4 и источник .этестового напряжения.Входы сумматора 3 соединены с выходамиконтролируемых блоков 1 , 1 и дополнительного блока 2.15 Схема работает следующим образом.На входы всех блоков переменных коэффициентов (контролируемых и...
Измеритель параметров процесса передачи энергии

Номер патента: 472301
Опубликовано: 30.05.1975
Авторы: Анодьев, Афанасьев, Покровский, Пушкарев, Соколенко
МПК: G01R 21/00
Метки: измеритель, параметров, передачи, процесса, энергии
...с фотспиемником 12, К выходу фотоприемника подключен усилитель 13, который через демодулятор 14 соединен с нагрузкой 15.При такой схеме выполнения измерителя 20 переменный рабочий сигнал проходит от пре.образователя через фильтр 7 нижних частот и источник 2 излучения, зашунтированный дополнительным фотоприемником 9. Благодаря источнику опорного напряжения через допол нительнтяй и основной источники излучения,а также дополнительный фотоприемник 9 протекает стабилизированный смещающий ток.При этом световой поток дополнительного источника 4 излучения управляет работой до полнительного фотоприемника 9, изменяя его472301 аз 2209/11ЦНИИП Изд. Мц 1484 Тираж 902ударственного комитета Совета Миннстропо делам изобретений и открытийМосква, Ж 35,...
Устройство для контроля параметров процесса контактной сварки

Номер патента: 650754
Опубликовано: 05.03.1979
МПК: B23K 11/24
Метки: контактной, параметров, процесса, сварки
...5, изолирующие прокладки 6, 7, подпружиненные щупы 8 и 9, соединительные провода 10, 11, 12 и 13, которые попарно скручены биффилярно.В процессе сварки деталей 3 и 4 замыкаются электроды 1 и 2 и щупы 8 и 9. Последние жестко связаны с соответствующими электродами 1 и 2 через изолирующие про,кладки 6 и 7. Поэтому замыкание электродов 1 и 2 всегда автоматически вызывает замыкание щупов 8 и 9.На контурах, образованных соответственно электродом 1, деталями 3, 4, проводом 12, входным сопротивлением дифференциального усилителя 5, проводом 10 и щупом 8, деталями 3, 4, цупом 9, проводом 13, входным сопротивлением усилителя 5, проводом 11, наводится ЭДС индукции за счет изменяющегося во времени магнитного потока, пропорционального сварочному...
Устройство для определения параметров колебательных контуров

Номер патента: 1374146
Опубликовано: 15.02.1988
Автор: Молочников
МПК: G01R 27/26
Метки: колебательных, контуров, параметров
...7. При этом входной импеданс измери-. тельного блока содержит активную К и реактивную Х составляющие.вАктивная составляющая входного импеданса измерительного блока определяется активной мощностью потреб"ляемой измерительным колебательнымконтуром, т.е.г.г Ов1 г = -- , (1)вк где д, - ток в колебательном кон"туре;г " активное сопротивлениеколебательного контура впоследовательном замещении;0- входное напряжение измерительного блока 7;Кв- активная составляющая входного импеданса измерительного блока 7.Учитывая, что где Я - добротность колебательного контура,"ы, - заданная угловая частотавозбуждающего напряжения;С Ь " соответственно значенияемкости и индуктивностиколебательного контурапри резонансе;и - коэффициент связи колебательного контура...
Система контроля параметров процесса бурения скважины

Номер патента: 1476113
Опубликовано: 30.04.1989
Авторы: Алехин, Борн, Пашковский, Рахимов, Сергеев, Стрелко
МПК: E21B 47/00, E21B 47/06
Метки: бурения, параметров, процесса, скважины
...пластового давления по отношению к гидростатическому:Р(4) где Р = / Н/10;- плотность бурового раствора,15 входящего в скважину и выходящегоиз него бурового раствора: 1 выП.вк При бурении на равновесии плот ность ВыходящеГО буРОВОГО РастВорадолжна быть равна показателю соотношения давлений, т,е.вы = П фПри П )может возникнуть выброс бурового раствора, что является 45 осложнением при бурении, скважины.Поэтому изменение П 1, как в сторону уменьшения (что происходит при загазованности бурового раствора), так и при его значительном увеличении (что происходит при поступлении в раствор высокоминерализованных флюидов с высокой плотностью) характеризует отклонение процесса бурения от. нормальной ситуации, Однако рас шифровать причины...
Предыдущий патент: Электрогидравлическая следящая система
Следующий патент: Устройство для цифрового управления асинхронным двигателем
Случайный патент: Автокомпенсатор