Устройство для адаптивного программноно управления металлорежущими станками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 603951
Авторы: Анисимкин, Бутенко, Гальченко, Глушко, Пристромов



Текст
О ПИ "С-А-Н И Е Союз Советских Социалистических Республик(43) Опубликовано 25 т. свил.в 17829/2 5 В 19/04 осударственныи комитетСовета Министров СССРоо делам изобретенийи открытий 53) УДК 621-5(54) УСТРОЙСТВО ДЛЯ АДАПТИВНОГО ПРОГРАММНОГО УГ 1 РА В г)ЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИй и й обрабатываемо м инструментом и этом неусано также невозхож общее усилие со сложнои к Верхпости м как процесс шийся и пре установить ния. нфигурацие оголезвийнь резания пр ывистый, а тимальное та 1; Ивет за Изобретение относится к обработке металлов со сияне ст 1 зужки, а имено к фрезерованию, и может применяться для управления скоростью подачи стола и инструмента по текущему значению выходных параметров при 5 черновом и чистовом торцовом фрезеровании деталей со сложной конфигурацией обрабатываемой поверхности многолезвийным инструментом на фрез.гпых станках с регулируемым раздельным приводом подачи стола и инстру 10 мента.Известны различные устройства для управления скоростью подачи стола и инструмента в процессе обработки, с помощьо которых в зависимости от одного лп нескольких измеряемых параметров, связ,.н 1,х с динамикой процесса резания, обеспечивается стабилизация выходных величин по заданному закону.Известно устройство лля алаптивного,правления, содержащее блок залания программы, датчики деформации, силы резания, тез 1- чп пературы, вибрации, скорости двигателей подачи стола и инструмента, привод, олокн управления и сравнения 1.Недостатками этого устройства является то, что оно не может достаточно эффективно применяться при торцовом фрезерованин деталеи Наибо,ее близким техническим решением к предлагаемому изобретению является устройство для адаптивного программного управления металлорежущим и е танкам и, содержа 1 цее блок управления, щрвый вход котор 1 о полключен к выходу блока задания программы, второй вход - к выходу датчика темпер;гуры, третий вход - к выходу первого лели 1 еля напряжения, первый вхол которого через первый датчик скорости и первый приво соединен с первым выходом блока хправгети". второй вход - через второй датчик скорое . и второй привод - со вторым выхоЛом бл,1; управления, и датчик усилия резания 121.Недостатком эгого устройства является то, что оно однозначно реап рует при изменении общего усилия резания, вызванного измеиеииех как глубины резания, так и таких гарам.тров, как твер,ость хете 1)па,13, г 1 сби 1 а сп 11- маемого слоя металла и состояние режупегоЭто приводитучастках врезания, а та, же на участках с сильно изменяющейся глубиной резания невозмож.но обеспечить оптимальное усилие резания назуб фрезы, Ъ это, в свою очередь, приводит илик перегрузке режущего органа, или к недоиспользованию технических возможностей станка по производительности и точности.Цель изобретения - повышение точности устройства.Это достигается тем, что устройство содержит датчик контакта инструмента с деталью.вход которого подключен к другому выходувторого привода, и второй делитель напряжения, первый вход которого соединен с выходомдатчика усилия резания и с четвертым входомблока управления, второй вход - с выходомдатчика контакта инструмента с деталью, авыход второго делителя напряжения соединенс пятым входом блока управления,На чертеже приведена блок-схема устройсгва,Оно содержит блок управления 1, блок 2задания программы, датчики температуры 3и усилия резания 4, первый датчик скорости 5,второй датчик скорости 6, датчик 7 контактаинструмента с деталью, первый делитель напряжения 8, второй делитель напряжения 9, первый привод 10 и второй привод 11.Устройство для адаптивного программногоуправления металлорежущим станком работает следующим образом, При торцовом фрезеровании деталей со сложной конфигурациейобрабатываемой поверхности в блок управления 1 устройства непрерывно поступает информация (температура, усилие резания) о протекании процесса резания, которая в течениевремени обработки будет меняться в соответствии с изменениями условий обработки.При черновом фрезеровании переключательна чертеже не показан) блока ставится всоответствующее положение и сигнал от датчика усилия резанияпоступает на первыйвход второго делителя напряжения 9. На второй вход второго делителя напряжения 9 поступает сигнал с выхода датчика контакта инструмента с деталью 7, который пропорционален текущему значению длины дуги контактаинструмента с деталью. Датчик 7 выполнен ввиде неподвижного копира, форма которогосоответствует изменению длины дуги контактаинструмента и детали, и реостата, закрепленного на втором приводе 11, ползунок которогочерез ролик в процессе движения постоянносвязан с копиром.На выходе второго делителя напряжения 9образуется сигнал, кратный текущему значению среднего усилия на зуб фрезы, которыйпоступает на пятый вход блока 1 на вычитаюший вход первой схемы сравнения (на чертеже не показан ). На суммирующий вход этойсхемы сравнения поступает сигнал через первый вход блока управления 1 с блока 2,кратный оптимальному значению среднего усилия на зуб фрезы, В первой схеме сравненияблока 1 происходит алгебраическое вычитаниеи на выходе ее образуется сигнал рассогласования, пропорциональный отклонению действительного значения среднего усилия на зуб фрезы от оптимального. Этот сигнал рассогласования через первый усилитель блока 1, коэффициент усиления которого имеет нелинейную характеристику, обратную нелинейности объекта управления, поступает на выход блока 1 и далее на второй привод 11. Скорость привода 11 будет изменяться до тех пор, пока сигнал рассогласования не станет равным нулю, 10 или когда среднее усилие на зуб фрезы нестанет равным оптимальному.При черновом фрезеровании скорость первого привода 10 вращения фрезы не регулируется, а устанавливается постоянной для данных условий обработки, С блока 2 через первый вход блока 1 на второй усилитель блока 1 подается постоянный сигнал, кратный требуемой скорости вращения фрезы. Этот усилитель через первый выход блока 1 связан с первым приводом 10 вращения фрезы.При чистовом фрезеровании переключательблока 1 ставится также в соответствующее положение и сигнал с датчика усилия резания 4 через четвертый вход и переключатель блока 1 поступает на вычитающий вход первой 25 схемы сравнения, а сигнал, выдаваемый блоком 2 и пропорциональный оптимальному значению усилия резания, поступает через первый вход блока 1 на суммирующий вход. Выходной сигнал рассогласования этой схемы сравнения будет в конечном счете изменять скорость второго привода 11 стола до тех пор, пока сигнал рассогласования не станет равным нулю, или когда усилие резания не станет равным оптимальному.Для обеспечения качества процесса чистового фрезерования предусматривается стабилинзация заданного значения оборотнои подачи при переменных значениях скорости подачи стола, С этой целью сигналы с первого и второго датчиков скорости 5 и 6, связанные соответственно с приводами О и 11, поступают 4 о на первый и второй входы первого делителянапряжения 8. Выходной сигнал с делителя напряжения 8, пропорциональный величине обо ротной подачи, через третий вход блока 1 поступает на вычитающий вход второй схемы сравнения блока 1. На суммирующий вход этой схемы сравнения подается сигнал из блока 2 через первый вход блока 1, пропорциональный заданной величине подачи на оборот фрезы при требуемом качестве процесса чистого фрезерования. В схеме сравнения проис ходит алгебраическое вычитание и на выходеее образуется сигнал рассогласования, пропорциональный отклонению действительной величины подачи на оборот фрезы от заданной который поступает на вычитающий вход третьей схемы сравнения блока 1. На суммирующий вход этой схемы сравнения подается сигнал с датчика температуры через второй вход блока 1, а сигнал рассогласования схемы сравнения поступает через переключатель на второй усилитель блока 1. Это приводит к тому, 60 что первый привод 10, связанный со вторым603951 Составитель И. КолокольцевТехредО. Луговая Корректор Н. Тупица Тираж 1033 Подписное Редактор Е. Токарева Заказ 2085/38 ЦНИИПИ Государственного комитета Совета Минисгров СССР по делам изобретений и открытий 113035, Москва, Ж.35, Раугнская наб. д. 45 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4усилителем блока 1 через первый выход, будет изменять скорость вращения фрезы до тех пор, пока сигнал рассогласования не станет равным нулю, то есть до тех пор, пока подача на оборот фрезы не станет равной заданной.5В связи с тем, что при торцовом фрезеровании деталей со сложной конфигурацией обрабатываемой поверхности общее усилие резания является функцией многих переменных, система стабилизации среднего усилия на зуб 1 О фрезы при черновом фрезеровании позволяет оптимизировать работу каждого зуба фрезы, повысить долговечность СПИД и интенсифицировать процесс обработки.Чистовое торцовое фрезерование со стабилизацией общего усилия резания и оборотной подачи позволяет получить требуемую чистоту обрабатываемой поверхности при переменных значениях скорости подачи стола. Путем стабилизации общего коэффициента усиления системы улучшены динамические характеристики и обеспечена устойчивость системы при нелинейном объекте управления.Формула изобретения Устройство для адаптивного программногоуправления металлорежущим и станками, содержащее блок управления, первый вход которого подключен к выходу блока задания программы, второй вход - к выходу датчика температуры, третий вход - к выходу первого делителя напряжения, первый вход которого через первый датчик скорости и первый привод соединен с первым выходом блока управления, второй вход - через второй датчик скорости и второй привод-со вторым выходом блока управления, и датчик усилия резания, отличающееся тем, что, с целью повышения точности устройства, оно содержит датчик контакта инструмента с деталью, вход которого подключен к другому выходу второго привода, и второй делитель напряжения, первый вход которого соединен с выходом датчика усилия резания и с четвертым входом блока управления, второй вход - с выходом датчика контакта инструмента с деталью, а выход второго делителя напряжения соединен с пятым входом блока управления. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР Мо 435504,М кл. 6 05 В 19/32, 1972. 2. Патент США Ме 3634664, кл, 235 в 151, 11,1972.
СмотретьЗаявка
2117629, 27.03.1975
ВОРОШИЛОВГРАДСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
ГЛУШКО ВЛАДИМИР ВАСИЛЬЕВИЧ, ГАЛЬЧЕНКО НИКОЛАЙ СТЕПАНОВИЧ, АНИСИМКИН ВЛАДИМИР АЛЕКСЕЕВИЧ, БУТЕНКО ЮРИЙ ПЕТРОВИЧ, ПРИСТРОМОВ ДМИТРИЙ ЕГОРОВИЧ
МПК / Метки
МПК: G05B 19/04
Метки: адаптивного, металлорежущими, программноно, станками
Опубликовано: 25.04.1978
Код ссылки
<a href="https://patents.su/3-603951-ustrojjstvo-dlya-adaptivnogo-programmnono-upravleniya-metallorezhushhimi-stankami.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для адаптивного программноно управления металлорежущими станками</a>
Система управления
Номер патента: 1285427
Опубликовано: 23.01.1987
Авторы: Новогранов, Степанов
МПК: G05B 11/00
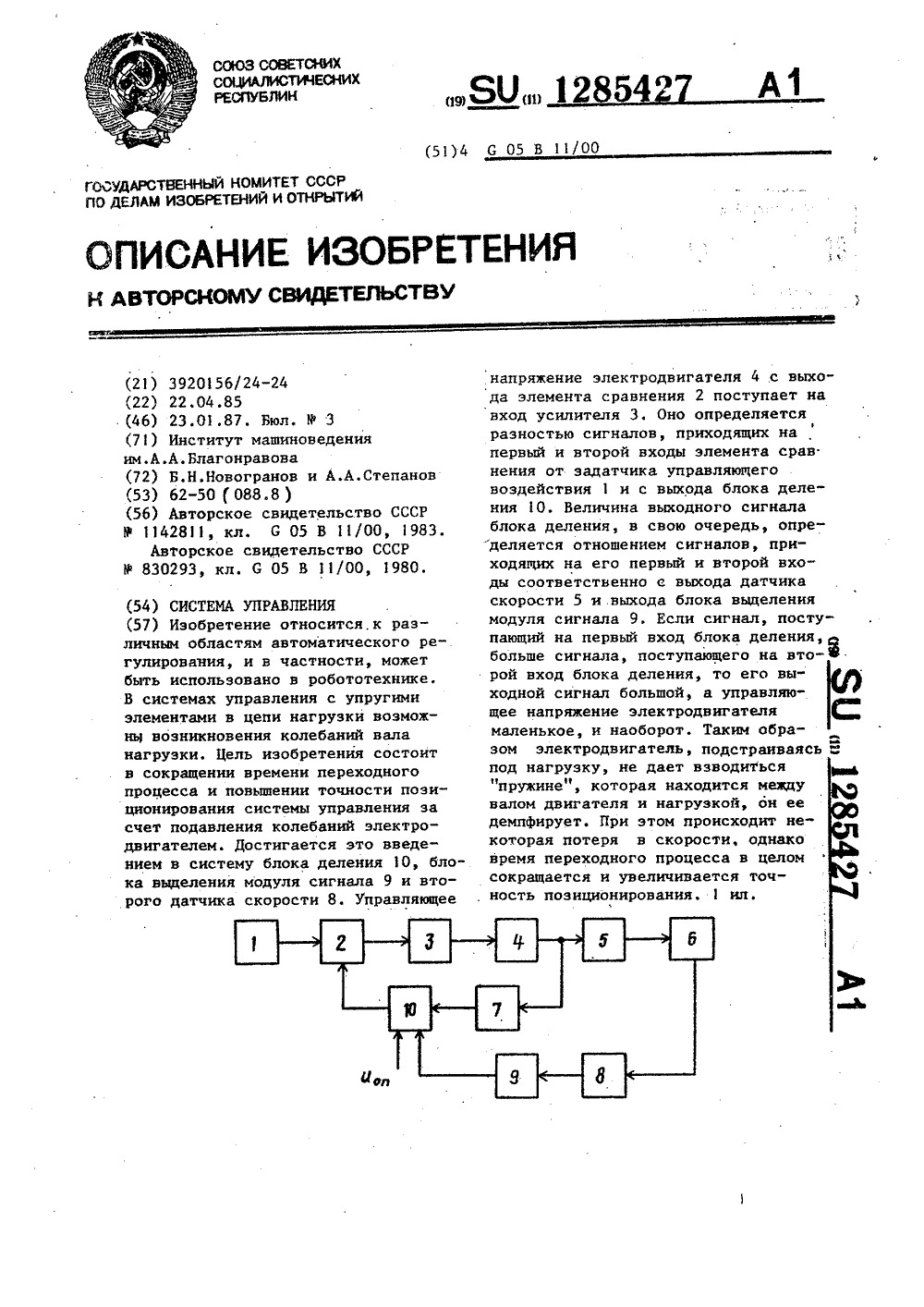
...Цель изобретения - сокращениевремени переходного процесса н повышение точности позиционирования системы.На чертеже приведена блок-схема Опредлагаемой системы управления.Система содержит задатчик 1 управляющего воздействия, элемент 2 сравнения по скорости, усилительэлектродвигатель 4, редуктор 5, объет 6 регулирования, первый датчик 7скорости, второй датчик 8 скорости,блок 9 выделения модуля сигнала иблок 10 деления.При проектировании системы принято,что редуктор абсолютно жесткий, авал двигателя связан с нагрузкойчерез "пружину", жесткость которойсоответствует жесткости реальногоредуктора,25Система работает следуизцим образом,Задатчик 1 управляющего воздействия вырабатывает управляющий сигналР, который поступает на первый...
“устройство для измерения скорости входа металла в клеть при при прокатке

Номер патента: 563203
Опубликовано: 30.06.1977
Автор: Файнберг
МПК: B21B 38/00
Метки: входа, клеть, металла, прокатке, скорости
...валков 2, поскольку напряжение тахогенератора 4, поданное на выход запоминающего интегратора 7, при постоянном возбуждении тахогенератора пропорционально скорости валков.Когда заготовка 1 заполнит зев валков 2, засвечивается и срабатывает осевое фотореле 5, интегрирование скорости валков прекращается, но на выходе запоминающего интегратора 7 на время нахождения металла в валках остается запомненной в виде напряжения величина пути валков, пропорциональная дуге захвата 1. Известно, что дуга захвата 1 связана с катающим радиусом г и абсолютным оожатием ЛЙ соотношением1= г Ьй, (1) откуда абсолютное обжатие Лй равноЛй = - = - Р, (2)г г При подаче выходного напряжения интегратора 7 на вход квадратора 8 на выходе его будем иметь напряжение,...
Устройство для регистрации времени входа и выхода

Номер патента: 963026
Опубликовано: 30.09.1982
МПК: G07C 9/00
Метки: времени, входа, выхода, регистрации
...впемени входаи выхода содержит датчики.1 направления, 55блок 2 считывания, элементы И 3 и 4, компараторы 5, задатчики 6 адреса, элементы ИЛИ7 и 8, блок 9 контроля кода, блок 1 О управ. ления, счетчик 11 импульсов, блок 12 регист. рации, датчик 13 времени и пульт 4 управления.При наличии заявки с любого блока 2 считывания через первый элемент ИЛИ 7 запускается блок 10 управления, который сЬормирует1код текущего адреса блока 2 считывания и выдает его на компараторы 5. В задатчиках 6 адресов блоков 2 считывания при монтаже устройства заложены их порядковые номера. Комнаратор 5, укоторого поступивший код совпал с кодом задатчика 6 алреса, открывает элементы И 3 и 4. Инфоомация, считываемая с жетона - пропуска, ппедставляет собой...
Многоканальный преобразователь параметров индуктивных датчиков в импульсный сигнал

Номер патента: 1307391
Опубликовано: 30.04.1987
Авторы: Васин, Секисов, Скобелев, Сосняков, Шлыков
МПК: G01R 27/26
Метки: датчиков, импульсный, индуктивных, многоканальный, параметров, сигнал
...уровня на соответствующие вторые входы блока 19 совпаденийВ результате формируется управляющий сигнал поочередно на каждом из выходов блока 19 совпадения. При поступлении сигнала управления с выхода блока 19 совпадений на управляющий вход соответствующей пары аналоговых ключей последние замыкаются. В измерительной цепи, образованной одним из датчиков, подключенным к клеммам 1 парой ключей 3, дифФеренцирующим трансформатором 2 и источником 4 постоянного напряжения начинается переходной процесс преоб30739разования разности индуктивности плечдатчика в импульсный сигнал Ь, ,амплитуда которого пропорциональнаЯ = (Ь - Ь )/К + Ь),где Ь и Ь - индуктивности соответгственно верхнего и нижнего плеч датчика,При этом происходит накопление 1...
Устройство для формирования сигнала дифференциально трансформаторного датчика
Номер патента: 864241
Опубликовано: 15.09.1981
Авторы: Григорьев, Мебель, Николаевский, Певзнер, Славин, Ткачев, Шапиро, Ялышев
МПК: G05B 5/01
Метки: датчика, дифференциально, сигнала, трансформаторного, формирования
...ну 25 левого потенциала 12 .Недостатком данного устройства является малая точность. Цель изобретения - повышение точности устройства. Эта цель достигается тем, что визвестное устройство введены второйи третий резисторы и транзистор, ба 35за которого соединена с выходом операционного усилителя, коллектор - спервым выводом первичной обмотки дифференциально-трансформаторного датчика, а эмиттер - через второй резис-,40тор с шиной нулевого потенциала ичерез третий резистор с минусовойшиной питания, к плюсовой шине которого подключен второй вывод первичной обмотки дифференциально-.трансформаторного датчика,45На чертеже приведена принципиальная схема устройства.Схема устройства содержит источник переменного напряжения 1,операционный усилитель...
Предыдущий патент: Устройство для управления исполнительным органом
Следующий патент: Устройство для программного управления
Случайный патент: Огневой калорифер для воспроизведения в сушилках многократной циркуляции воздуха