Ползун для формирования металла шва при электрошлаковой сварке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 602333
Автор: Рухлин
Текст
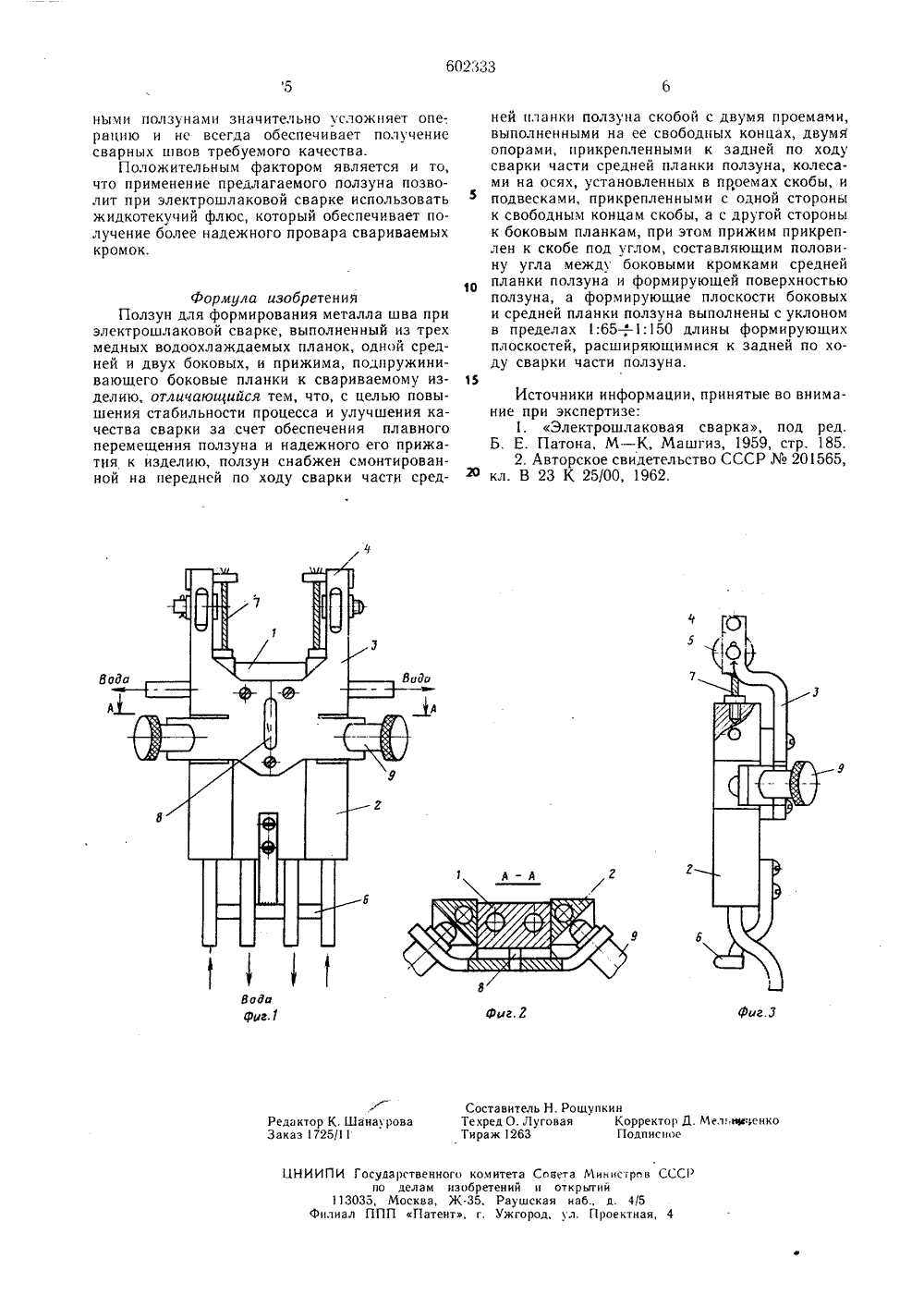
Союз Советских Социалистических РеспубликОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(51) М. Кл, ,В 23 К 2 исоединением заявкисудврственный комитетоввтв Министров СССРоо делам иэаоретеннйн открытий 3) Приоритет -(53) УДК 621,791. .79 3.0 37 (088,8 5) Дата опубликования о 72) Автор изобретен П. Н. Рух аявитель 4) ПОЛЗУН ДЛ МИРОВАНИЯ МЕ ШВА Вторым олзунов я формирую же может т издели Изобретение относится к области электро- шлаковой сварки и может быть использовано в различных отраслях промышленности, преимущественно в энергомашиностроении.Известен ползун, состоящий из трех элементов - средней планки и двух боковых, связанных с первой шарнираМи-петлями 1. Такие ползуны, обеспечивая надежную сварку при разностенности до 3 мм, не обеспечивают надежной сварки деталей, имеющих депланацию свариваемых кромок, так как боковые планки ползуна, хотя и имеют возможность независимо одна от другой поворачиваться на своих шарнирах, на оси их вращения постоянно находятся одна параллельно другой и могут оставаться прижатыми плотно только к таким деталям, кромки которых расположены параллельно друг к другу. При наличии на свариваемых кромках местных прогибов, ползуны с шарнирным креплением не могут обеспечить надежного уплотнения сварочной ванны, в результате чего происходит вытекание наружу жидкого металла и шлака. недостатком тройных шарнирных ляется отсутствие уширения книзу щпх поверхностей ползуна, что так ужить причиной отжатия ползуна и вытекания сварочной ванны. 2При сварке кольцевых швов тройные шарнирные ползуны не применимы вообще из-за того, что формирующие элементы ползуна должны иметь кривизну, н шарнирное крепление в этом случае не работает.Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является ползун для формирования металла шва при электрошлаковой сварке, выполненный из трех медных водоохлаждаемых планок, одной средней и двух боковых, и прижима, подпружинивающего боковые планки к свариваемому изделию (2.Однако такой ползун не может быть использован при сварке кольцевых швов. Кроме того, он при своем перемещении по изделию испытыд вают большое сопротивление трению, что иногда приводит к задержке ползуна и вытеканию сваоочной ванны.Целью изобретения является повышение стабильности процесса и улучшение качества сварки за счет обеспечения главного перемещения 20 ползуна и надежного его прижатия к изделию.Для этого предлагаемый ползун снабженсмонтированной на передней по ходу сварки части средней планки ползуна скобой с двумя проемами, выполненными на ее свободных концах, двумя опорами, прикрепленными к зад неи по ходу сварки части средней планки ползуна, колесами на осях, установленных в промах скобы, и подвесками, поикрепленными содной стороны к свободным концам скобы, ас другой стороны к боковым планкам, приэтом прижим прикреплен к скобе под углом,составляющим половину угла между боковымикромками средней планки ползуна и формирующей поверхностью ползуна, а формирующиеплоскости боковых и средней планки ползунавыполнены с уклоном в пределах 1:65 - 1;150длины формирующих плоскостей, расширяющи Омися к задней по ходу сварки части ползуна.На фиг. 1 показан предлагаемый ползун,вид спереди; на фиг. 2 - сечение А - А нафиг. 1; на фиг. 3 - ползун, вид сбоку.Ползун состоит из трех водоохлаждаемыхпланок, средней планки 1 и двух боковых планок 2. Средняя планка 1 ползуна по своимразмерам аналогична средней планке применяемых в настоящее время тройных ползунов.Ширина этой планки немного больше суммарной ширины зазора между свариваемымидеталями и величины развара кромок. Но еекрепление на сварочном автомате существенноотличается от крепления средних планок существующих:ползунов. Планка 1 закрепленача скобе 3, в верхней части которой имеютсядве опоры 4, расположенные по бокам свариваемого зазора и снабженные колесами 5, например, из шарикоподшнпников. В задней походу сварки части ползуна также имеются опоры 6, которые могут быть аналогичны опорам 4с колесами 5 или для простоты изготовлениямогут представлять собой обычные опоры-костыли.Высота верхних и нижних опор выбрана такой, чтобы средняя планка ползуна после егоприжатия (при рабочем положении) находилась на некотором расстоянии от свариваемыхдеталей и располагалась к ним под небольшимуклоном. Как было установлено на опытныхобразцах, оптимальными расстояниями являются следующие.Расстояние от формирующей плоскости средней части ползуна до свариваемых деталей40вверху по ходу сварки устанавливается около 2 - 3 мм, а внизу около 4 - 5 мм.Боковые планки 2 предназначены для надежного уплотнения боковых зазоров между средней планкой ползуна и свариваемыми деталями, 45Крепление боковых планок, в отличие открепления боковых планок на сугцествующихтройных ползунах, осуществляется с большойстепенью свободы и выполняется не на шарнирах, а на подвесках 7,Для подвешивания ползуна на автомате вскобе имеется паз 8. Прижим скобы 3 к свариваемым деталям с установленной на нейсредней планкой ползуна осуществляется прижимным ус 1 ройством (на чертеже не показано 1, имеющимся на любом автомате для электрошлаковой сварки (ЭШС). Место прижима должно быть немного выше расположения жидкого металла в сварочной ванне, примерно на1/3 длины от верха средней планки ползуна.Ввиду того, что средняя часть ползуна впроцессе сварки не трется о свариваемые детали и основными опорами ползуна являются шарикоподшит 1 ники 5 и опоры 6, то на перемещение такого формирующего устройства затрачивается небольшое усилие, само перемещение очень плавное, и имеет место полная гарантия отсутствия отжима ползуна от изделия даже при его излишне большом прижатии.Расположение формирующей плоскости средней части ползуна на некотором расстоянии от свариваемых деталей обеспечивает получение необходимого небольшого усиления шва, а наклонное положение этой плоскости с раскрытием книзу обеспечивает свободный выход сформировавшегося металла шва из-под ползуна. Наличие же такого малого уклона средней планки ползуна, как 1 - . 2 мм на длине 130 - 150 мм, не может привести к вытеканию сварочной ванны, так как при плавном перемещении ползуна в районе сварочной ванны образуются зазоры не более сотых долей миллиметра, которые сразу же закрываются кристаллизующимися металлом и шлаком ввиду непосредственной близости холодного ползуна.Боковые планки 2 подпружинены прижимами 9,Усилие прижима планок 2 направлено к плоскости скобы под углом, который составляет половину угла между боковыми кромками средней планки ползуна и его рабочей поверхностью, это усилие обеспечивает одновременно прижим боковых планок к свариваемым кромкам и к средней планке ползуна.Такая конструкция ползуна, в которой каждая боковая планка может принимать любое положение независимо от второй боковой планки, позволяет осуществлять плотное закрытие боковых зазоров в процессе сварки как прямолинейных, так и кольцевых швов и не только при наличии разностенности, но и при депланации свариваемых кромок.Закрепление боковых планок на подвесках и наличие усилия их прижатия, направленного под углом к направлению их перемещения, исключает возможность отжатия от изделия этих элементов ползуна,На фиг.1 - 3, показан ползун для сварки прямолинейных швов. Конструкция ползуна для сварки кольцевых швов в принципе остается такой же, только формирующие плоскости средней планки 1 и боковых планок 2 должны иметь кривизну, соответствующую радиусу кривизны свариваемых деталей, и расстояние между опорами 4 должно быть таким, чтобы между ними могли проходить боковые надставки, устанавливаемые в районе замка кольцевого шва.Положительный эффект от применения предлагаемой конструкции ползуна заключается в получении надежной гарантии выполнения процесса ЭШС без вытекания сварочной ванны, что обеспечивает получение сварных швов более высокого качества, чем сварные швы, формируемые известными ползунами.Существенное повышение качества швов можно получить при ЭШС кольцевых швов, где применить используемые в настоящее время на производстве шарнирные ползуны не представляется возможным, а выполнение сварки обычСовета Министров СССРи открытийская наб., д. 4/5од, ул. Проектная, 4 ударственно по деламМосква, Ж ПП Патен комитета бретений 35, Рауш г. Уж го нь 1 ми ползунами значительно усложняет опе-, рацию и не всегда обеспечивает получение сварных швов требуемого качества.Положительным фактором является и то, что применение предлагаемого ползуна позволит при электрошлаковой сварке использовать жидкотекучий флюс, который обеспечивает получение более надежного провара свариваемых кромок. Формула изобретенияПолзун для формирования металла шва при электрошлаковой сварке, выполненный из трех медных водоохлаждаемых планок, одной средней и двух боковых, и прижима, подпружинивающего боковые планки к свариваемому изделию, отличающийся тем, что, с целью повышения стабильности процесса и улучшения качества сварки за счет обеспечения плавного перемещения ползуна и надежного его прижатия к изделию, ползун снабжен смонтированной на передней по ходу сварки части средней планки ползуна скобой с двумя проемами,выполненными на ее свободных концах, двумяопорами, прикрепленными к задней по ходусварки части средней планки ползуна, колесами на осях, установленных в проемах скобы, и5 подвесками, прикрепленны, и сОдной сторонык свободным концам скобы, а с другой сторонык боковым планкам, при этом прижим прикреплен к скобе под углом, составляющим половину угла между боковыми кромками среднейпланки ползуна и формирующей поверхностьюползуна, а формирующие плоскости боковыхи средней планки ползуна выполнены с уклономв пределах 1:65 - ;1:150 длины формирующихплоскостей, расширяющимися к задней по ходу сварки части ползуна,15Источники информации, принятые во внимание при экспертизе:1. Электрошлаковая сварка, под ред.Б, Е. Патона, М - К, Машгиз, 1959, стр. 185.2. Авторское свидетельство СССР201565,2 ц кл. В 23 К 25/00, 1962. Составитель Н. Рощупкинехред О. Луговая Корректор Д. Мелннмчен ираж 1263 Подписное
СмотретьЗаявка
2363656, 24.03.1976
ПРЕДПРИЯТИЕ ПЯ А-3700
РУХЛИН ПАВЕЛ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: металла, ползун, сварке, формирования, шва, электрошлаковой
Опубликовано: 15.04.1978
Код ссылки
<a href="https://patents.su/3-602333-polzun-dlya-formirovaniya-metalla-shva-pri-ehlektroshlakovojj-svarke.html" target="_blank" rel="follow" title="База патентов СССР">Ползун для формирования металла шва при электрошлаковой сварке</a>
Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей

Номер патента: 766792
Опубликовано: 30.09.1980
Авторы: Гулида, Пресняков, Рудометкин, Семенов
МПК: B23K 25/00
Метки: двухслойных, ползун, сварки, сталей, фигурный, формирующий, электрошлаковой
...и подкладки 19 подают электрод 8 исварочный флюс, набирают шлаковую 21и металлическую 22 ванны,осуществляют процесс электрошлаковой снарки основного металла и формирование шва 25.В момент стабилизации процесса иподхода уровня поверхности шлаковойванны 21 к верхней кромке выступаползуна начинают подачу электрода 7через сквозное продольное, изолированное трубкой 17 отверстие б, предусмотренное в упомянутом ныступе, асварочныйфлюс подают через другоесквозное, расположенное под выступомотверстие 9, которое служит такжедля контролирования уровня и глубинышлаковой 23 и металлической 24 ванн.В полости 27, образующейся выступом в процессе сварки основного металла, начинается процесс формирования шва 26 облицовбчного слоя. Причемэлектрод 7,...
Устройство для контроля величины зазоров между свариваемыми деталями и регулирования процесса контактной точечной сварки

Номер патента: 1646745
Опубликовано: 07.05.1991
Авторы: Козловский, Угрюмов
МПК: B23K 11/24
Метки: величины, деталями, зазоров, контактной, между, процесса, свариваемыми, сварки, точечной
...(момент закрытия зазора) датчик 6 формирует электрический импульс, который через усилитель-преобразователь 7 поступает на второй управляющий вход блока 3 измерения, чем прекращает измерение поступающего сигнала с датчика 1, Одновременно с этим блок 3 формирует сигнал, пропорциональный измеренному линейному перемещению подвижного электрода (величине зазора), который подается на входы блоков 8 и 9, Блок 8 преобразует поступающий из блока 3 сигнал, регистрирует его в памяти и высвечивает на цифровом табло. Блок 9 сравнивает поступивший сигнал с максимально допустимым и при повышении его формирует электрический импульс, который поступает на вход блока 15, последний формирует импульсы на входы блока 10, чем включает сигнализацию, и...
Поточная линия для сборки и сварки листов с планками

Номер патента: 1224129
Опубликовано: 15.04.1986
Авторы: Альтман, Дегтярев, Дундуа, Савукова, Слоним, Стерин
МПК: B23K 37/04
Метки: линия, листов, планками, поточная, сборки, сварки
...12 готовой продукции (стрелками на фиг. 2 показано направление перемещения изделия в процессе сборки) Транспортер 7 содержит убирающиеся подпружиненные храповые собачки 13, смонтированные на штанге 14.Транспортер 7 выполнен с возможностью возвратно-поступательного горизонтального перемещения относительно рольганга 6 и стенда 8 с помощью привала и реечного механизма (не поазаиы),В стаяине. 15 стенда 8 предва 1.тельной сборки установлен привоп 1 ь,на штоке 17 которого установлен и дьемный стол 18 с регулируемыми у рами 19, ограничителями 20 и откидными скобами 21. Стенд 8 содержитакже боковые упоры 22 и прижимы,выполненные в виде шарнирно закрепленных кронштейнов 23, соединенныхс приводами 24, откидные фиксаторы25, подпружиненные...
Ползун для вертикальной электрогазовой сварки

Номер патента: 1041249
Опубликовано: 15.09.1983
Авторы: Баранов, Грищенко, Макаров, Таубеншлак, Ткачева, Федоренко, Шведиков
МПК: B23K 9/16
Метки: вертикальной, ползун, сварки, электрогазовой
...содержащем канал для подачи защитного газа в зону сварки и формирующую канавку, на одной иэ торцовых поверхностей ползуна выполнен паз, сообщающийся с газовым каналом и выходящий с одной сточения защитного газа от стенки принизких егорасходах,на крилолинейномучастке выполнен ряд поперечных каналов. Роны в Формирующую канавку, а с трехдругих ограниченный буртами, образованными в теле полэуна, при этомпересечение нижней плоскости паза сформирующей канавкой выполнено криволинейным, а на буртах установленапластина, имеющая криволинейныйучасток, входящий в полость Формирующей канавки и напранленный н сторону сварочной ванны,На криволинейном участке выполненРяд поперечных каналов.На чертеже схематически изображенпредлагаемый полэун, общий...
Способ соединения средней и боковых частей нижней поперечины гидравлического пресса

Номер патента: 1325005
Опубликовано: 23.07.1987
Авторы: Головинский, Гольдштадт, Зириков
МПК: B66F 11/00
Метки: боковых, гидравлического, нижней, поперечины, пресса, соединения, средней, частей
...стяжками 15 сустановленными средней 9 и боковой 4частями, С помощью домкратов 8 приподнимают собранную нижнюю поперечинудо высоты, обеспечивающей демонтажвсех монтажных плит 2, оставшегосянабора прокладок 6 и дополнительныхплит 13, после чего монтажные плиты2, оставшийся набор прокладок 6 идополнительные плиты 13 удаляют иопускают нижнюю поперечину в проектное положение до опирания ее на техкологические плиты 3 и дополнительныеплиты 14, После чего демонтируют моктааный иост 5 с домкратами 8,кого крана устанавливают боковуючасть 4 нижней поперечины. На фукдамент между опорами 1 устанавливаютмонтаакый мост 5, на которои устанавливают набор монтажных прокладок 6 и домкраты 7 и 8, после чего с помощъв грузоподъемиого крана на...
Предыдущий патент: Привод пуансонов устройства для холодной сварки
Следующий патент: Устройство для сварки неповоротных стыковых труб
Случайный патент: Устройство для определения поверхностного натяжения жидкости